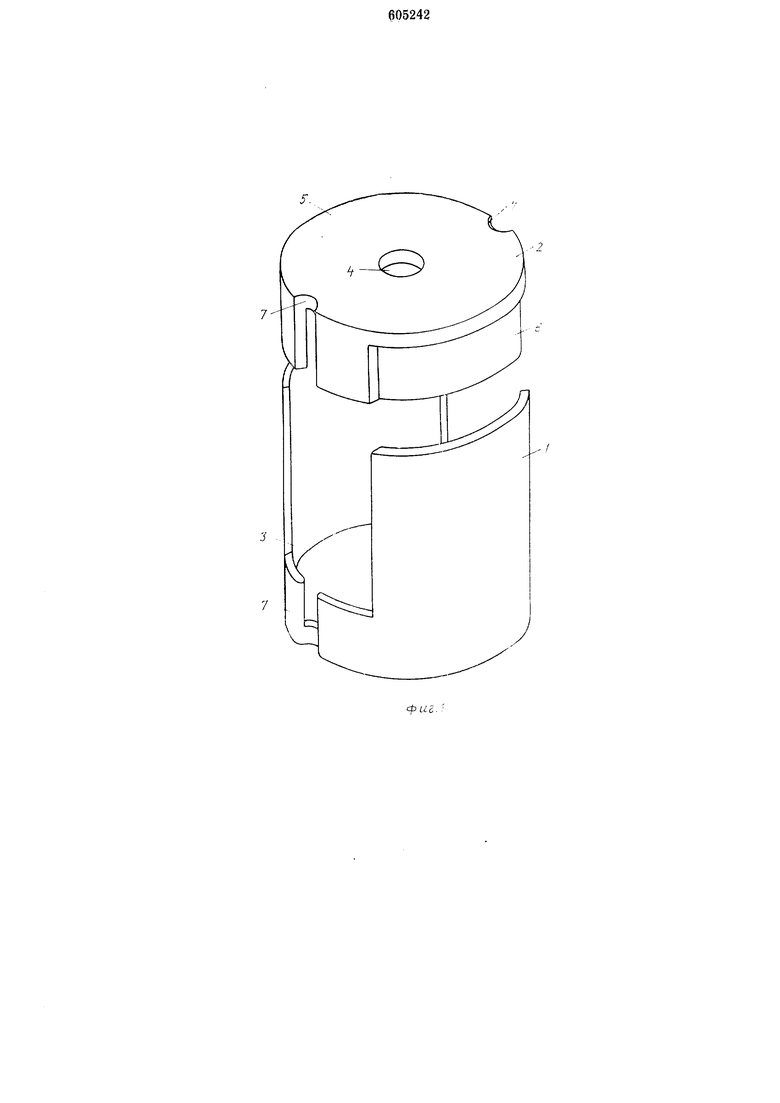
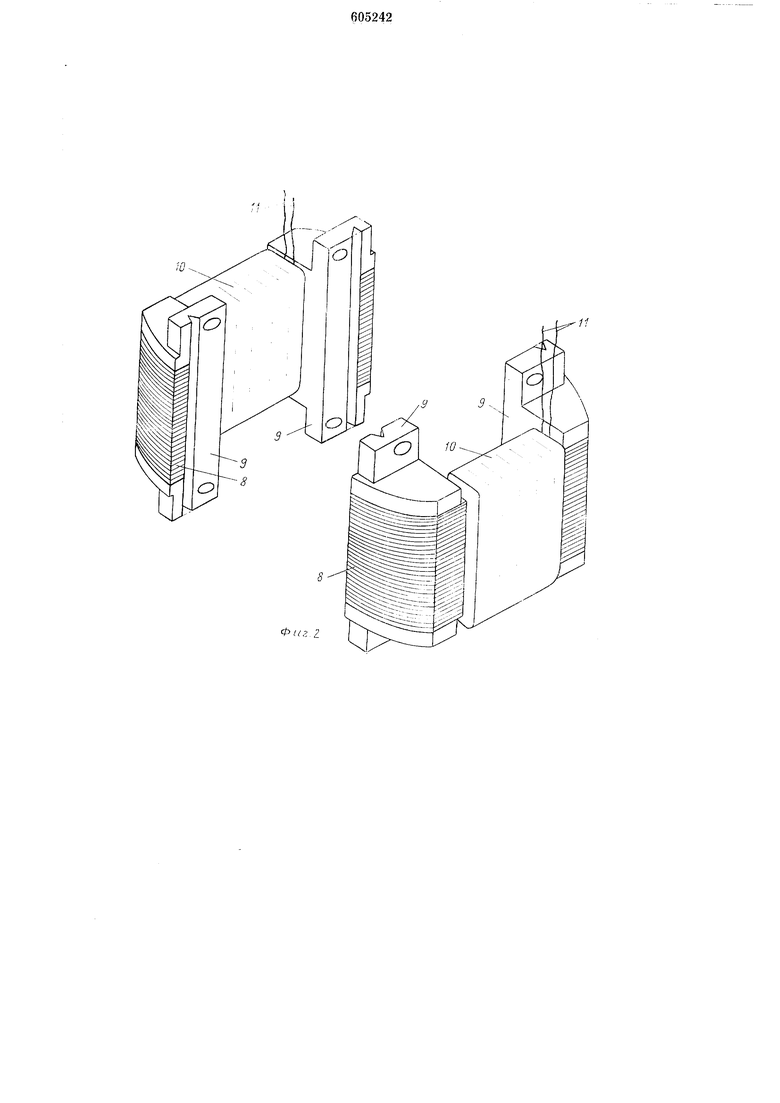
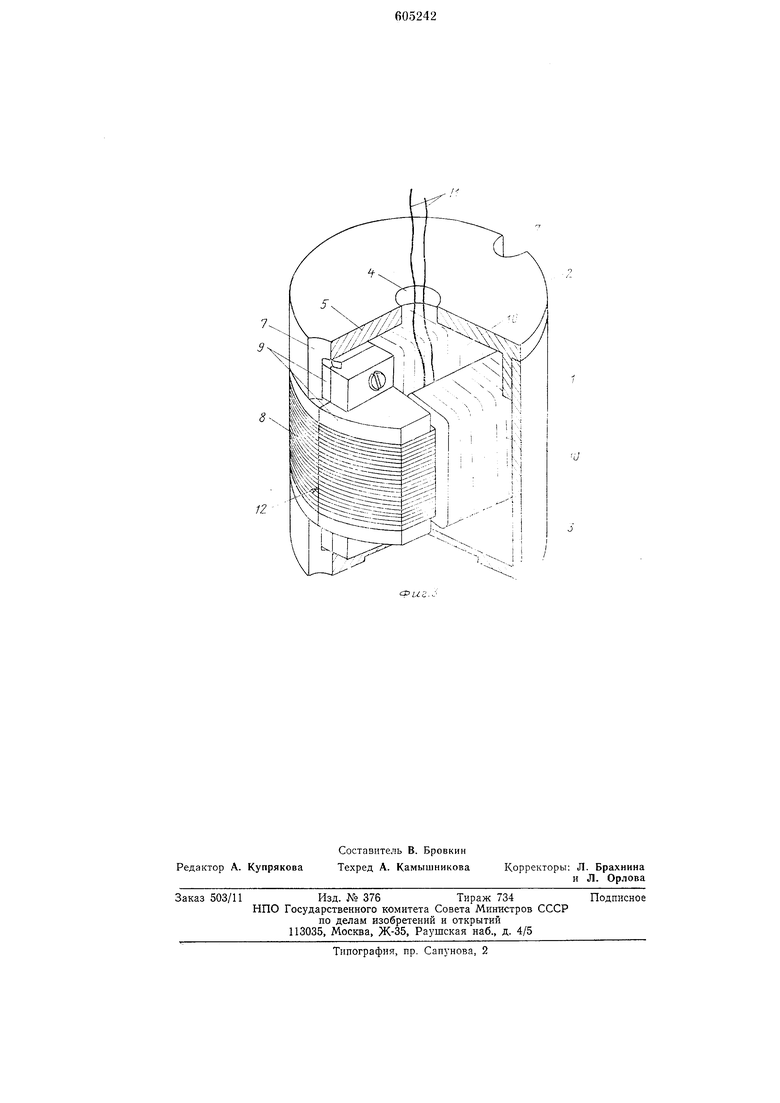
Полусердечники 8 выполнены с двухбалочными пластинами 9 и обмотками 10, имеющими выводы 11. При соединении полусердечников образуются рабочие зазоры 12, диаметрально противоположные один другому. Благодаря использованию разборного корпуса предложенной конфигурации, двухбалочных пластин и выемок в корпусе возможна обработка полусердечников отдельно от корпуса, что существенно повышает точность изготовления головки в целом. Возможность термической обработки головки, вернее ее полусердечников, после проведения механической обработки на 40-50% уменьшает потери магнитной проницаемости материала полусердечников. Снижение потерь магнитной проницаемости позволяет повысить точность калибровки магнитных лент. Наличие же разборного корпуса упрощает конструкцию головки. Формула изобретения Магнитная головка, например для калибровки измерительных лент, содержащая корпус, расположенные в нем полусердечники, выполненные из пакетов пластин с диаметрально противоположными и идентичными по размеру рабочими зазорами, а также обмотки, отличающаяся тем, что, с целью повышения точности калибровки лент и упрощения ее конструкции, каждый из полусердечников снабжен парой двухбалочных пластин, превышающих по длине толщину пакетов полусердечников и опирающихся на их боковые поверхности, корпус головки выполнен из двух разъемных элементов, один из которых имеет П-образную форму с основанием в виде чащи и полукруглыми вертикальными участками, а второй - форму, аналогичную указанной чаше, но с центральным отверстием в дне и с ответными по форме вертикальными участками, имеющими несквозные пазы для размещения в них вертикальных участков первого из указанных элементов, при этом в каждом элементе корпуса по образующей рабочей поверхности в области рабочих зазоров выполнены внутренние выемки. Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 8072, кл. 102Е5, опубл. 1970. 2: Патент США № 3725610, кл. 179-100.2, опубл. 1973.
Ю
uz.Z
11
-2
-/
- 10
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитная головка | 1979 |
|
SU773703A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Многодорожечный блок магнитныхгОлОВОК для КОНТРОля РАСпОлОжЕНиядВуХ СигНАлОгРАММ пО шиРиНЕ МАгНиТНОгОНОСиТЕля | 1979 |
|
SU822259A1 |
| Способ изготовления симметричной магнитной головки | 1976 |
|
SU594524A1 |
| Блок магнитных головок | 1980 |
|
SU902062A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Блок магнитных головок | 1976 |
|
SU605244A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Магнитная головка | 1976 |
|
SU553661A1 |
| Магнитная головка | 1981 |
|
SU991497A1 |