1
Изобретение относится к электрофизическим методам обработки.
Известны способы электроарозионной обработки с интенсификацией процесса путем сообщения продольных колебаний электро
ду-инструменту.
Однако эффективность во действия колебаний электрода-инструмента на процесс обработки низкая, так как электроду-инструменту сообщают гармонические колебания, вследствие чего, из-за относительно малого времени удаленности электрода-инструмента от изделия в течение периода колебания продукты эрозии не успевают полностью удалиться из зоны обработки. Кроме того, вследствие питания межэлектродного промежутка импульсами, отличными от civнусоидальных, создаются трудности при синхронизации электрических разрядов и колебаний электрода-инструмента.
Целью изобретения является интенсификация процесса очистки межэлектродного промежутка.
Это достигается тем, что колебания элетрода-инструмента осуществляют импульсами, отличными от синусоидальных и аналогичными импульсам, питаюишм межэлектродный промежуток. Наиболее удобными являются импульсы экспоненциальной формы с крутым передним фронтом. Подобная форма колебаний инструмента обеспечивает более интенсивную очистку меж электродного промежутка за счет увеличения времени удаленности инструмента и изделия при одной и той же длительности импульсов. С другой стороны, облегчается синхронизация электрических -разрядов и колебаний инструмента, так как питание межэлектродного промежутка и обмотки вибрационного преобразователя можно осуществить от одного и того же генератора.
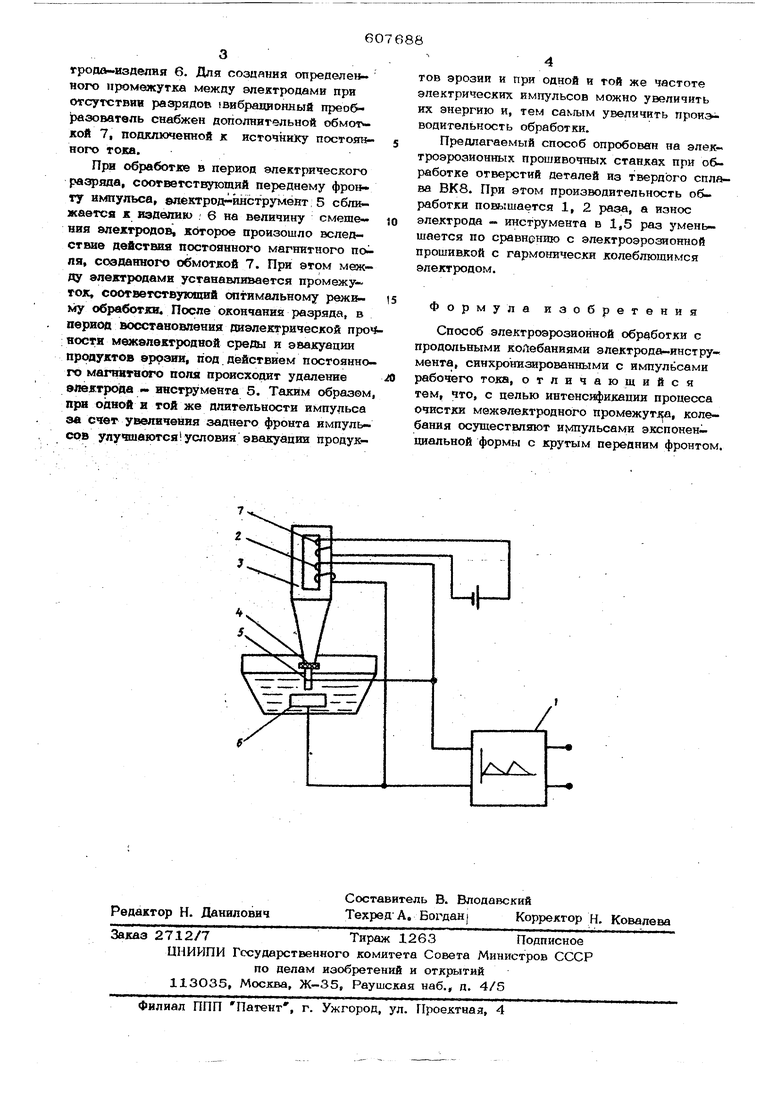
Сущность изобретения поясняется черте жом.
К выходу генератора 1 электрических импульсов параллельно подключены ииа контура-обмотка 2 вибрационного преобразователя 3, к торцу которого через токоизоЛ5щию 4 соединен электрод-инструмент 5, и искровой межэлектронный промежуток, состоящий из электрода-инструмента и электропа-изделия 6, Для созцяния определен-. него промежутка между электродами при отсутствии разрядов 1вибрадионный преобразователь снабжен дополнительной o6MOTv. кой 7, подключенной к источниху посто$тного TOJsa.
При обработке в период электрического разряда, соответствующий переднему фронгу импульса, електрод инструмёнт 5 сближается к изделию 6 на величину смеше ния элехтродов, которое произошло вследствие дейстшл постоянного магнитного noi ля, созданного обмоткой 7. При этом между электродами устанавливается промежуток, соответствухяций оптимальному режиму обработкв. После окончания разряда, в период восстановления диэлектрической проности межэлектродной среды и эвакуации проауктев эрозии, под действием постоянного магнитного поля происходит удаление электрода - инструмента 5. Таким образом при одной в той же длительности импульса аа счет увеличения заднего фронта импульсов улучшаютсяусловия эвакуации продуктов эрозии и при одной я той же частоте электрических импульсов можно увеличить их энергию и, тем самым увеличить проиэ водительность обработки.
Предлагаемый способ опробован на элек-троэрозионных прошивочных станках при обработке отверстий деталей из твердого сплава ВК8. При этом производительность обработки повышается 1, 2 раза, а износ электрода - инструмента в 1,5 раз уменьшается по сравнению с электроэрозионной прошивкой с гармонически колеблющимся электродом.
Формула изобретения
Способ электроэрозионной обработки с продольными колебаниями электрода-инструмента, синхронизированными с импульсами рабочего тока, отличающийся тем, что, с целью интенсификации процесса очистки межэлектродного промежутл а, колебания осуществляют импульсами экспоненциальной формы с крутым передним фронтом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| Регулятор межэлектродного промежутка | 1976 |
|
SU604646A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| Способ размерной электроэрозионно-химической обработки | 1981 |
|
SU1013183A1 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГИДРОЗОЛЯ | 2019 |
|
RU2780652C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| Способ экстремального регулирования процесса электроэрозионной обработки | 1984 |
|
SU1301594A1 |
| Способ электроэрозионной обработки в жидкой среде | 1966 |
|
SU221863A1 |
| Источник питания для электроэрозионной обработки металлов | 1971 |
|
SU448924A1 |
