Уже известны раскладочно-резальные машины для изготовления штапельных лент из жгутов непрерывного волокна, снабженные расправителями, придающими жгуту форму холста перед поперечным разрезанием последнего в натянутом состоянии на штапельное волокно.
Подобные машины не обеспечивают равномерного распределения волокна по ширине получаемого холста перед его резкой. Расправители обычно снабжаются колками, иглами и тому подобными рабочими органами, разрывающими часть волокон и запутывающими при воздействии на жгут значительную часть волокон, подводимых транспортерами к режущему приспособлению.
Предлагаемая машина для изготовления штапельных лент из жгутов непрерывного волокна имеет целью устранить отмеченный недостаток уже известных раскладочно-резальных машин. Ее отличительна у особенность в том, что в качестве расправителей жгута при образовании из него холста перед резкой его ножами в ней применены парные периодически взаимодействующие с волокнистым материалом в каждой паре бесконечные полотна со щетинной гарнитурой. Машина заключает в себе расправительно-распушивающее устройство (последнее предназначено для преобразования жгута непрерывного волокна в холст с равномерным распределением в нем по ширине волокон и выполнено в виде двух пар бесконечных полотен со щетинной гарнитурой), режущие холст ножи и лентообразующее приспособление.
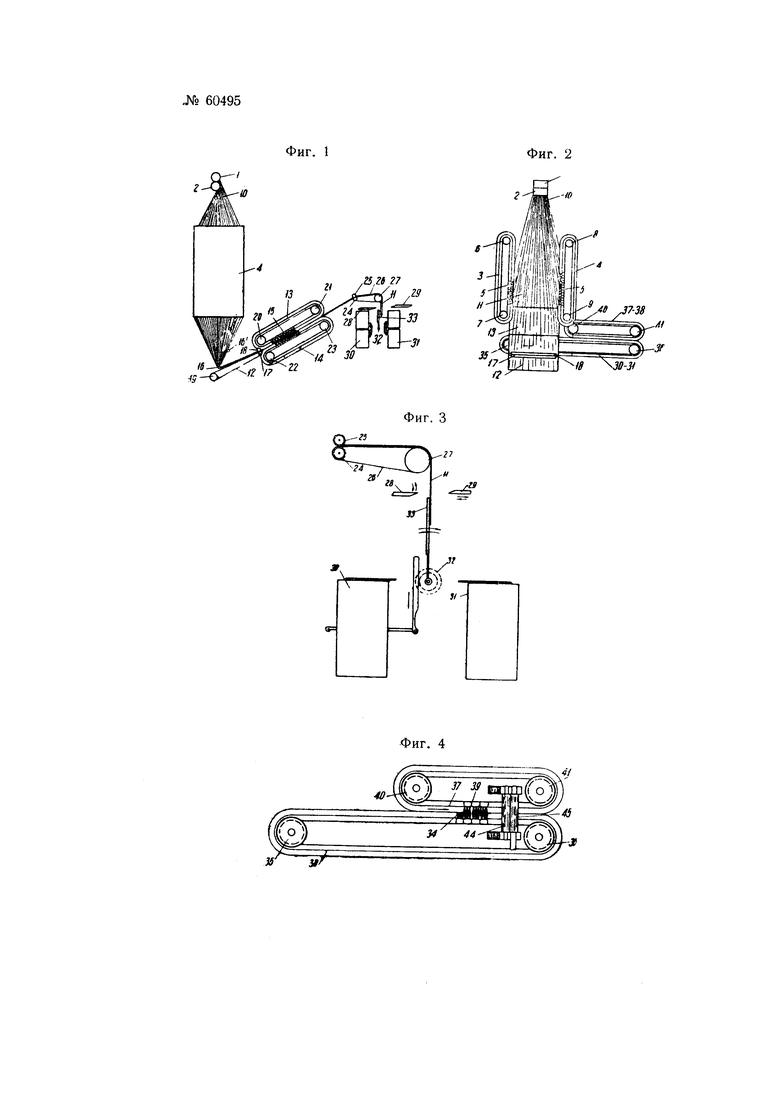
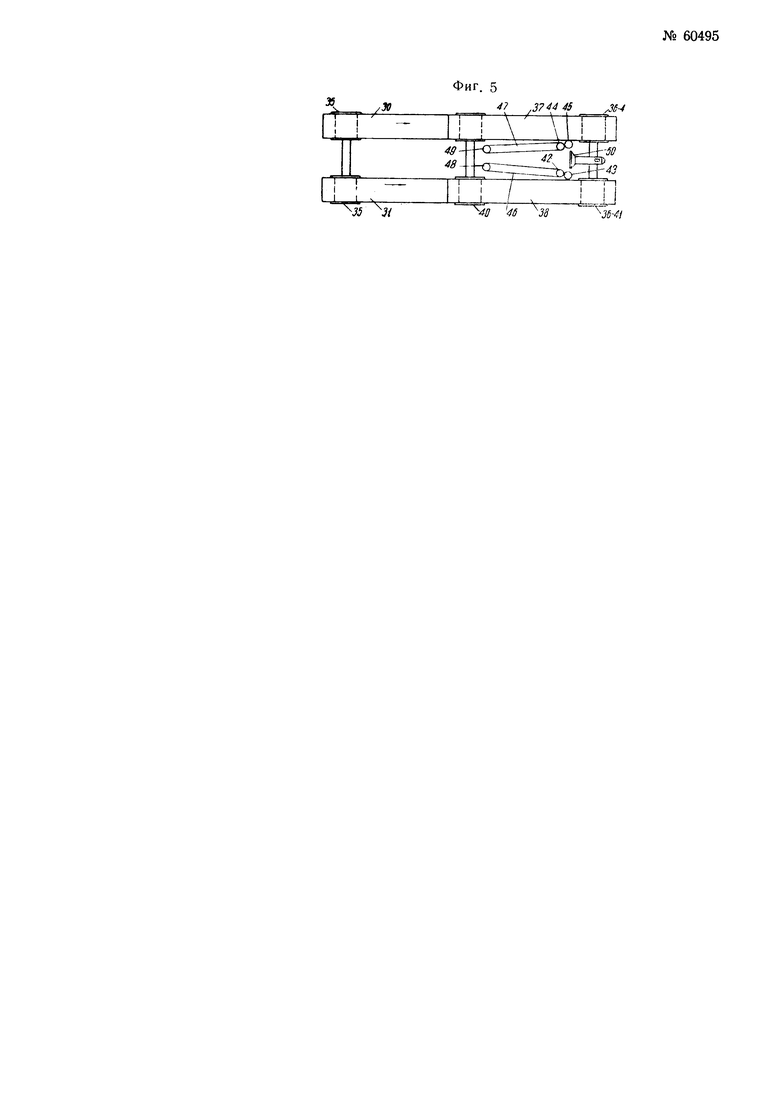
На фиг. 1 изображен вид машины сбоку; на фиг. 2 - вид машины спереди; на фиг. 3 - вид сбоку режущих ножей по фиг. 1; на фиг. 4 - продольный разрез лентообразующего приспособления машины по фиг. 1; на фиг. 5 - вид сверху на лентообразующее приспособление по фиг. 4.
Под парой гладких питательных цилиндров 1 и 2 для жгута и поперек них установлена первая пара бесконечных полотен 3 и 4 расправительно-распушивающего устройства, предназначенного, для придания жгуту формы холста. Полотна 3 и 4 составлены из планок, снабженных щетинной гарнитурой 5 и поддерживаемых шкивами 6-7 и 6-9 (фиг. 1 и 2).
Полотна 3, 4, помимо совместного непрерывного поступательного движения своими рабочими ветвями вниз, обладают противоположными возвратно-поступательными движениями в плоскостях, параллельно осям шкивов 6-7 и 8-9, что необходимо для преобразования жгута 10 в холст 11.
Возвратно-поступательное движение полотна 3, 4 получают от эксцентриков и тому подобных общеизвестных механизмов, взаимодействующих с осями шкивов 6-7 и 8-9 (на фигуре не показано). Поступательная скорость полотен 3-4 несколько превышает окружную, скорость питательных цилиндров 1 и 2 для сообщения волокнам жгута некоторого натягивания при холстообразовании.
Под полотнами 3 и 4 и поперек них расположен наклонный транспортер 12, предназначенный для подвода холста 11 к паре распушивающих бесконечных полотен 13 и 14, снабженных такой же щеточной гарнитурой 15, как гарнитура 5 у полотен 3 и 4. Для передачи холста из полотен 3 и 4 на транспортер 12 предназначен принудительно колеблющийся в вертикальной плоскости гладкий пруток 16, занимающий верхнее положение 16 при расхождении полотен 3 и 4 вдоль шкивов 6-7 и 8-9 и нижнее положение при противоположном смещении полотен 3 и 4.
Транспортер 12 приводится в неравномерное поступательное движение от нижнего цилиндра из пары рифленых питательных цилиндров 17 и 18 и направляется шкивом 19, предназначенным также для натягивания транспортера 12. Полотно 13 направляется и приводится в поступательное равномерное движение шкивами 20-21 подобно полотну 14, охватывающему шкивы 22-23. Перед полотнами 13 и 14 установлена пара отводящих рифленых цилиндров 24 и 25; нижний 24 из них охвачен бесконечным кожаным транспортером 26, поддерживаемым шкивом 27. Отводящие цилиндры 24 и 25 обладают равномерной скоростью вращения. Полотна 13 и 14 не только противоположно смещаются вдоль осей шкивов 20-21 и 22-23, но и периодически совместно с этими валами расходятся своими рабочими ветвями друг от друга на величину около 100 мм и сходятся, совершая около двухсот подобных движений в минуту. Соответствующие механизмы для привода полотен 13 и 14 превышают окружную скорость питательных цилиндров 1, 2, но несколько меньше скорости полотен 3 и 4. Скорость рифленых питательных цилиндров 17 и 18 и транспортера 12 для предупреждения разрыва волокон щеточной гарнитурой 15 полотен 13 и 14 больше при расхождении полотен 13 и 14 вдоль осей шкивов 20-21 и 22-23 и меньше при обратном перемещении полотен 13, 14.
Под шкивом 27 в горизонтальной плоскости расположены ножи 28 и 29. Один из этих ножей, например нож 28, выполнен поворотным около поперечной горизонтальной оси (на фигуре не показано) и подпружиненным вверх, а другой, например 29, выполнен перемещающимся принудительно в горизонтальной плоскости, причем его лезвие образует небольшой угол, в 3-5°, с лезвием ножа 28. При подходе ножа 29 к ножу 28 лезвия их взаимодействуют с волокнами свисающего вниз холста 11 и между собой, поскольку лезвие ножа 29 прилегает к лезвию подпружиненного ножа 28, несколько поворачивая последний вокруг его оси и против действия пружины.
Вдоль оси шкива 27 и лезвий ножей 28 и 29 расположены оба нижних бесконечных горизонтальных полотна 30 и 31 лентообразующего приспособления. Между ними и под плоскостью схода холста 11 со шкива 27 на оси 32 установлена лопасть 33, обладающая возвратно-вращательным движением на 180°. Лопасть 33 предназначена для отвода от ножей 28 и 29 отрезанных бородок штапельного волокна и для попеременного накладывания этих бородок на щетинную гарнитуру 34 (фиг. 4) полотен 30 и 31 поперек них. Полотна 30 и 31 обладают постоянной поступательной скоростью и поддерживаются по концам направляющими роликами 35 и 36. На некотором расстоянии от лопасти 33 над нижними бесконечными полотнами 30 и 31 лентообразующего приспособления установлены взаимодействующие с нижними полотнами 30 и 31 верхние бесконечные полотна 37 и 38, снабженные также щетинной гарнитурой 39. Полотна 37 и 38 направляются роликами 40 и 41 и предназначены для удержания своей гарнитурой 39 совместно с гарнитурой 34 нижних полотен 30 и 31 бородок штапельного волокна три формировании из них лент. Сбоку и поперек парных полотен 30, 37 и 31, 38 установлены вертикально парные продольно рифленые валики 42, 43 и 44, 45, предназначенные для сращивания в ленты концов последовательных бородок, стаскиваемых ими с полотен 30 и 31 при некотором натяжении. Для заправки концов бородок с полотен 30 и 31 в промежутки между валиками 42, 43 и 44, 45 предназначены вертикальные гладкие кожаные полотна 46 и 47, охватывающие валики 42 и 44 к направляющие валики 48 и 49. Полотна 46 и 47 установлены под небольшим углом к полотнам 30 и 31 и приводятся в движение от валиков 42 и 44.
Для отвода сформированных из штапельного волокна обеих лент предназначена общая отводная воронка 50, дублирующая обе ленты и снабженная соответствующим тянущим сдвоенную ленту органом (не показанным на фигуре).
Действие машины выражается в том; что жгут 10, взаимодействуя со щетинной гарнитурой полотен 3, 4 и 13, 14 расправляется и распушивается на отдельные волокна, принимая вид холста 11. В таком виде неповрежденные щетинной гарнитурой полотен волокна перерезываются ножами 28, 29 та отрезки требуемой длины и укладываются в виде бородок на полотна 30 и 31 лопастью 33 Концы уложенных на полотна 30 и 31 бородок сращиваются валиками 42, 43 и 44, 45 в две ленты штапельного волокна, объединяемые для придания им большей ровноты в одну общую ленту, выпускаемую из машины через воронку 50.
1. Машина для изготовления штапельных лент из жгутов непрерывного волокна, снабженная расправителями и распушивателими, обращающими жгут в холст до его разрезания, отличающаяся тем, что в качестве рабочих органов холстообразования применены парные периодически взаимодействующие с волокнистым материалом в каждой паре бесконечные полотна 3, 4 и 13, 14 со щетинной гарнитурой, расположенные перед режущими холст ножами 28 и 29.
2. В машине по п. 1 применение парных полотен 30, 37 и 31, 38 со щетинной гарнитурой, предназначенных для отвода от ножей 28, 29 бородок штапельного волокна, укладываемых колеблющейся лопастью 33.
3. Форма выполнения машины по п. 1, отличающаяся тем, что для формирования ленты из бородок штапельного волокна, лежащих поперек полотен 30 и 31, применены валики 42, 43 и 44, 45, расположенные сбоку и поперек полотен 30 и 31 и осуществляющие сращивание концов последовательных бородок штапельного волокна перед дублированием обеих лент в одну в общей отводной воронке 50.
