(54) СПСЮОБ ОБРАБОТКИ МЕТАЛЛОВ И СПЛАВОВ ПЛАСТИЧЕС1а1М ДЕФОРМИРОВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный способ поперечно-винтовой прокатки | 2024 |
|
RU2834075C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2414319C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2277992C2 |
| СПОСОБ ДЕФОРМИРОВАНИЯ ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК В СУБМИКРОКРИСТАЛЛИЧЕСКОМ И НАНОСТРУКТУРИРОВАННОМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2436847C1 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ МЕТАЛЛА С ПРИМЕНЕНИЕМ ВО ВРЕМЯ ДЕФОРМАЦИИ ЭЛЕКТРОПЛАСТИЧЕСКОГО ЭФФЕКТА И УЛЬТРАЗВУКА | 2012 |
|
RU2525966C2 |
| Способ повышения прочности детали с покрытием | 2016 |
|
RU2625619C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛА | 2014 |
|
RU2570268C1 |
Изобретение относится к области обработки металлов давлением, а именно к способам упрочнения давлением.
Известен способ обработки металлов н сплавов пластическим деформированием, вкпючающий проталкивание заготовки из одного рабочего канала в другой, равный по сечёнкю первому н расположенный под углом к нему Ij.
Недостаток известного способа заключается в относительно высоких уСНлнях деформнрованнн. что не позволяет обрабатывать образцы значнтельной длины. Известный способ так же не обеспечивает высокую долю няастнческого сдвига по параллельным плоскостям в общей деформацин образца, что сннжаЬт качество обработки...
Цель изобретения заключается в повышенни качества обработки н снижении уснлня деформироваиня.
Это достигается тем, что в процессе обработки иа заготовку при ее прохождеиин через второй канал воздействук)Т ультразвуковыми холебаннями, направленнымн но биссектрисе угла между каналами.
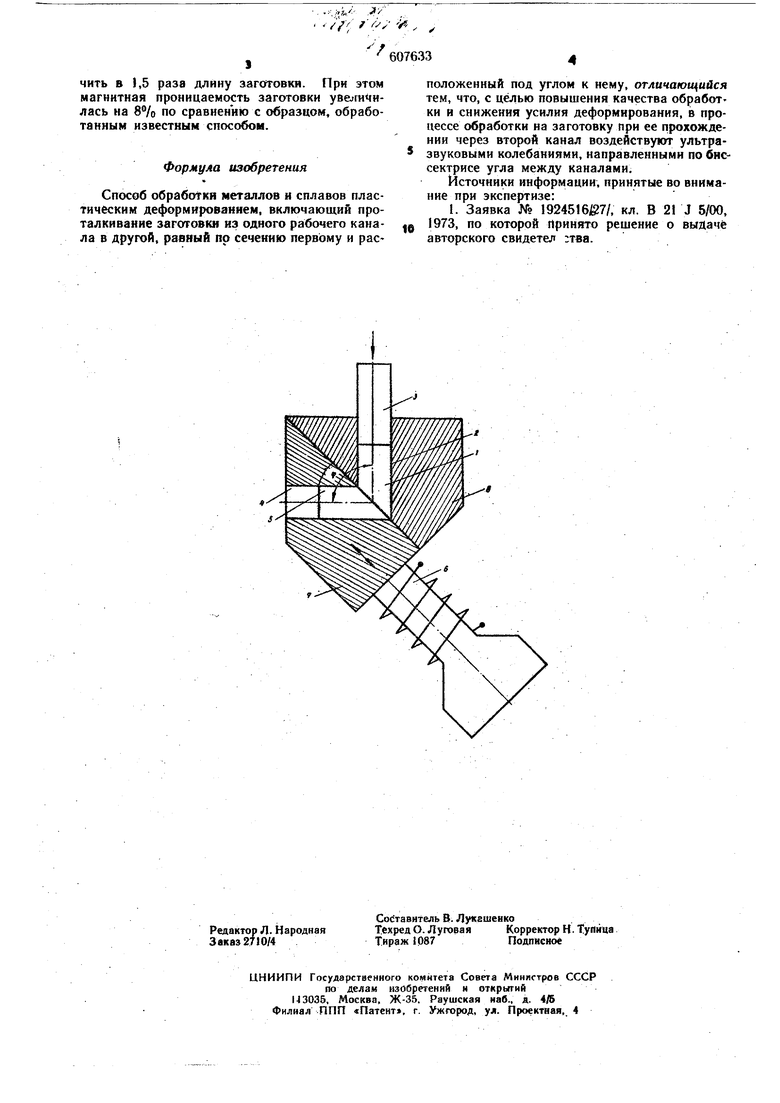
На чертеже показана схема деформирования за-огговкн согласно предложенному способу.
Пластическое деформированне осуществляют следующим образом. Заготовку 1 помещают в канал 2 н посредством пуансона 3 проталкивают в.канал 4, расположенный под углом, ф к каналу 2.
На часть 5 з.аготовки 1 при ее прохождении через второй канал воздействуют ультразвуковыми колебаннями, направленнымн по.бнссектрнсе угла между каналамн Ультразвуковые колебания возбуждают магннтогтрнктором 6 н передают к частн 5 заготовки I посредством подвижной частн 7 узла деформирования.
Под Действнем ультразвуковых кОлебаьнй сннжается усилие деформнровання н уменьшаются размеры очага деформацнн. Поэтому предложенный способ снижает усилие проталкивания заготовки, i нз канала 2 в канал 4 н уВеличнваег долю пластического сдвига по параллельным плоскостям в общей деформации образца, чем достигают повыщение качества обработки.
При обработке армко-желез предложенным способом с частотой ультразвуковых колебаний 2(3 кГц н амплитудой 12 мк, усилие деформирования при проталкивании заготовки из одного канала в другой, расположенный под углом ф 90°, снизилось на 20%, что позволило без повышения усилия на пуансоне увели -,i, .
чить в 1,5 раза длину ааготовкя. При этом магнитная проннцаемость заготовки увеличилась на по сравнению с образцом, обработанным известным способом.
Формула изобретения
«
Способ обработки металлов и сплавов пластическим деформированием, включающий проталкивание заготовки из одного рабочего канала в другой, равный по сечению первому и рас607633
положенный под углом к нему, отличающийся тем, что, с целью повышення качества обработки и снижения усилия деформирования, в процессе обработки на заготовку при ее прохождении через второй канал воздействуют ультразвуковыми колебаниями, направленными по биссектрисе угла между каналами.
Источники информации, принятые во внимание при экспертизе:
I. Заявка № 1924516 7/, кл. В 21 J 5/00, 1973, по которой принято решение о выдаче авторского свидетел :тва.
