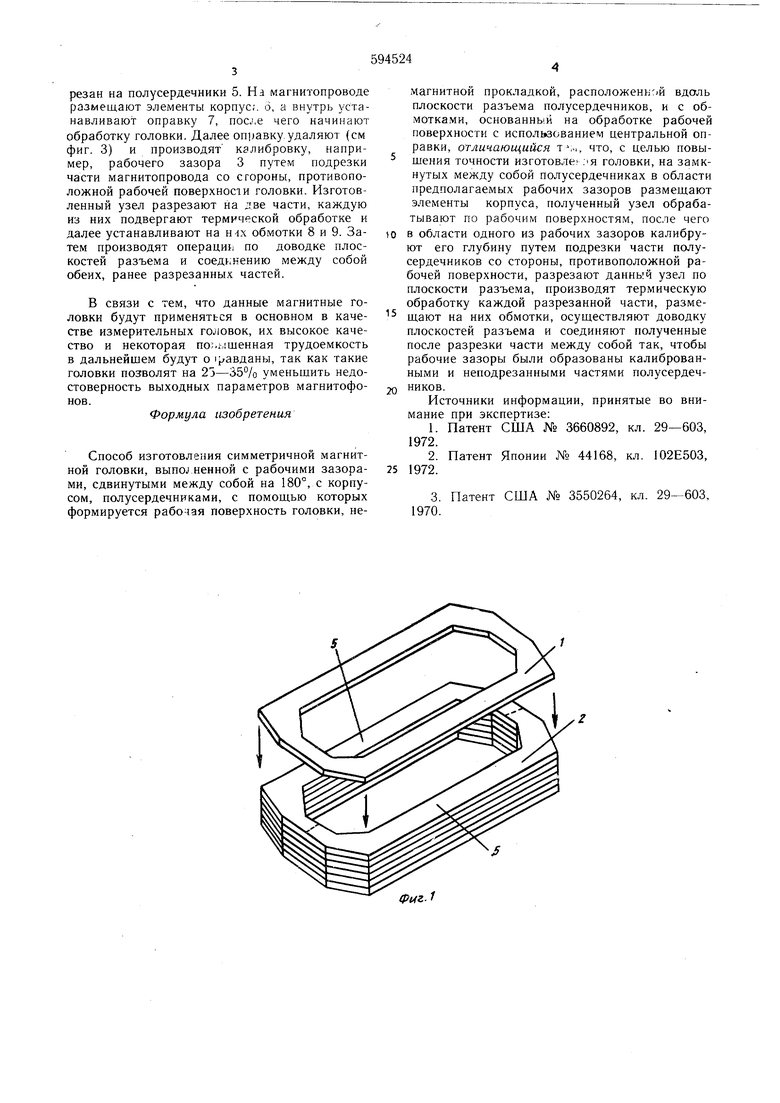
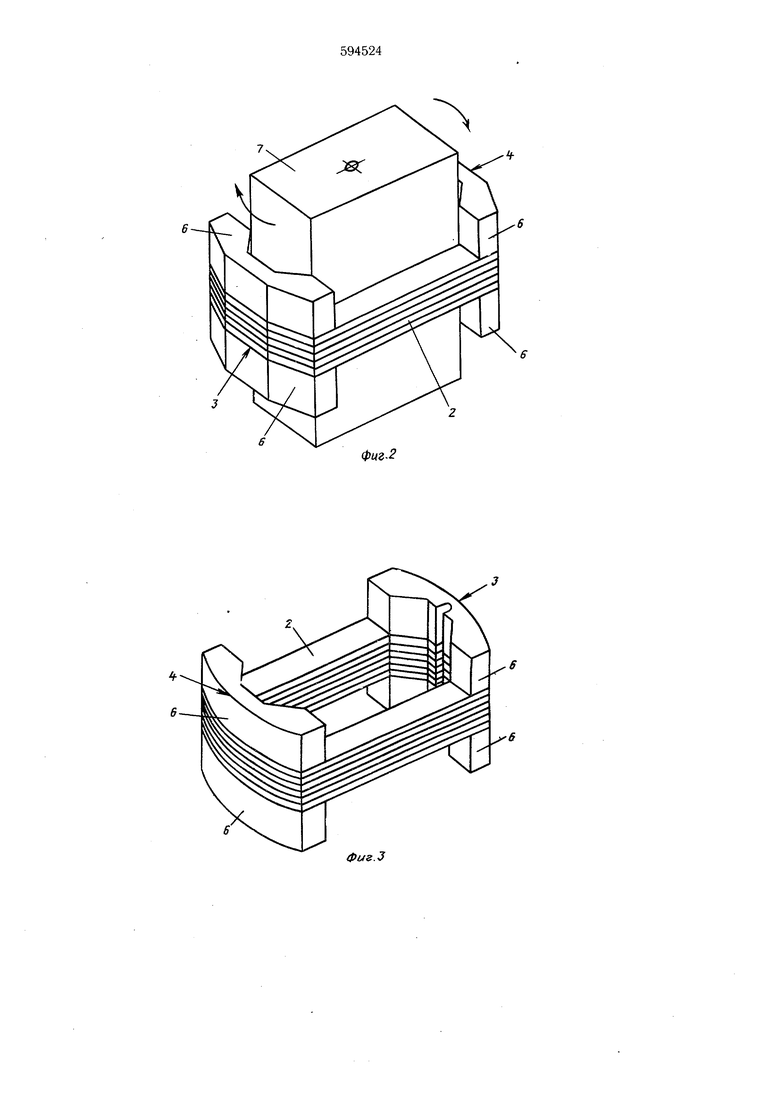
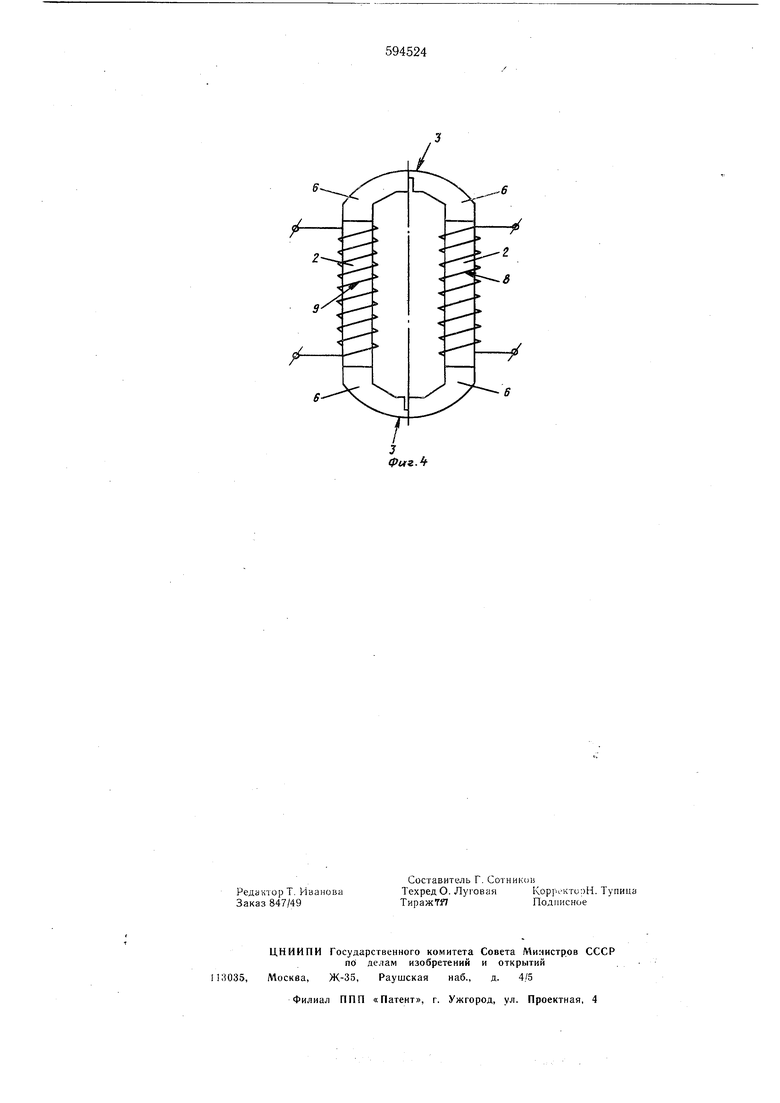
резан на полусердечники 5. На магнитопроводе размещают элементы корпус;, о, а внутрь устанавливают оправку 7, nocj.e чего начинают обработку головки. Далее оправку удаляют (см фиг. 3) и производят калибровку, например, рабочего зазора 3 путем подрезки части магнитопровода со сгороны, противоположной рабочей поверхности головки. Изготовленный узел разрезают на две части, каждую из них подвергают термической обработке и далее устанавливают на обмотки 8 и 9. Затем производят операции по доводке плоскостей разъема и соединению между собой обеих, ранее разрезанных частей.
В связи с тем, что данные магнитные головки будут применяться в основном в качестве измерительных головок, их высокое качество и некоторая оог.мшенная трудоемкость в дальнейшем будут о |;7авданы, так как такие головки позволят на 23-35% уменьп1ить недостоверность выходных параметров магнитофонов.
Формула изобретения
Способ изготовления симметричной магнитной головки, Bbinoj ненной с рабочими зазорами, сдвинутыми между собой на 180°, с корпусом, полусердечниками, с помощью которых формируется рабочая поверхность головки, не1Чагнитной прокладкой, расположенной вдоль плоскости разъема полусердечников, и с обмотка.ми, основанный на обработке рабочей поверхности с использованием центральной оправки. Отличающийся , что, с целью повышения точности изготовлен .я головки, на замкнутых между собой полусердечниках в области предполагаемых рабочих зазоров размещают элементы корпуса, полученный узел обрабатывают по рабочим поверхностям, после чего в области одного из рабочих зазоров калибруют его глубину путем подрезки части полусердечников со стороны, противоположной рабочей поверхности, разрезают данный узел по плоскости разъема, производят термическую обработку каждой разрезанной части, размещают на них обмотки, осуществляют доводку плоскостей разъема и соединяют полученные после разрезки части между собой так, чтобы рабочие зазоры были образованы калиброванными и неподрезанными частями полусердечников.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3660892, кл. 29-603, 1972.
2.Патент Японии № 44168, кл. 102Е503, 1972.
3.Патент США № 3550264, кл. , 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитная головка | 1979 |
|
SU773703A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| Блок магнитных головок | 1976 |
|
SU605244A1 |
| Способ изготовления магнитной головки | 1978 |
|
SU718854A1 |
| Блок магнитных головок | 1991 |
|
SU1760549A1 |
Фиг.1
Фиг-2
фиг.З
/
