(54) СПОСОБ ИЗГОТОВЛЕНИЯ МАГПИТРЮЙ ГОЛОВКИ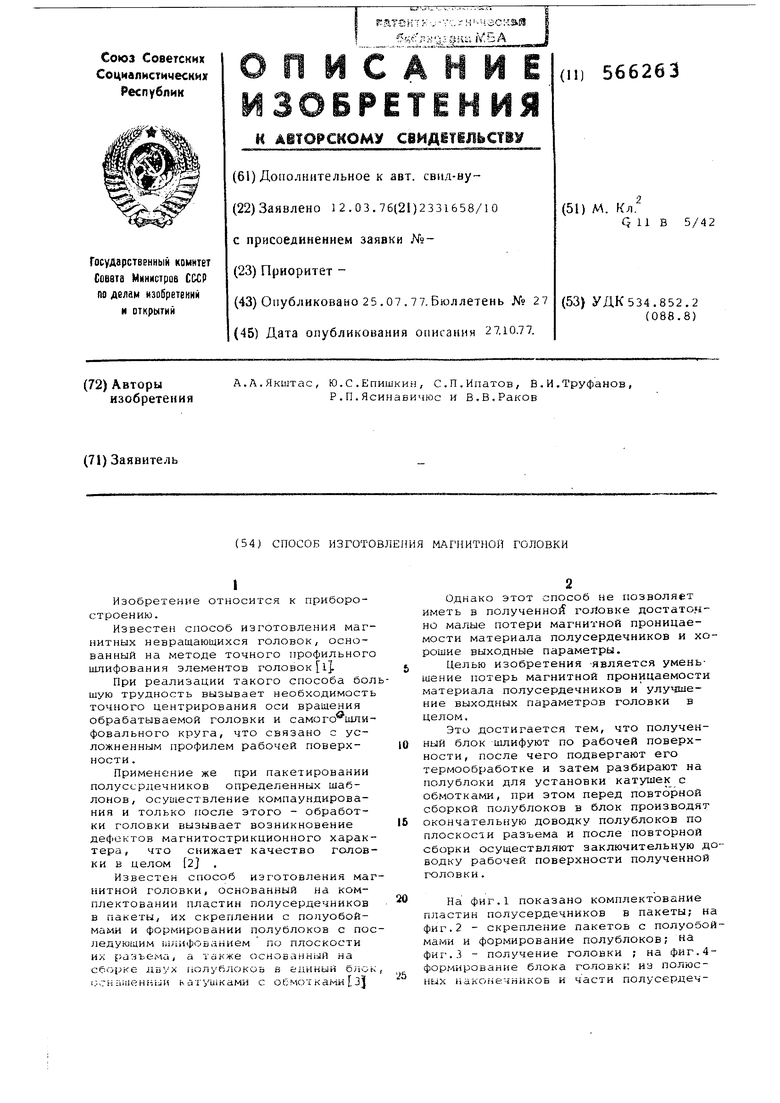
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU516095A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| Блок магнитных головок и способ его изготовления | 1989 |
|
SU1638722A1 |
| Способ изготовления магнитной головки | 1988 |
|
SU1545250A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
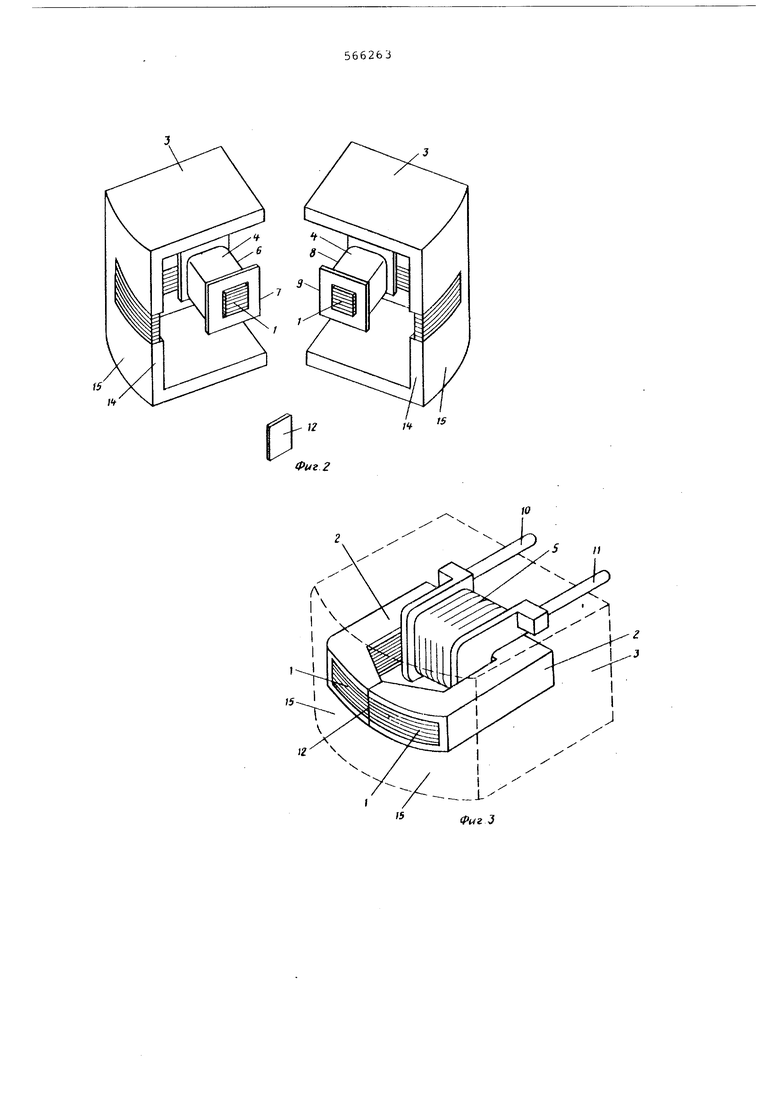
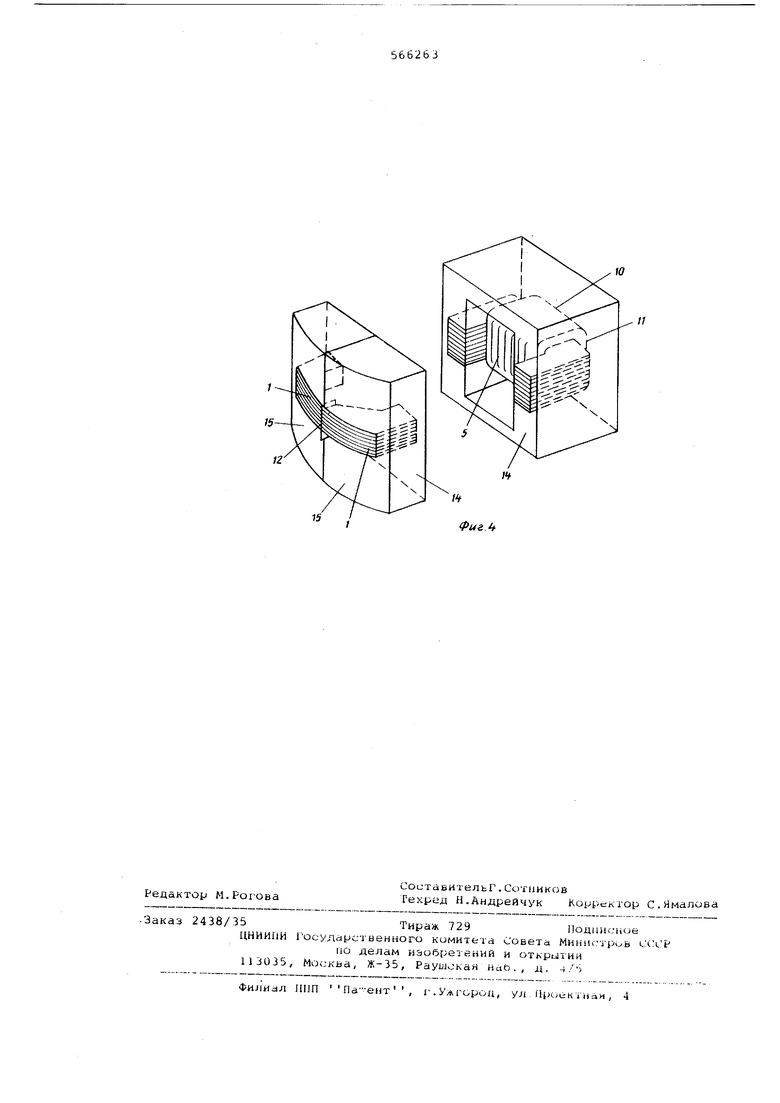
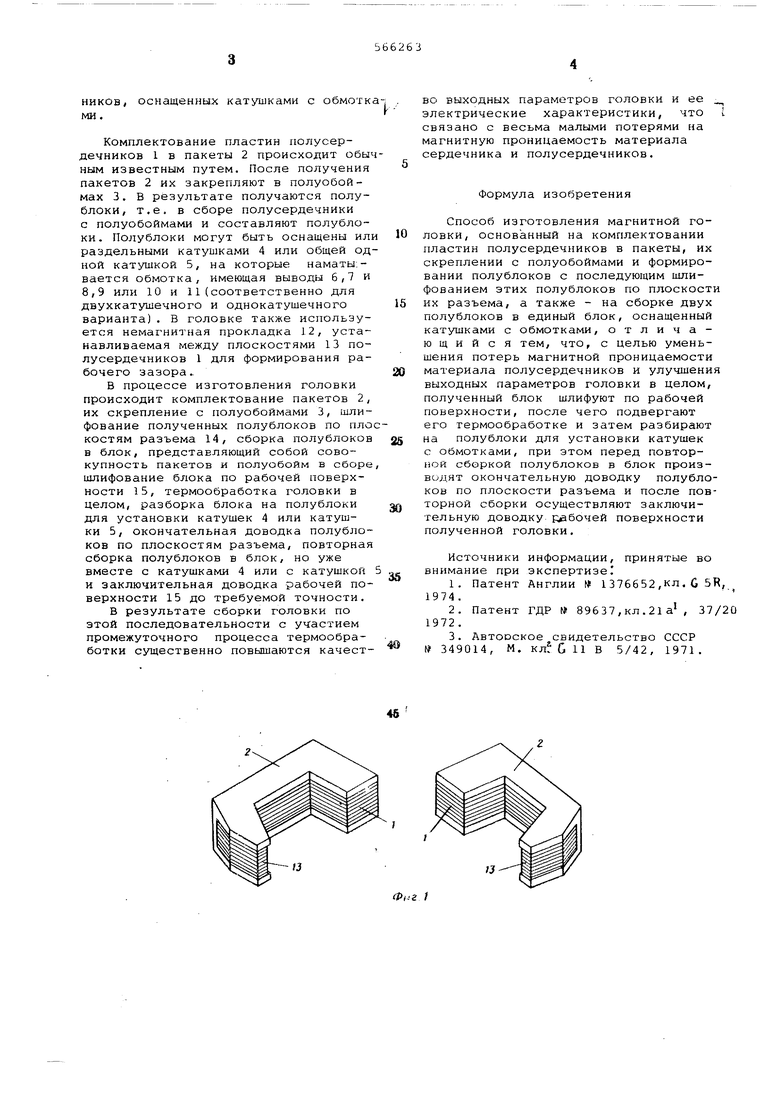
Изобретение относится к приборостроению. Известен способ изготовления магнитных невращающихся головок, основанный на методе точного профильного шлифования элементов головок l. При реализации такого способа бол шую трудность вызывает необходимость точного центрирования оси вращения обрабатываемой головки и самого шлифовального круга, что связано с усложненным профилем рабочей поверхности . Применение же при пакетировании полуссрд1ечников определенных шаблонов, осуществление компаундирования и только после этого - обработки головки вызывает возникновение дефектов магнитострикционного характера, что сьижает качество головки в целом 2 . Известен способ изготовления маг нитной головки, основанный на комплектовании пластин полусердечников в пакеты, их скреплении с попуобоймами и формировании полублоков с пос ледующим аущфованием по плоскости их разъема, а также основанный на сборке двух 11ОлублокоБ в единый блок ijcH iineH(iUH hujyuiKdMH С обмотКами 3j Однако этот способ не позволяет иметь в полученной гоЛовке достаточно малые потери магнитной проницаемости материала полусердечников и хорошие выходные параметры. Целью изобретения -является уменьшение потерь магнитной проницаемости материала полусердечников и улучшение выходных параметров головки в целом. Это достигается тем, что полученный блок шлифуют по рабочей поверхности, после чего подвергают его термообработке и затем разбирают на полублоки для установки катушек с обмотками, при этом перед повторной сборкой полублоков в блок производят окончательную доводку полублоков по плоскости разъема и после повторной сборки осуществляют заключительную доводку рабочей поверхности полученной головки. На фиг.1 показано комплектование пластин полусердечников в пакеты; на фиг.2 - скрепление пакетов с полуобоймами и формирование полублоков; на фиг-.З - получение головки ; на фиг.4формирование блока головк : из полюсных наконечников и части полусердечоснащенных катушками с обмотк Комплектование пластин полусердечников 1 в пакеты 2 происходит обы ным известным путем. После получения пакетов 2 их закрепляют в полуобоймах 3. В результате получаются полублоки, т.е. в сборе полусердечники с полуобоймами и составляют полублоки. Полублоки могут быть оснащены ил раздельными катушками 4 или общей од ной катушкой 5, на которые наматы;вается обмотка, имеющая выводы 6,7 и 8,9 или 10 и 11(соответственно для двухкатушечного и однокатушечного варианта). В головке также используется немагнитная прокладка 12, устанавливаемая между плоскостями 13 полусердечников 1 для формирования рабочего зазора. В процессе изготовления головки происходит комплектование пакетов 2, их скрепление с полуобоймами 3, шлифование полученных полублоков по пло костям разъема 14, сборка полублоков в блок, представляющий собой совокупность пакетов и полуобойм в сборе шлифование блока по рабочей поверхности 15, термообработка головки в целом, разборка блока на полублоки для установки катушек 4 или катушки 5, окончательная доводка полублоков по плоскостям разъема, повторная сборка полублоков в блок, но уже вместе с катушками 4 или с катушкой и заключительная доводка рабочей поверхности 15 до требуемой точности. В результате сборки головки по этой последовательности с участием промежуточного процесса термообработки существенно повышаются качество выходных параметров головки и ее электрические характеристики, что связано с весьма малыми потерями Eia магнитную проницаемость материала сердечника и полусердечников. Формула изобретения Способ изготовления магнитной головки, основанный на комплектовании пластин полусердечников в пакеты, их скреплении с полуобоймами и формировании полублоков с последующим шлифованием этих полублоков по плоскости их разъема, а также - на сборке двух полублоков в единый блок, оснащенный катушками с обмотками, отличающийся тем, что, с целью уменьшения потерь магнитной проницаемости материала полусердечников и улучшения выходных параметров головки в целом, полученный блок шлифуют по рабочей поверхности, после чего подвергают его термообработке и затем разбирают на полублоки для установки катушек с обмотками, при этом перед повторной сборкой полублоков в блок производят окончательную доводку полублоков по плоскости разъема и после повторной сборки осуществляют заключительную доводку рабочей поверхности полученной головки. Источники информации, принятые во внимание при экспертизе. 1.Патент Англии № 1376652,кл.G 5R, 1974. 2.Патент ГДР № 89637,кл.21 а , 37/20 1972. 3.Лвтооское свидетельство СССР 349014, М. 11 В 5/42, 1971.
If
Фиг 2
М
tS
/
Фиг tf
