Изобретение относится к машиностроению, а именно к средствам контроля внутренних резьб.
Известен прибор для измерения диаметра внутренней резьбы, содержащий корпус, разрезной калибр, одна часть которого выполнена подвижной, привод ее перемещения и отсчетное устройство, например, индикатор или рычажно-зубчатая головка (см. свидетельство на полезную модель RU №1741, заявка 94005732/28, МПК G01B 5/12, 1994.02.16).
Недостатком прибора является погрешность измерения, обусловленная непараллельностыо контактных измерительных поверхностей обеих частей разрезного калибра, а использование корпуса в виде скобы, с выполнением одного плеча скобы в виде плоско-пружинного параллелограмма, даже при значительных линейных размерах плеч скобы не обеспечится параллельность частей разрезного калибра как при их схождении, так и при расхождении.
Таким прибором невозможно проводить достоверное измерение среднего диаметра внутренней резьбы.
Известен также прибор для измерения среднего диаметра внутренней резьбы, содержащий корпус, разрезной калибр, одна часть которого закреплена на корпусе, а другая часть установлена на подвижной каретке, привод ее перемещения и отсчетное устройство. Калибр имеет зарезьбовую проточку (см. книгу И.А.Григорьева, Е.Р. Дворецкого. «Контроль размеров в машиностроении. Справочное пособие», Машгиз, Москва, 1959 г., фиг.285 и 286, стр.242).
Недостаток прибора - пониженная точность контроля из-за перекосов, обусловленных радиальной силой, возникающей от массы прибора, что приводит к необходимости создания значительного усилия контакта калибра с контролируемым изделием от пружины при расхождении подвижной части калибра.
Это особенно влияет при контроле отверстий с малой длиной резьбы.
Прибор не обеспечивает достоверность измерения.
Задачей, на решение которой направлено заявляемое изобретение, является уменьшение вероятности образования перекосов при установке контролируемого изделия и уменьшение усилия контакта калибра с контролируемым изделием, что в совокупности повышает точность измерения.
Задача решается тем, что у прибора для измерения среднего диаметра внутренней резьбы, содержащего корпус, разрезной калибр, одна часть которого закреплена на корпусе, а другая часть установлена на подвижной каретке, привод ее перемещения, отсчетное устройство, при этом калибр имеет зарезьбовую проточку, в отличии от прототипа, калибр снабжен буртиком, расположенным за проточкой и выполненным с возможностью точной установки контролируемого изделия при упоре его в указанный буртик калибра.
Отличительный признак «калибр снабжен буртиком, расположенным за проточкой и выполненным с возможностью точной установки контролируемого изделия при упоре его в указанный буртик калибра» является существенным и необходимым для выполнения поставленной задачи.
Калибр прибора устанавливается в резьбовое отверстие контролируемго изделия до упора торца последнего в буртик калибра. Прибор также позволяет проводить измерения с достаточной точностью изделий с малой длиной резьбы, что расширяет его технологические возможности.
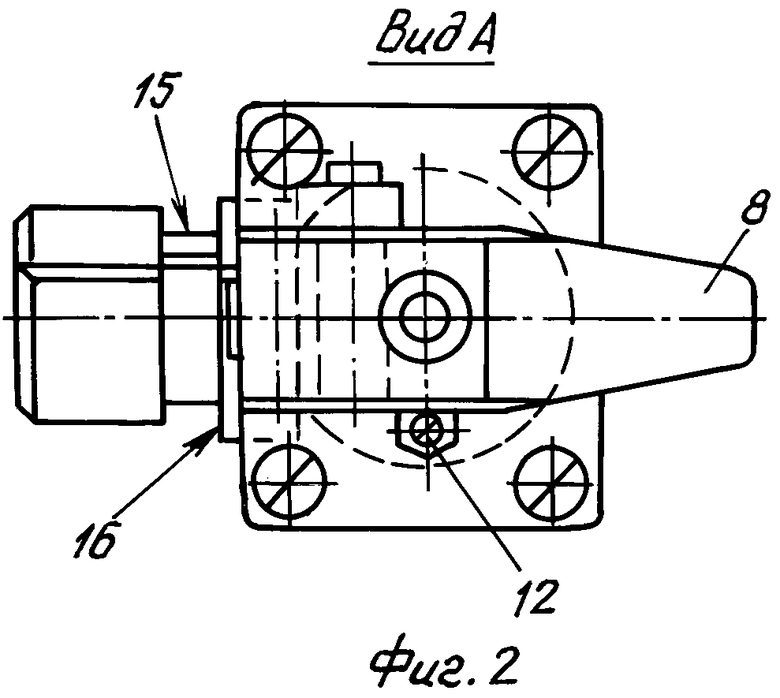
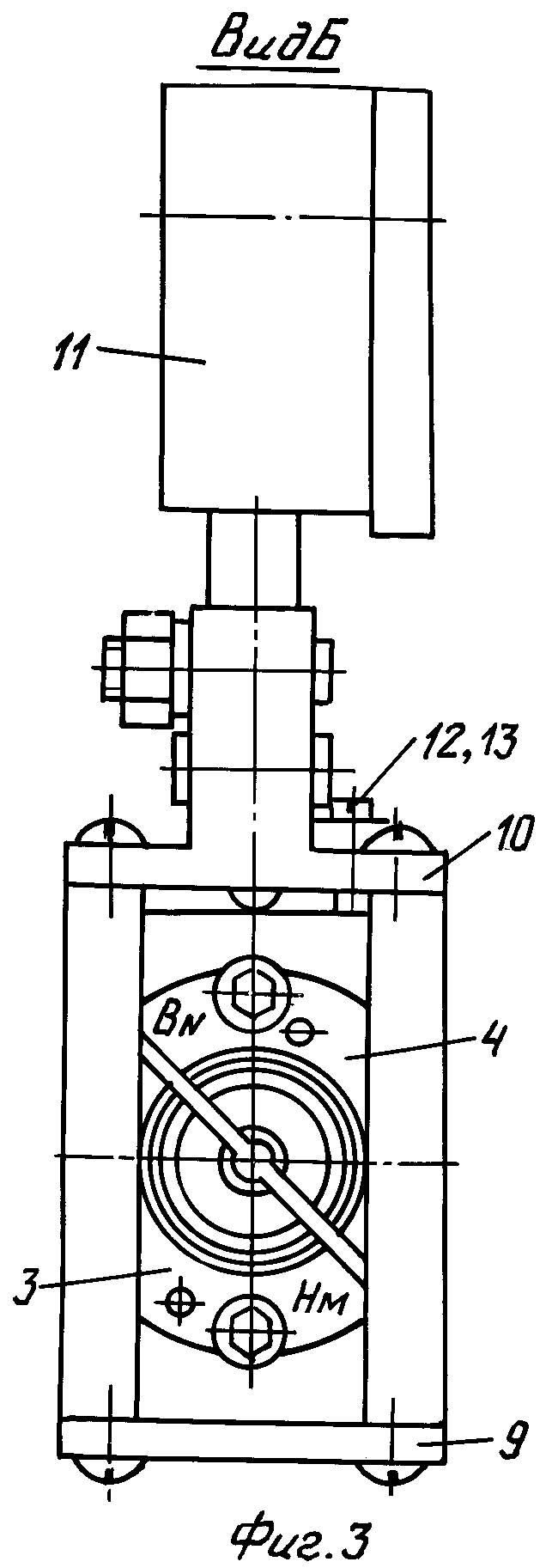
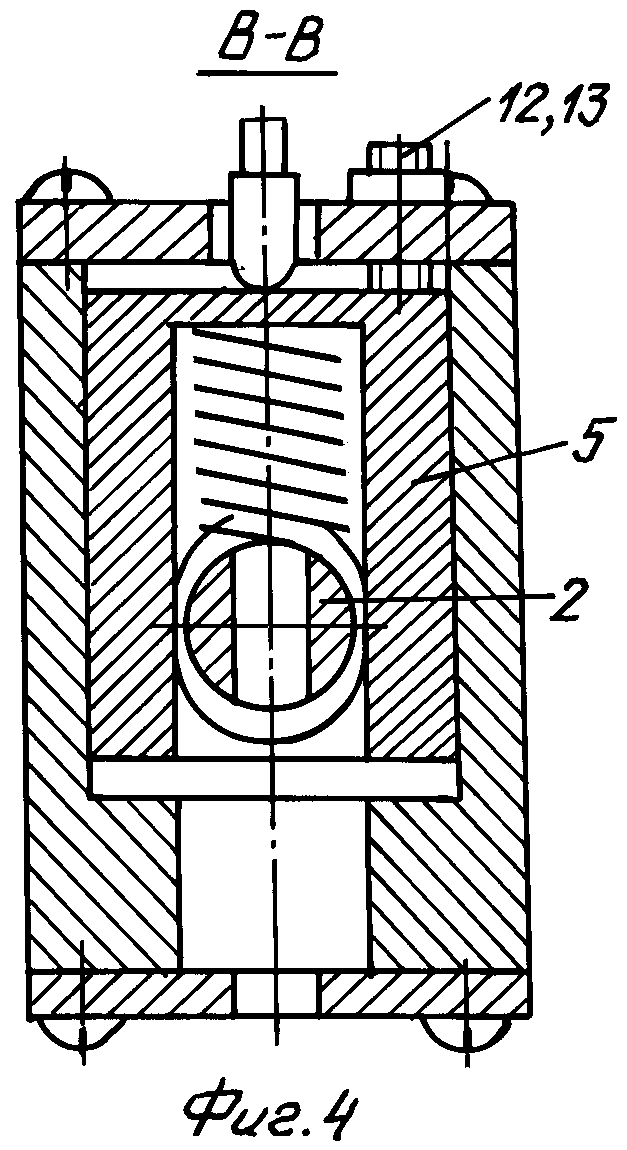
На фиг.1 изображен прибор; на фиг.2 - вид А на фиг.1; на фиг.3 - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.1.
Прибор для измерения среднего диаметра внутренней резьбы содержит корпус 1, разрезной калибр 2, одна часть 3 которого закреплена на корпусе 1, а другая часть 4 установлена на подвижной каретке-ползуне 5, привод ее перемещения, состоящий из штыря 6, пружины 7 и рычага 8.
Корпус 1 закрыт нижней крышкой 9 и верхней 10, несущей отсчетное устройство, например, индикатор 11, упор, состоящий из винта 12 с гайкой 13, и рычаг 8, выполненный с возможностью поворота на оси 14.
С рычагом 8 контактирует штырь 6, соединенный с кареткой-ползуном 5. Калибр 2 имеет зарезьбовую проточку 15 и буртик 16.
Наладка прибора производится по эталону - кольцу или «методом трех проволочек».
Часть 4 разрезного калибра 2 сводится рычагом 8 через штырь 6 к части 3 - уменьшается наружный диаметр калибра меньше наружного диаметра резьбового отверстия эталона. Калибр 2 прибора вводится в отверстие эталона до упора его торца в буртик 16 калибра. После отпускания рычага 8 часть 4 калибра 2 под действием пружины 7 расходится от части 3 и контактные резьбовые поверхности калибра 2 касаются резьбовых поверхностей эталона. Винт 12 подводят к торцу каретки 5 и фиксируют затяжкой гайки 13. Шкалу отсчетного устройства - 2 индикатора 11 устанавливают на «ноль» относительно стрелки индикатора.
Затем сводят разрезной калибр 2 рычагом 8 и прибор выводят из отверстия эталона - прибор готов к работе.
Для повышения достоверности измерения наладку прибора производить «методом трех проволочек» и на максимальный размер среднего диаметра резьбы.
В изделие 17 вставляют арретированный рычагом 8 калибр 2 прибора до упора буртика 16 калибра 2 в торец контролируемого изделия 17. Затем отпускают рычаг 8 и отсчитывают показания индикатора 11, которые соответствуют действительному среднему диаметру контролируемого изделия 17.
Предложенная конструкция повышает эксплуатационные качества прибора, а именно контролирует технологический процесс ведения серийного и массового производства, является средством механизации статистического контроля линейных размеров.
Предложенная конструкция может найти применение как для измерения среднего диаметра внутренних резьб изготавливаемой продукции - изделий единичного и серийного производства, так и в качестве инструмента второго порядка при изготовлении резьбовых калибров - колец, при этом исключается изготовление контркалибров пробок «ПР» и «НЕ».
Предлагаемое изобретение промышленно применимо.
Подтверждением является факт разработки конструкторской документации и изготовление опытных образцов прибора для измерения среднего диаметра внутренней резьбы изделия на ФГУП «Производственное объединение «Завод им.Серго».
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2010 |
|
RU2444699C2 |
| Способ измерения среднего диаметра изделия с наружной резьбой | 1987 |
|
SU1441162A1 |
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| Устройство для измерения линейных перемещений | 1991 |
|
SU1796870A1 |
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
| Прибор для двухпрофильного контроля цилиндрических зубчатых колес | 1990 |
|
SU1712770A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Резьбовой раздвижной калибр | 1978 |
|
SU696268A1 |
| КАЛИБР-НУТРОМЕР И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ МЕРНОГО СТЕРЖНЯ КАЛИБРА-НУТРОМЕРА | 2005 |
|
RU2290599C1 |
Изобретение относится к машиностроению, а именно к средствам контроля внутренней резьбы. Сущность: прибор для измерения среднего диаметра внутренней резьбы содержит корпус, разрезной калибр, одна часть которого закреплена на корпусе, а другая установлена на подвижной каретке, привод ее перемещения, отсчетное устройство, при этом калибр имеет зарезьбовую проточку. Кроме того, калибр снабжен буртиком, расположенным за проточкой. При этом буртик выполнен с возможностью точной установки контролируемого изделия при упоре его торца в указанный буртик калибра. Технический результат: уменьшение вероятности образования перекосов при установке контролируемого изделия и уменьшение усилия контакта калибра с контролируемым изделием, что в совокупности повышает точность измерения. 4 ил.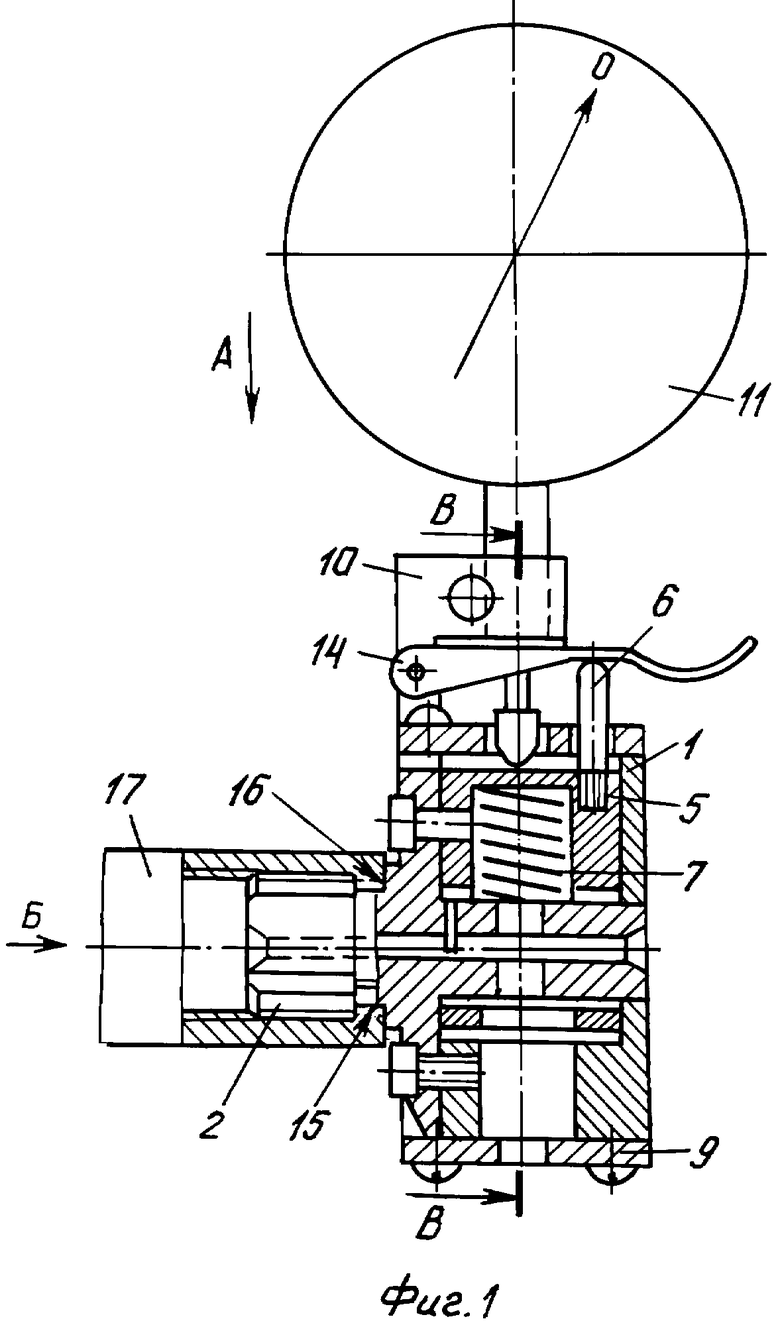
Прибор для измерения среднего диаметра резьбы, содержащий корпус, разрезной калибр, одна часть которого закреплена на корпусе, а другая часть установлена на подвижной каретке, привод ее перемещения, отсчетное устройство, при этом калибр имеет зарезьбовую проточку, отличающийся тем, что калибр снабжен буртиком, расположенным за проточкой и выполненным с возможностью точной установки контролируемого изделия при упоре его торца в указанный буртик калибра.
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ПРИВЕДЕННОГО СРЕДНЕГО ДИАМЕТРА ВНУТРЕННЕЙ РЕЗЬБЫ | 0 |
|
SU246871A1 |
| Устройство для контроля диаметра внутренних резьб | 1985 |
|
SU1259094A1 |
| ПРИБОР ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА ВНУТРЕННИХ РЕЗЬБ | 0 |
|
SU248251A1 |
| Резьбовой раздвижной калибр | 1978 |
|
SU696268A1 |
| US 5020230 А, 04.06.1991 | |||
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ FCC И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2799090C1 |

