Изобретение относится к машиностроению к области станкостроения и технологии машиностроения, может быть использовано при скоростном точении винтовых поверхностей точных винтов из труднообрабатываемых материалов в комбинации с иглофрезерованием.
Известен способ токарной обработки эксцентричных винтов, включающий сообщение заготовке независимого вращательного движения, определяющего скорость резания, а инструменту - поступательного перемещения, связанного с продольной подачей, при этом независимое вращательное движение заготовки осуществляют относительно планетарной оси, смещенной относительно центральной оси на величину эксцентриситета и дополнительно сообщают планетарное вращательное движение относительно центральной оси, кинематически связанное с продольной подачей инструмента, причем за один оборот планетарного вращательного движения суппорт с инструментом перемещают в продольном направлении на величину шага обрабатываемой винтовой поверхности [1].
Известный способ имеет существенные недостатки. Процесс образования резьбовой поверхности является прерывистым и отличается ударными нагрузками, вызывающими вибрации, которые снижают стойкость инструмента, производительность и качество обработки. При этом одностороннее действие силы резания в поперечной плоскости вызывает продольный прогиб длинной нежесткой заготовки, что также снижает качество и производительность обработки.
Задачей изобретения является расширение технологических возможностей способа скоростного точения винтовых поверхностей точных винтов из труднообрабатываемых материалов, позволяющего повысить стойкость инструмента, производительность и качество обработки путем дополнительного сообщения заготовки планетарного движения, а также уменьшить продольный прогиб длинной нежесткой заготовки путем установки дополнительной опоры, оснащенной игольчатым режущим элементом.
Поставленная задача решается предлагаемым способом токарной обработки эксцентричных винтов, включающим сообщение заготовке независимого вращательного движения, определяющего скорость резания, а инструменту - поступательного перемещения, связанного с продольной подачей, при котором независимое вращательное движение заготовки осуществляют относительно планетарной оси, смещенной относительно центральной оси на величину эксцентриситета, и дополнительно сообщают ей планетарное вращательное движение относительно центральной оси, кинематически связанное с продольной подачей инструмента, причем за один оборот планетарного вращательного движения суппорт с инструментом перемещают в продольном направлении на величину шага обрабатываемой винтовой поверхности, при этом инструмент выполняют в виде резьбового резца, а диаметрально противоположно относительно него устанавливают режущий иглоинструмент, имеющий привод независимой поперечной подачи, аналогичный приводу поперечной подачи резьбового резца, и предназначенный для выполнения функции подвижного люнета, который нагружают силой прижима к заготовке, равной силе резания, развиваемой резьбовым резцом
Сущность способа поясняется чертежами.
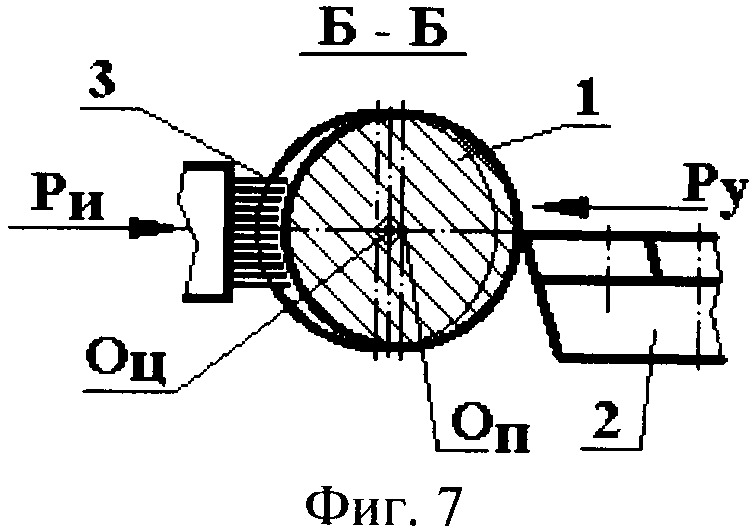
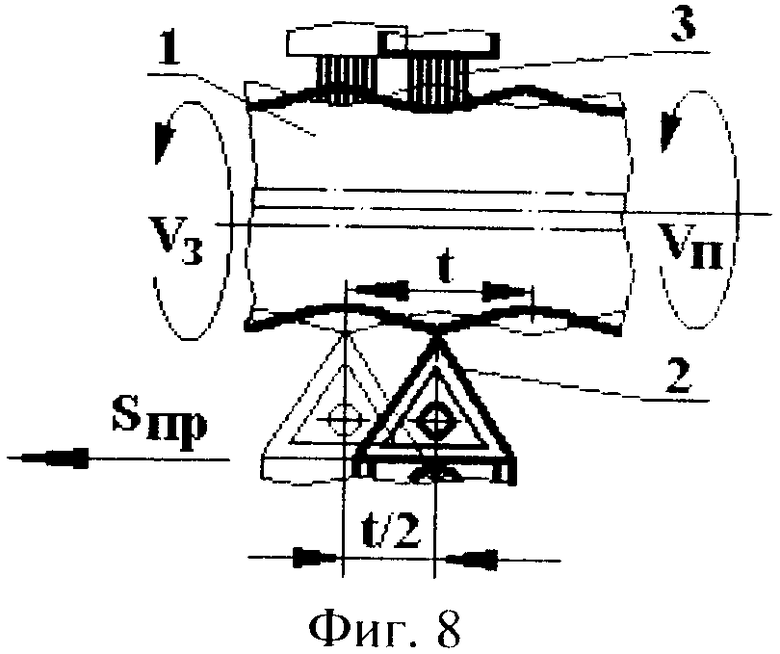
На фиг.1 приведена схема обработки заготовки винта по предлагаемому способу с установкой заготовки в патроне токарного станка с планетарным движением шпинделя и поджатием задним центром, который также совершает планетарное движение, вид сверху; на фиг.2, 3, 4 - сечение А-А на фиг.1 передней бабки токарного станка с планетарным движением шпинделя, где показано взаимное расположение шпинделя, внутренней и наружной эксцентричных гильз; на фиг.5 - сечение В-В на фиг.1, устройство крепления резьбового резца в резцедержателе на поперечном суппорте; на фиг.6 - сечение Г-Г на фиг.1, устройство крепления иглоинструмента в резцедержателе на поперечном суппорте; на фиг.7 - сечение Б-Б на фиг.1; на фиг.8 - схема обработки последующего участка винта по предлагаемому способу и взаимное расположение заготовки и инструментов при повороте заготовки на пол-оборота, вид сверху.
Предлагаемый способ предназначен для черновой и получистовой обработки винтов 1 с эксцентричными винтовыми поверхностями резьбовым резцом 2 в комбинации с иглоинструментом 3.
Способ иглотокарной обработки винтов, например винтов нефтяных насосов, работающих в нефтедобывающей промышленности, включает сообщение заготовке винта 1 независимого вращательного движения со скоростью VЗ, определяющего скорость резания и назначаемого в зависимости от режущих свойств инструмента. Это независимое вращательное движение VЗ заготовки осуществляется относительно планетарной оси ОП, смещенной относительно центральной оси ОЦ заготовки на величину эксцентриситета «е».
При этом дополнительно сообщается планетарное вращательное движение VП относительно центральной оси ОЦ, кинематически связанное с продольной подачей SПР инструментов 2 и 3. Это значит, что при вращении планетарной оси ОП относительно центральной оси ОЦ на один оборот поперечный суппорт 4 с инструментами 2 и 3 переместится в продольном направлении на величину шага «t» обрабатываемой винтовой поверхности.
Способ предусматривает одновременно с токарной обработкой точением вести обработку иглоинструментом. С этой целью в диаметрально противоположном месте относительно резьбового резца 2 на поперечном суппорте 4 установлен резцедержатель 5 с режущим иглоинструментом 3, представляющим собой пучок проволочного ворса, закрепленного известным способом в державке 6. Резцедержатель 5 с режущим иглоинструментом 3 имеет привод независимой поперечной подачи, аналогичный приводу поперечной подачи резьбового резца, и выполняет роль подвижного люнета, который нагружают силой РИ прижима к заготовке, равной силе резания РУ, развиваемой резьбовым резцом.
Работа по предлагаемому способу иглотокарной обработки винтов производится в следующей последовательности.
Заготовку винта 1, например гладкий круглый прокат, устанавливают и закрепляют в патроне 7, оснащенном кулачками 8, и поджимают задним центром 9. Патрон 7 установлен на шпинделе 10 передней планетарной бабки 11 токарного станка. Планетарная передняя бабка 11 токарного станка отличается планетарным движением шпинделя 10, который установлен во внутренней 12 и наружной 13 эксцентричных гильзах [2, 3, 4]. Как видно на фиг.2-4, в корпусе шлифовальной бабки 11 расположены две эксцентричные гильзы 12 и 13 и шпиндель 10, причем вращение внутренней гильзы 12 обеспечивается планетарное движение VП, а наружная гильза 13 служит для установки необходимой величины эксцентриситета «е». На фиг.3 приведена схема расположения шпинделя 10 с заготовкой, когда эксцентриситет максимален и равен «2е». На фиг.4 ось шпинделя 10 совпадает с осью наружной гильзы 13. Совмещение оси шпинделя 10 с осью наружной гильзы 13 используется для обработки обычных валов с соосными поверхностями.
Пиноль 14 с центром 9 расположена в задней бабке 15 станка и имеет возможность совершать планетарное движение VП, аналогичное шпинделю передней бабки.
После закрепления заготовки винта к ней сзади подводят иглоинструмент 3 с помощью маховичка 16, который смонтирован на винте 17 поперечного суппорта 4 станка, создавая определенное усилие РИ иглоинструмента на заготовке. Далее маховичком 18, который установлен на винте 19, связанном с верхней подвижной плитой 20, к заготовке подводится резьбовой резец 2. Резьбовой резец 2 закреплен в резцедержателе 21, который установлен на верхней подвижной плите 20. По лимбу (не показан) маховичком 18 устанавливается глубина резания, как при традиционном точении, и включается продольная подача SПР.
Предлагаемый способ позволяет отказаться от широких резьбовых резцов, которые используются при традиционном нарезании и профилировании резьбы, уменьшить силовые нагрузки и повысить точность и производительность.
Пример. Обрабатывался винт левый Н41.1016.01.001 винтового насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - D=27-0,05 мм, эксцентриситет е=1,65 мм, 2е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=3,2 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НЕ 207-228, масса - 5,8 кг. Заготовка из круглого сортового проката по ГОСТ 2590-71 диаметром 32 мм.
Обработка проводилась на модернизированном токарно-винторезном станке мод. 16К20, с планетарной передней шпиндельной бабкой (описанной выше) и планетарной задней бабкой, а также с поперечным суппортом, на котором смонтированы передний и задний резцедержатели соответственно, с резьбовым резцом Т15К6 ГОСТ 20872-80 и иглоинструментом с пучком ворса из проволоки диаметром 1,5 мм, установленными спереди и сзади заготовки. Скорость резания, т.е. скорость заготовки VЗ=169,56 м/мин (2,83 м/с), nЗ=2000 об/мин, планетарная скорость заготовки - VП=0,8 м/мин (0,0133 м/с), nП=77,2 об/мин, продольная подача SПР=0,4 мм/об.
В зоны обработки подавали СОЖ.
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=39,12 мин (против Тм баз=76,5 мин по базовому варианту при традиционном раздельном черновом и получистовом точении винтов на токарном станке мод. 1К62, оснащенном вихревой головкой, на АО "Ливгидромаш").
Таким образом, для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени почти в 2 раза меньше, чем при раздельном черновом и получистовом точении.
Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми несоседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Предлагаемый способ иглотокарной обработки винтовых поверхностей винтов расширяет технологические возможности за счет использования планетарного скоростного точения, повышает стойкость инструмента благодаря безударной обработке, улучшает качество и повышает производительность обработки, а также уменьшает продольный прогиб длинной нежесткой заготовки путем установки дополнительной опоры, оснащенной игольчатым режущим элементом, благодаря установке последней повышается износостойкость и долговечность обрабатываемых поверхностей.
Источники информации
1. Патент DT 1942050, В23В 5/46, 1970 - прототип.
2. Справочник технолога-машиностроителя. В 2-х тт. Т.1 / Под ред. В.М.Кована.- 2-е изд., испр. и доп. - М.: ГНТИМЛ, 1963. С.361, рис.212.
3. Справочник технолога-машиностроителя. В 2-х тт. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.228, рис.34.
4. Лоскутов В.В. Шлифование металлов: Учебник для средних профессионально-технических училищ. - 7-е изд., перераб. и доп. - М.: Машиностроение, 1985, С.94-95.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ С БОЛЬШИМ ШАГОМ И МАЛЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРШИНОЙ И ВПАДИНОЙ | 2005 |
|
RU2298458C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ВИНТОВ С КРУГЛОЙ ВИНТОВОЙ ПОВЕРХНОСТЬЮ С БОЛЬШИМ ШАГОМ И МАЛЫМ РАССТОЯНИЕМ МЕЖДУ ВЕРШИНОЙ И ВПАДИНОЙ | 2005 |
|
RU2307725C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| Токарный станок | 1980 |
|
SU973241A1 |
| Способ многорезцового точения и устройство для его осуществления | 1991 |
|
SU1814969A1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |

Способ включает сообщение заготовке независимого вращательного движения, определяющего скорость резания, а инструменту - поступательного перемещения, связанного с продольной подачей. Движение заготовки осуществляют относительно планетарной оси, смещенной относительно центральной оси на величину эксцентриситета и дополнительно сообщают ей планетарное вращательное движение относительно центральной оси, кинематически связанное с продольной подачей инструмента, причем за один оборот планетарного вращательного движения суппорт с инструментом перемещают в продольном направлении на величину шага обрабатываемой винтовой поверхности. Для расширения технологических возможностей инструмент выполняют в виде резьбового резца, а диаметрально противоположно относительно него устанавливают режущий иглоинструмент, имеющий привод независимой поперечной подачи, аналогичный приводу поперечной подачи резьбового резца, и предназначенный для выполнения функции подвижного люнета, который нагружают силой прижима к заготовке, равной силе резания, развиваемой резьбовым резцом. 8 ил.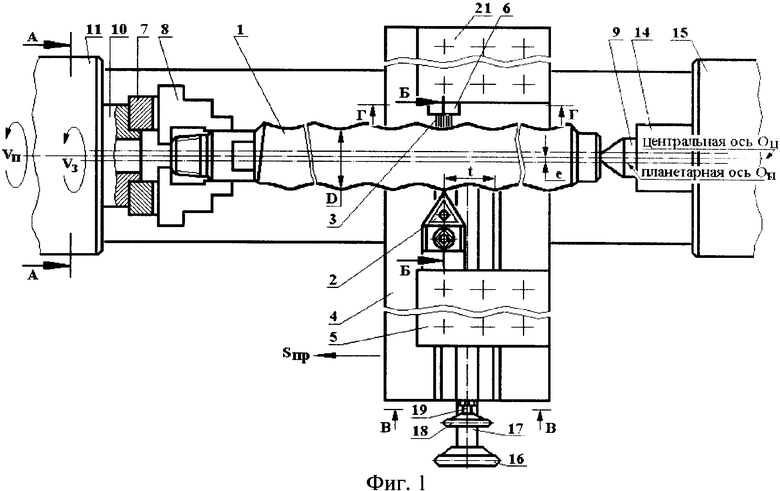
Способ токарной обработки эксцентричных винтов, включающий сообщение заготовке независимого вращательного движения, определяющего скорость резания, а инструменту - поступательного перемещения, связанного с продольной подачей, при котором независимое вращательное движение заготовки осуществляют относительно планетарной оси, смещенной относительно центральной оси на величину эксцентриситета и дополнительно сообщают ей планетарное вращательное движение относительно центральной оси, кинематически связанное с продольной подачей инструмента, причем за один оборот планетарного вращательного движения суппорт с инструментом перемещают в продольном направлении на величину шага обрабатываемой винтовой поверхности, отличающийся тем, что инструмент выполняют в виде резьбового резца, а диаметрально противоположно относительно него устанавливают режущий иглоинструмент, имеющий привод независимой поперечной подачи, аналогичный приводу поперечной подачи резьбового резца, и предназначенный для выполнения функции подвижного люнета, который нагружают силой прижима к заготовке, равной силе резания, развиваемой резьбовым резцом.
| DE 1942050 A, 27.05.1970 | |||
| Способ нарезания резьбы резцом | 1972 |
|
SU524629A1 |
| Приспособление к токарному станку для нарезания винтовых поверхностей | 1980 |
|
SU975212A1 |
| Способ нарезания резьбы (его варианты) | 1981 |
|
SU1016096A1 |
| Способ токарной обработки некруглых поверхностей | 1991 |
|
SU1816534A1 |

