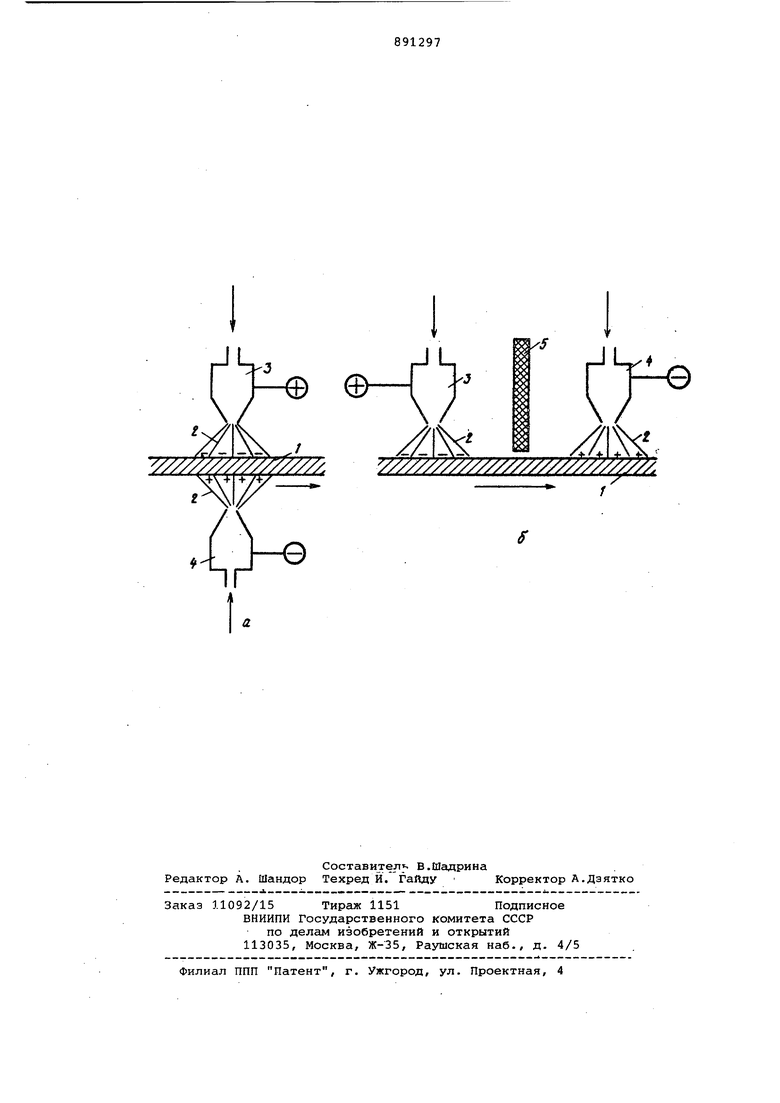
Изобретение относится к электрохимической обработке проката из сталей, сплавов и цветных металлов,преимущественно листов, полос, ленты и может быть использовано при различ ных операциях подготовки поверхности а также нанесения покрытий. Известны способы струйной электрохимической обработки основанные на локальном механическом воздействии струи электролита на обрабатываемую поверхность изделия с одновременным подводом тока к нему l.. Однако известные способы струйной электрохимической обработки не могут быть использованы в скоростных линия электрохимической обработки проката (травления, обезжиривания, фосфатиро вания, полирования) из-за низкой про изводительности, лимитируемой подводом тока через металлические контакты, низкого качества обрабатываемой поверхности из-за п ижогов в контакт тах. Цель изобретения - повышение производительности электрохимической об работки проката, улучшение качества поверхности и обеспечения на разных участках металлической поверхностиобработки различного характера. Поставленная цель достигается тем, что в известном способе электрохимической обработки, включающем передачу тока к обрабатываемой поверхности через заряженную струю электролита, поляризацию поверхности металла осуществляют подачей разноименно заряженных струй разных по составу электролитов без металлических контактных токоподводов. На чертеже представлены схемы, поясняющие сущности предлагаемого способа с монополярным (а) и биполярным .(б) подводом тока к обрабатываемой поверхности. При монополярном жидкостном контакте к стационарно установленному или перемещаемому изделию (полосе) 1 подводится ток с помощью разноименно заряженных струй 2 от сопла-анода 3 и сопла-катода .4. На поверхности поляризуется ток соответствуйщих зарядов. Со стороны сопла-анода 3 осуществляются локальные катодные процессы, со стороны сопла-катода 4 осуществляются локальные анодные процессы. При биполярном жидкостном контакте к стационарно установленному или перемещаемому изделию 1 подводится
ток с помощью разноименно заряженных струй 2 от сопла-анода 3 и сопла-ка-i тода 4.
Для устранения или уменьшения утечки тока через электролит между соплами-электродами, предусматривается электроизолятор 5.
При предлагаемом способе с применением постоянного и переменного (в том числе реверсивного или импульс,кого) тока изделие перемещается .через последовательно расположенные струи. Заряд поляризуемых участков изменяется.
Этот способ целесообразно использовать при электрохимическом травлении, обезжиривании. В случае необходимости локализовать положительно и отрицательно поляризованные участки (например, для анодного полирования или катодного осаждения металлических покрытий) по предлагаемому способу применяются разные электролиты на анодных и катодных участках. При этом процесс можно осуществлять таким образом, чтобы на одном из участков проходила необходимая операция, а на другом-- безвредная, не сопровождающаяся переносом металла.
Регулирование технологического режима обработки достигается изменением расстояния сопел до обрабатываемого изделия, изменением давления струи, изменением напряжения .источника тока.
Пример конкретного выполнения предлагаемого способа.
Биполярный подвод тока при обработке поверхности в водном электролите - электрохимическая обработка (обезжиривание, травление или фосфатирование) стальных полос в линиях. Полоса проходит в горизонтальной плоскости через зону электрохимической струйной обработки с регулируемой скоростью 30-300 м/мин (в зависимости от сортамента). Через расположенные по обе стороны полосы (сверху и снизу) трубчатого коллектора с соплами (прорезями) наносами давлением 4,5-7 кг/см подают электролит, нагретый до рабочей температуры.Коллекторы (или сопла) заряжают от источника тока (по схеме б). Полоса в процессе обработки проходит последовательно анодные и катодные участки. Струи соответственно поляризуют полосу с плотностью тока 40-50 а/дм. Обезжиривание производят в щелочном электролите при 80-90 С, травление - в растворе серной кислоты при б5-75с или в нейтральном растворе сернокислого натрия при (для
нержавеющей стали) , фосфарирование в цинкфосфатном растворе при 70-75°С.
В каждой зоне под полосой через приемную воронку собирают в рабочий бак соответствующий электролит.
Перечисленные операции отличаются тем, что в одном электролите полезно протекают анодные и катодные реакции - очистка выделяемыми газами (обезжиривание и травление на катоде и аноде), осаждение фосфатного
слоя на аноде и на катоде.
Способ позволяет осуществить локальную обработку крупногабаритных изделий с применением нестационарных переносных установок, а также
обработку изделий сложной конфигурации при соответствующем эквивалентном расположении сопел-электродов.
Формула изобретения
Способ электрохимической обработки металлов, например, электрохимического нанесения пок.рытий на движу« щуюся деталь при котором подрод тока к детали осуществляют при помощи электродов-инструментов разной полярности, отличаЮЩийся тем, что, с целью расширения технологических возможностей при использовании в качестве электродов-инструментов заряженных струй электролита, в качестве последних используют струи двух разных по составу электролитов, подаваемых на деталь раздельно,каж5 дай из своего сопла.
Источники информации, принятые во внимание при экспертизе 1. Богоявленская Н.В. Электрохимическая обработка труб. М., 1970, с. 113-118.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2392097C1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| Способ нанесения гальванических покрытий на поверхность длинномерных изделий | 1986 |
|
SU1633026A1 |
| Способ струйного электролитно-плазменного полирования металлических изделий сложного профиля и устройство для его реализации | 2016 |
|
RU2640213C1 |
| Устройство для электрохимической очистки полосового проката | 1989 |
|
SU1808886A1 |
| Агрегат электрохимического травления длинномерных изделий | 1986 |
|
SU1712471A2 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ | 2002 |
|
RU2229543C2 |
| Способ электрохимической струйной размерной обработки | 2023 |
|
RU2826056C1 |
| КАТОДНАЯ ЯЧЕЙКА С ОПУСКАЮЩИМСЯ СЛОЕМ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ВЫДЕЛЕНИЯ МЕТАЛЛА | 2004 |
|
RU2353711C2 |