Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб.
Цель изобретения - повышение производительности путем обеспечения возможности определить средний диаметр конической наружной резьбы одним измерением без дополнительных расчетов.
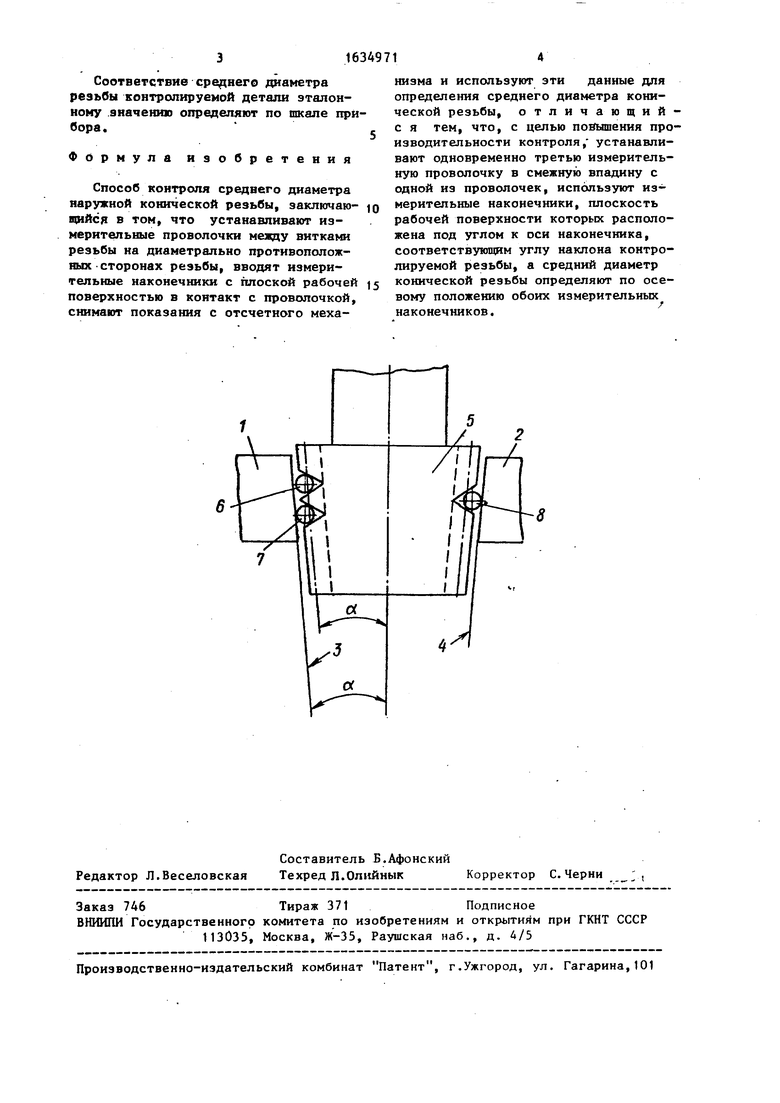
На чертеже изображены измерительные наконечники для контроля среднего диаметра наружной конической резьбы.
Измерительные наконечники 1 и 2 имеют наклонные измерительные плоские поверхности 3 и 4, угол & наклона каждой из этих поверхностей равен углу наклона конической резьбы контролируемой детали 5. Измерительная поверхность 3 контактирует с измерительными проволочками 6 и 7, помещенными во впадины резьбы контролируемой детали 5, а измерительная поверхность 4 - с измерительной проволочкой 8, помещенной во впадину резьбы с другой стороны контролируемой детали 5„
Способ осуществляется следующим образом.
Настройку прибора на О с установленными на нем измерительными наконечниками 1 и 2 производят по резьбовой конической эталонной детали.
Для контроля среднего диаметра наружной конической резьбы на заданном расстоянии от меньшего торца контролируемую деталь 5 с тремя измерительными проволочками 6, 7 и 8, помещенными во впадины резьб, устанавливают между измерительными наконечниками 1 и 2. Наконечники 1 и 2 подводят радиально к контролируемой детали 5, и их измерительные поверхности 3 и 4 вступают в контакт с проволочками 6, 7 и 8.
(Л
оэ со
4 СО
Соответствие среднего диаметра резьбы контролируемой детали эталонному .значению определяют по шкале прибора. 5
Формула изобретения
Способ контроля среднего диаметра наружной конической резьбы, заключаю- ю дайся в том, что устанавливают измерительные проволочки между витками резьбы на диаметрально противоположных сторонах резьбы, вводят измерительные наконечники с плоской рабочей $ поверхностью в контакт с проволочкой, снимают показания с отсчетного механизма и используют эти данные для определения среднего диаметра конической резьбы, отличающий- с я тем, что, с целью повышения производительности контроля, устанавливают одновременно третью измерительную проволочку в смежную впадину с одной из проволочек, используют измерительные наконечники, плоскость рабочей поверхности которых расположена под углом к оси наконечника, соответствующим углу наклона контролируемой резьбы, а средний диаметр конической резьбы определяют по осевому положению обоих измерительных наконечников.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСТАВКИ К РЕЗЬБОВОМУ МИКРОМЕТРУ | 2011 |
|
RU2476821C1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
| Устройство для контроля внутренней резьбы | 1989 |
|
SU1670336A1 |
| Устройство для контроля среднего диаметра наружной резьбы | 1984 |
|
SU1236309A1 |
| Измерительные наконечники для измерения среднего диаметра резьбы | 1975 |
|
SU557256A1 |
| Устройство для контроля среднего диаметра наружной резьбы | 1981 |
|
SU1043477A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1557446A1 |
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
| Способ измерения среднего диаметра внутренней резьбы | 1988 |
|
SU1532799A1 |
| Способ контроля профиля эвольвентного червяка | 1980 |
|
SU996850A1 |
Изобретение относится к машиностроению, а именно к методам и средствам контроля резьб. Цель изобретения - повышение производительности путем обеспечения возможности определять средний диаметр конической наружной резьбы одним измерением без дополнительных расчетов. /Тля этого используют измерительные наконечники с наклонной рабочей плоскостью, угол наклона которой соответствует углу контролируемой резьбы, а контакт наконечников осуществляют одновременно с двумя смежными проволочками и одной, расположенной с диаметрально противоположной стороны контролируемой резьбы. 1 ил.
| Точность и производственный контроль в машиностроении | |||
| Справочник | |||
| /Под общей ред | |||
| А.К | |||
| Кутая, Л.: Машиностроение, 1983, с | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
