Такой способ может быть осуществлен устройством новой конструкции для получения многослойных изделий со вспененной сердецевиной, состоящим из (пресс-формы и соединенной по меньшей мере с двумя отдельными инжекционными цилиндрс1ми литьевой головки с центральной и окружающей ее наружной кольцевой фильерами.
Отличие устройства, позволяющего осуществлять новый способ/ состой в тем, что между наружной и центральной фильерами установлена по меньшей мере еще одна кольцевая фильера. Такое расположение фильер обеспечивает то, что содержсшщй вспенивающий агент пластмассовый жгут и невспенивающийся пластмассовый жгут имеют кольцеобразное закрытое поперечное сечение; при этом 11ентральная и кольцевая фильеры расположены концентрически относительно друг друга.
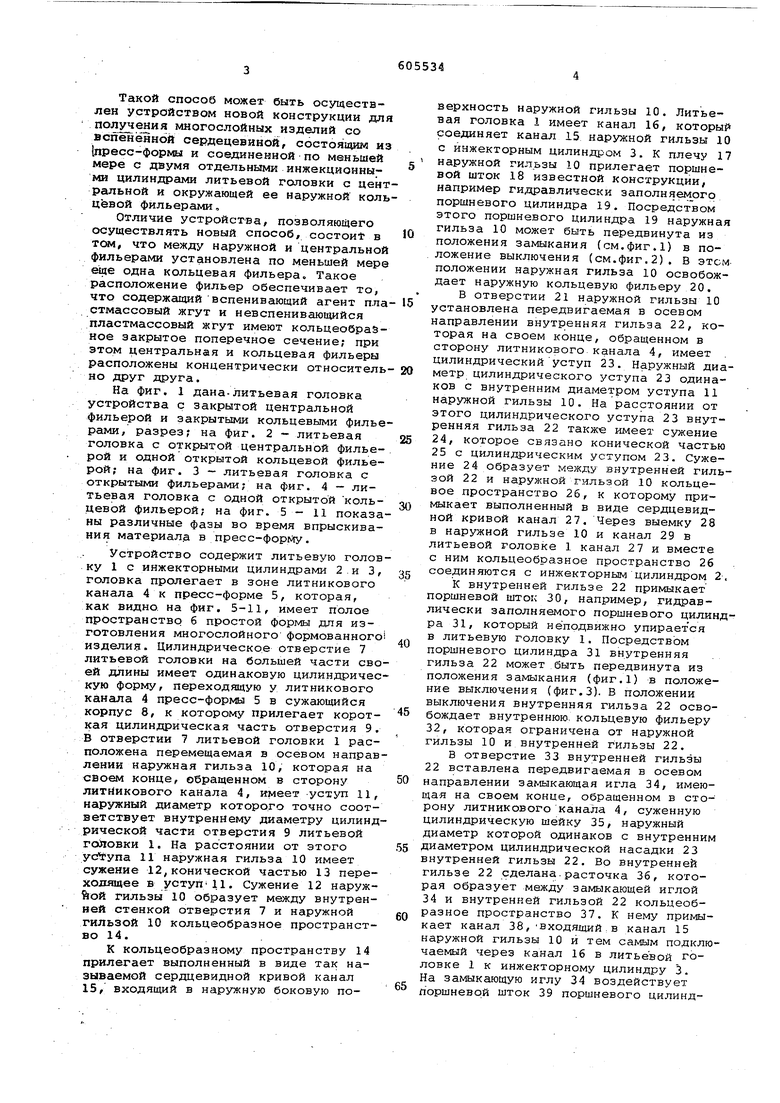
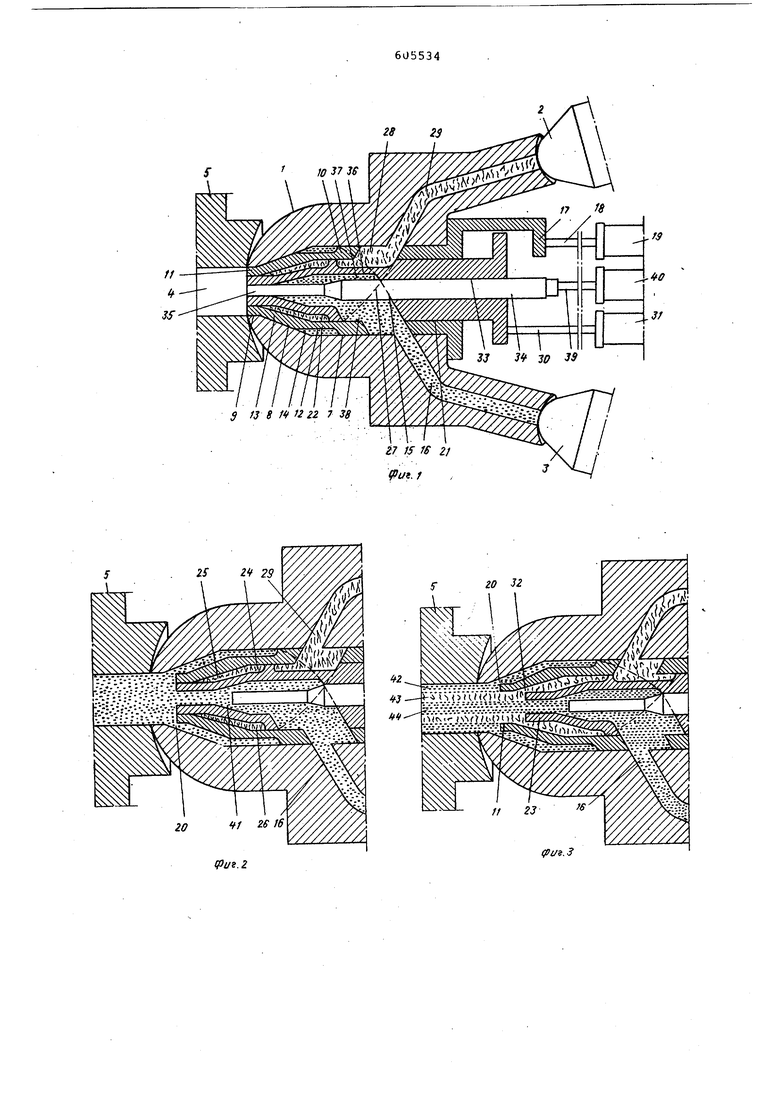
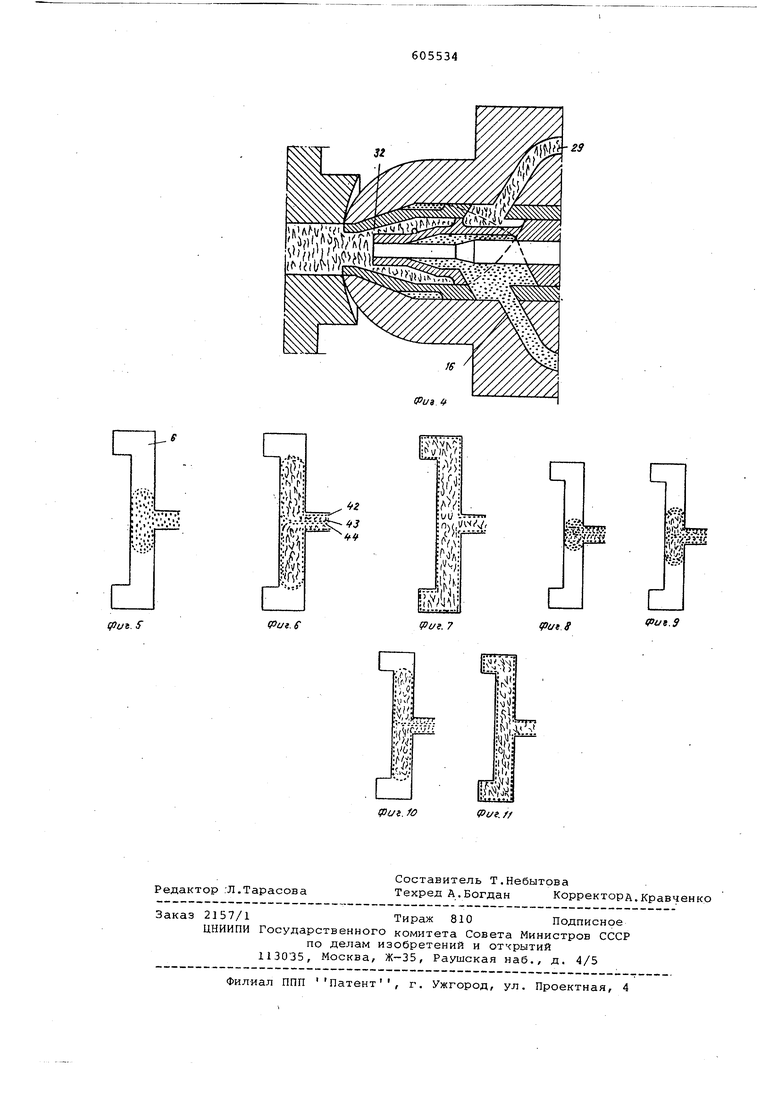
На фиг. 1 дана-литьевая головка устройства с закрытой центральной фильерой и закрытыми кольцевыми фильерами, разрез на фиг. 2 - литьевая головка с открытой центральной фильерой и одной открытой кольцевой фильерой; на фиг. 3 - литьевая головка с открытыми фильерами; на фиг. 4 - литьевая головка с одной открытой кольцевой фильерой; на фиг. 5 - 11 показаны различные фазы во время впрыскивания материала в пресс-форйу.
Устройство содержит литьевую голов.ку 1 с инжекторными цилиндрами 2 и 3, головка пролегает в зоне литникового канала 4 к пресс-форме 5, которая, как видно, на фиг. 5-11, имеет полое пространство 6 простой формы для изготовления многослойного формованного изделия. Цилиндрическое отверстие 7 литьевой головки на большей части своей длины имеет одинаковую цилиндрическую форму, переходящую у литникового канала 4 пресс-формы 5 в сужающийся корпус 8, к которому прилегает короткая цилиндрическая часть отверстия 9. В отверстии 7 литьевой головки 1 расположена перемещаемая в осевом направлении наружная гильза 10, которая на своем конце, обращенном в сторону литникового канала 4, имеет уступ 11, наружный диаметр которого точно соответствует внутреннему диаметру цилиндрической части отверстия 9 литьевой гойовки 1. На расстоянии от этого усйРупа 11 наружная гильза 10 имеет сужение 12,конической частью 13 переходящее в уступ 11. Сужение 12 наружйой гильзы10 образует между внутренней стенкой отверстия 7 и наружной гильзой 10 кольцеобразное пространство 14.
К кольцеобразному пространству 14 прилегает выполненный в виде так называемой сердцевидной кривой канал 15, входящий в наружную боковую поверхность наружной гильзы 10. Литьевая головка 1 имеет канал 16, который соединяет канал 15 наружной гильзы 10 с инжекторным цилиндром 3. К плечу 17 наружной гильзы 10 прилегает поршневой шток 18 известной конструкции, например гидравлически заполняемого поршневого цилиндра 19. Посредством этого поршневого цилиндра 19 наружная гильза 10 может быть передвинута из положения замыкания (см.фиг.1) в положение выключения (см.фиг.2) . В этомположении наружная гильза Ю освобождает наружную кольцевую фильеру 20.
В отверстии 21 наружной гильзы 10 установлена передвигаемая в осевом направлении внутренняя гильза 22, которая на своем конце, обращенном в сторону литникового.канала 4, имеет цилиндрическийуступ 23. Наружный диаметр цилиндрического уступа 23 одинаков с внутренним диаметром уступа 11 наружной гильзы 10. На расстоянии от этого цилиндрического уступа 23 внутренняя гильза 22 также имеет сужение 24, которое связано конической частью
5 25 с цилиндрическим уступом 23. Сужение 24 образует между внутренней гильзой 22 и наружной гильзой 10 кольцевое пространство 26, к которому примыкает выполненный в виде сердцевид0ной кривой канал 27. Через выемку 28 в наружной гильзе 10 и канал 29 в литьевой головке 1 канал 21 -я вместе с ним кольцеобразное пространство 26 соединяются с инжекторным цилиндром 2,
5
К внутренней гильзе 22 примыкает поршневой шток 30, например, гидравлически заполняемого поршневого цилиндра 31, который неподвижно упирается в литьевую головку 1. Посредством
0 поршневого цилиндра 31 внутренняя гильза 22 может .быть передвинута из положения замыкания (фиг.1) в положение выключения (фиг.З). В положении выключения внутренняя гильза 22 осво5бождает внутреннюю, кольцевую фильеру 32, которая ограничена от наружной гильзы 10 и внутренней гильзы 22.
В отверстие 33 внутренней гильзы 22 вставлена передвигаемая в осевом направлении замыкающая игла 34, имею0щая на своем конце, обращенном в стороку литникового канала 4/ суженную цилиндрическую шейку 35, наружный диаметр которой одинаков с внутренним диаметром цилиндрической насадки 23
5 внутренней гильзы 22. Во внутренней гильзе 22 сделана.расточка 36, которая образует между замыкающей иглой 34 и внутренней гильзой 22 кольцеобразное пространство 37. К нему примы60кает канал 38, входя.щий:В канал 15 наружной гильзы 10 и тем самым подключаемый через канал 16 в литьевой головке 1 к инжекторному цилиндру 3. На замыкающую иглу 34 воздействует
65 поршневой шток 39 поршневого цилиндpa 40, который укреплен на литьевой головке 1. Пространством поршневого .цилиндра 40 замыкающая игла 34 может быть ступенчато выдвинута из своего замыкающего положения согласно фиг.1 в замыкающее положение согласно фиг.4 а оттуда в открытое положение, показанное на фиг.З. В этом положении замыкающая игла 34 освобождает централь ную фильеЕ у 41, образованную выходным отрерстием внутренней гильзы 22. Устройство работает следующим образом. При изготовлении многослойного фор мованного изделия из термопластическо го материала со вспененной сердцевиной и с невспененной наружной пленкой при закрытой наружной гильзе 10, закрытой внутренней гильзе 22 и закрытой замыкающей игле 34 согласно,фиг.1 в инжекторном цилиндре 2 дозируется образующий гладкую поверхность (не- вспененный полимерный материал), а i инжекторном цилиндре 2 дозируется содержащий вспенивающий агент (при снижении напряжения вспенивающийся поли.мерный материал). Как только оба инжекторных цилиндра 2 и 3 будут напряжены, то порщневые цилиндры 19, 31, 40 заполнятся та ким образом, что наружная гильза 10, внутренняя гильза 22 и замыкающая игла 34 передвинутся в положение соглас но фиг.2. В этом положении наружные кольцевые фильеры 20 и центральная фильера 41 открыты, поэтому при перемещении инжекционного поршня в инжекционном цилиндре 3 невспенивающийся, образующий рладкую наружную пленку ма териал, может течь по наружной кольцевой фильере 20 и центральной фильере 41 из инжекторного цилиндра 3 в литниковый канал 4 и, следовательно, в полое пространство б пресс-формы 5 (фиг.5). После того как выдвижной поршень в инжекторном цилиндре 3 закончит свой путь и определенное количество образующего гладкую пленку полимерного материала будет находит.ься в полом пространстве 6 пресс-формы, начнет действовать приводимый в Действие., поршнем инжекторного цилиндра 3 кулачок, в результате заполнится поршневой цилиндр 31 и этим откроется кольцевая фильера 32. По каналу 29 в лить вой головке 1, каналу 27 и кольцевому пространству 26, содержащий вспенивающий агент материал выталкивается из инжекторного цилиндра 2 через внут реннюю кольцевую фильеру 32 в полое пространство пресс-формы. Опорожнение инжекторного цилиндра 3 не прерывается, поэтому одУювременно поступают по литниковому каналу 4 в полое .пространство пресс-формы (см.фиг.6) коль цеобразный жгут 42 из невспененного полимерного материала, кольцеобразный жгут 43 из содержащего вспенивающий агент материала и центральный жгут 44 из также невсп-ененного полимерного материала. Скорость потока, поступающего в единицу времени в полое пространство 6 количества жгутов материала 40, 43, 44, может быть одинаковой или же различной, что может регулироваться в зависимости от изготовляемых формованных изделий посредством : соответствующей загрузки выдвижного поршня в инжекторных цилиндрах 2 и 3. После того как достаточное количество невспениваемого полимерного материала и содержащего вспенивающий агент материала поступит в полое пространство б пресс-формы/ все фильеры 20, 32, 41 закрываются. Содержащему вспенивающий агент полимерному материалу противодействует в полом пространстве 6 пресс-формы 5 только давление отходящего воздуха, поэтому в полимерн.ом материале: могут, расширяться только мел,кодаеггределенный вспенивающий агент,- ирезультате происходит видимое увеличение объема пластифицированной массы полимерного материала. и заполняется.полое пространство прессформы (фиг.7)., Поступающий через наружную кольцевую фильеру 20 в полое пространство невспенивающийся материал образует на примыкающей к литниковому каналу 4 плоскости полого пространства закрытый слой, тогда как поступающий через центральную фильеру 42 в полое пространство также невспенивающийся полимерный материал отклоняется на плоскости полого пространства 6, расположенной против литникового канала 4 и там образует закрытый слой. Закрытый слой из невспенивающегося полимерного материала распространяется по боковым плоскостям полого пространства 6, что регулируется простым образом посредством количества подаваемого материала. Толщина слоя из невспенивающегося материала может изменяться несложным образом. После истечения времени, необходимого для реакции и охлаждения, готовое формованное лзделие удаляется обычнымОбразом открыванием пресс-формы, и процесс повторяется. В изменение приведенного примера можно через определенное время допустить, чтобы в полое пространство 6 поступал только синтетический материал, содержащий вспенивающий агент. Для этого наружные кольцевые фильеры 20 и центральная фильера 41 закрываются, как изображено на фиг.4. Кроме того, можно одновременно открывать все филЬеры 20, 32, 41, чтобы жгуты 42 и 44 из невспенивающегося полимерного материала и жгут 43 из материала, содержащего вспенивающий агент, одновременно поступали в полое пространство 6 пpecc-фop ы 5 (фиг.8). При этом окажется положительным, если скорости течения жгутов 42 и 44 из невспениваюшегося полимерного материа ла будут несколько большими, чем скорость течения жгута 43 из материала, содержащего вспенивающий агент для , обеспечения надежного образования на плоскости полого пространства, расположенной против литникового канала 4, закрытого слоя из невспенивающегося полимерного материала (фиг.9). После того, как в полом пространстве будет находиться достаточное количество невспенивающегося полимерного MatepHana и содержащего вспенивакяций агент., материала, фильеры 20, 32, 43 закрывают ся приводами 19, 36, 40. С помощью вспенивающего агента происходит видимое увеличение объемов поступающей, через внутреннюю фильеру 32 полимерной массы, поэтому полое пространство заполняется полностью (фиг.}10 и 11). У изготовленного таким способом формованного изделия находится в зоне литникового канала 4 еще {вспененный материёш. После удаления литника в слое невспененного синтетического материала остается видимая круглообразная плоскость вспененной структуры. На тот случай, если таже и в месте удаления литника должна остаться по-верхность из невспененногоi полимерно го материала, то наружная гильза 10 или замыкающая игла 34 закрываются медленно, поэтому незначительное коли чество невспенивающего полимерного ма териала может поступать в литниковый канал 4 и вытеснять вспененный материал. Это применяется главным образом тогда, когда обращенная к литнику сто рона формованного изделия служит в ка честве видимой стороны. Использование предлагаемого изобретения позволит получать качественные многослойные изделия с равномерной толщиной и расширит ассортимент изделий. Формула изобретения 1, Способ получения многослойных изделий со вспененным внутренним слоем путем одновременного впрыска в форму невспененного и вспененного полимерных материалов, отличающийс я тем, что, с целью расширения ассортимента изготавливаемьЬс изделий, в поток вспененного материала по его оси подают невспененный материал. ,2,. УСТРОЙСТВО для осуществления способа по n.i, включающее форму и литьевую .головку, содержащую корпус, наружную и внутреннюю гильзы, образующие наружную и внутреннюю фильеры, отличающееся тем, что, с целью расширения ассортимента изготавливаемых изделий, оно снабжено расположендой между наружной и внутренней гильзами дополнительной гильзой, установленной с возможностью перемещения в осевом направлении и передвижной замыкающей иглой, установленной в центральном отверстии внутренней Гильзы... 3. Устройство по п.2, отличающееся тем, что гильзы и замыкающая игла снабжены самостоятельными приводами. Источники информации, принятые во внимание при экспертизе: 1. Патент ФРГ 2241002, кл. В 29 F 1/12, 1973. 9 f3 8 2S гз г 15 IB иг. 1
vViVo lOiOU ( У}-УА/:Л -/-- -::-:::: У
J5 ; 7 /tI$if / -- - ---y (Pu.3
Фи f
