1
Изобретение относигся к станкостроен{По и может быть использовано во всех областях машиностроения.
Известны устройства для долбления к фрезерному станку, содержащие закрепленный на шпиндельной бабке станка корпус, установленную в шпинделе оправку с винтовой канавкой и контактирующий с ней штифт, размещенный во втулке, несушей резцедержатель и установленной на оправке с возможностью возвратно-поступательного перемещения 1J.
Эти устройства имеют следующие недостатки:
невозможно производить обработку труднодоступных и фигурных пазов; .
высота обрабатываемых деталей ограничена величиной шага винтовой канавки;
малая производительность процесса долбления, так как при больи ой подаче увеличивается отжим инструмента и происходит затирание инструмента при обратном ходе об обработанную поверхнррть.
С целью расширения технологических возможностей и увеличения стойкости инструмента предлагаемое устройство снабжено
размещенной во втулке осью и эксцентрично установленным на оправке подшипником, связанным через ролик и упругий элемент срезцедержателем, который установлен с розможносгью качания на оси,
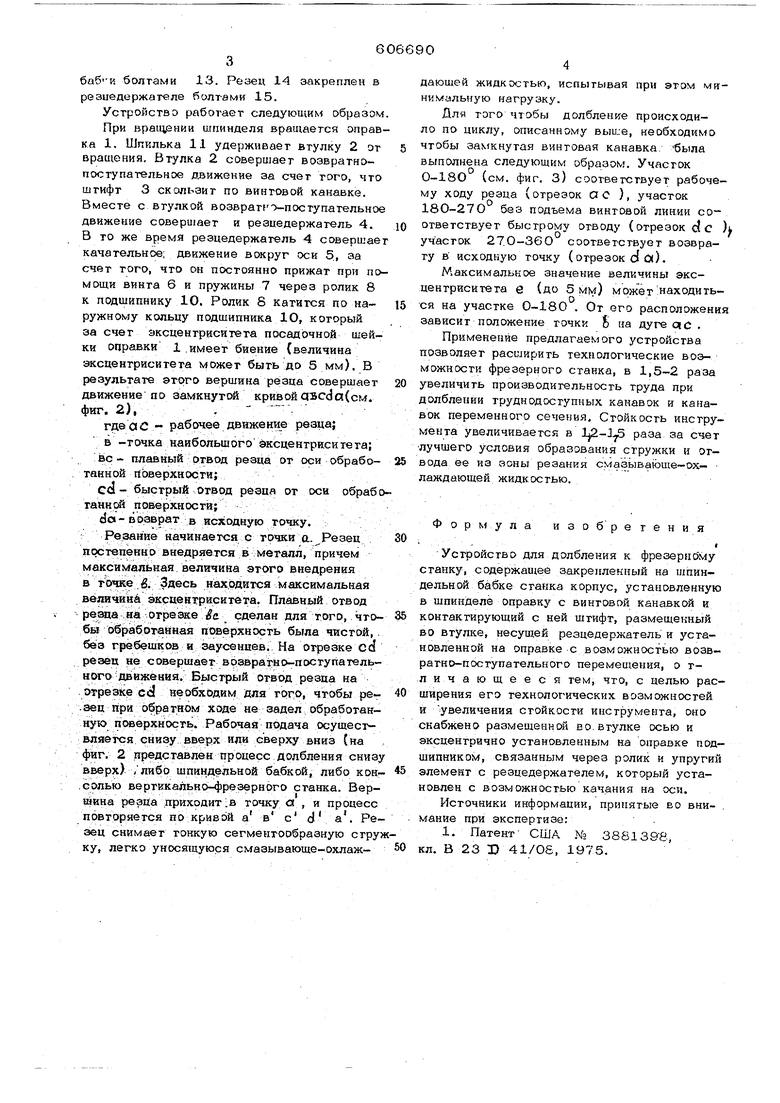
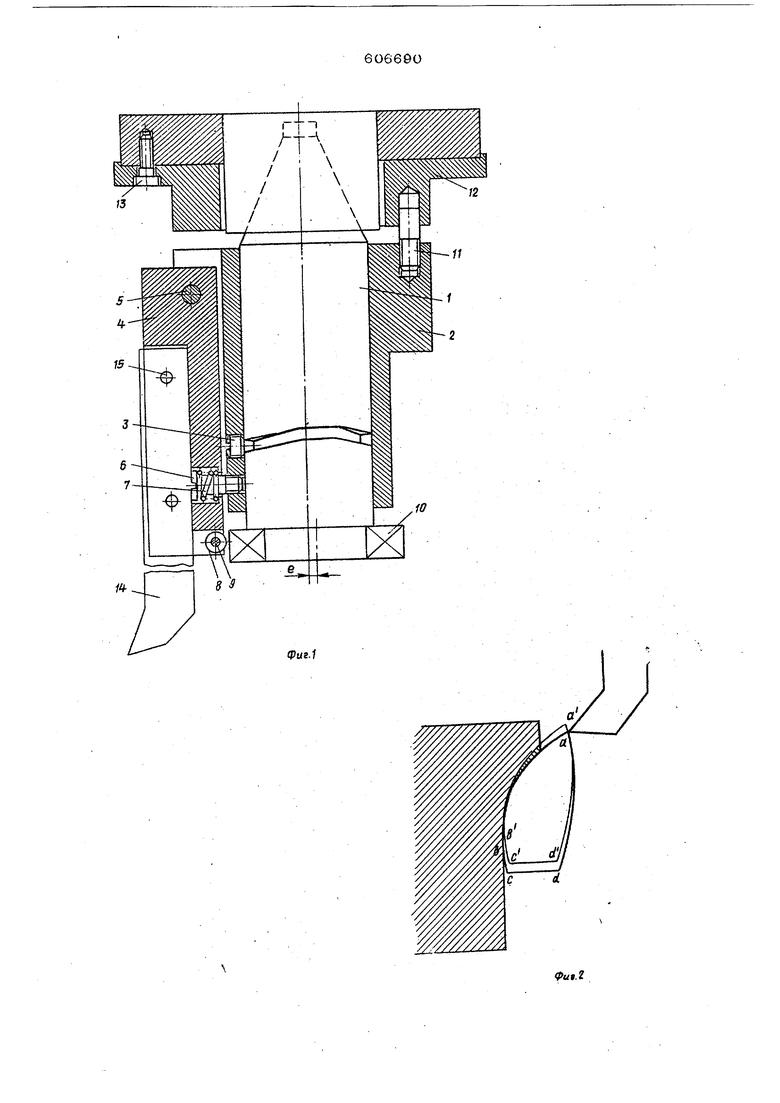
На фиг. 1 изображено -предлагаемое устройство, продольный разрез; на фиг. 2 - схема движения вершины резца; на фиг. 3 - развертка винтовсЛ канавки.
Устрсйство для долбления состоит из оправки 1, закрепленной в шпинделе вертикальнс -фрезерного станка, втулки 2, соединенней с оправкой при помоши штифта 3,
входящего в замкнутую винтовую канавку с неравномерным углом подъема винтовой линии. Резцедержатель 4 установлен в пазу втулки на оси 5. В гнезде резцедержателя при помоши винта 6 установлена пружина
сжатия. Ролик 8 установлен на резцедержателе при помощи оси 9 и постоянно прижат к эксцентрично расположенному подшипнику 10. Шпилька 11, установленная во втулке, входит в отверстие корпуса 12, закрепленного на нижнем конце щпиндельной баб-и болтами 13. Резец 14 закреплен в резцедержателе болтами 15. Устройство работает следующим образом При вращении шпинделя враишется оправка 1. Шпилька 11 удерживает втулку 2 от вращения. Втулка 2 совершает возвратнопоступательное движение за счет того, что штифт 3 скользит по винтовой канавке. Вместе с втулкой возврат(-поступательное движение совершает и резцедержатель 4. В то же время резцедержатель 4 совершает качательное; движение вокруг оси 5., за счет того, что он постоянно прижат при помощи винта 6 и пружины 7 через ролик 8 к подшипнику 10. Ролик 8 катится по наpyжнovJy кольцу подшипника 10, который за счет эксцентриситета посадочной шейки оправки 1 .имеет биение (величина эксцентриситета может быть до 5 мм), В результате этого вершина резца совершает движение по замкнутой кривой oibcda(cM. фиг. 2),. гдеаС- рабочее движение резца; Б -точка наибопьшого эксцентриситета; :вс- плавный отвод резца от оси обрабо, тайной иоверхности; сс} - быстрый отвод резиа от оси обрабо тамнсй поверхности; do-возврат в исходную точку. Резание начинается с точки а.Резец псзстепенно внедряется в металл, причем максимальная величина этого внедрения в точке и. Здесь находится максимальная величина эксцентриситета. Плавный отвод реш1а на огрезке е сделан для того,. чтобы обработанная поверхность была чистой,. без гребешков и заусенцев. На отрезке Сс1 резец не совершает возвратно-поступательного движения. Быстрый отвод резца на отрезке сd необходим для того, чтобы ре.аец при обратном ходе не задел, обработанную поверхность. Рабочая подача осуществляется снизу вверх или сверху вниз {на фиг. 2 представлен процесс долбления снизу вверх) /либо щпиндельной бабкой, либо консолью вертикально-фрезерного станка. Вершина резца приходит;в точку о , и процесс повторяется по кривой а в с d а Резец снимает тонкую сегментообразную стру ку, легко уносящуюся смазывающе-охлаждающей жидксх;тью, испытьшая при этом минимальную нагрузку. Для того чтобы долбле(же происходило по циклу, описанному выше, необходимо чтобы аактнутая винтовая канавка, была выполнена следующим образом. Участок 0-18О (см. фиг, З) соответствует рабочему ходу резца (отрезок ОС ), участок 180-270 без подъема винтовой линии соответствует быстрому отводу (отрезок d С )i участок 27.0-36О соответствует возврату в исходную точку (отрезок d сх). Максимальное значение величины эксцентриситета е (до 5 MN/f) может находиться на участке 0-180 . От его расположения зависит положение точки на дуге ас , Применение предлагаемого устройства позволяет расширить технологические возможности фрезерного станка, в 1,5-2 раза увеличить производительность труда при долблении труднодоступных канавок и канавок переменного сечения. Стойкость инструмента увеличивается в раза, за счет лучшего условия образования стружки и отвода ее иэ зоны резания смазываюше-ох- лаждающей жидкостью. Формула изобретения Устройство для долбления к фрезерному станку, содержаиюе закрепленный на шпиндельной бабке станка корпус, установленную в шпинделе оправку с винтовой канавкой и контактирующий с ней штифт, размещенный во втулке, несущей резцедержатель и установленной на оправке с возможностью возвратно-поступательного перемещения, о тличающееся тем, что, с целью расширения его технологических возможностей и увеличения стойкости инструмента, оно снабжено размещенной во. втулке осью и эксцентрично установленным на оправке подшипником, связанным через ролкк и упругий элемент с резцедержателем, который установлен, с возможностью качания на оси. Источники информации, принятые во внимание при экспертизе: 1. Патент- США .N9 3881398, кл. В 23 D 41/08, 1975.
Побьем
SuHmofou
нанабхи
| название | год | авторы | номер документа |
|---|---|---|---|
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Головка для расточки кольцевых канавок | 1991 |
|
SU1784408A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Строгальная головка | 1987 |
|
SU1491627A1 |
| Шпиндельный узел расточного станка | 1975 |
|
SU529013A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
а
X J60
т (ttnax)
Фи.Ъ
