образователе, нагруженном на индуктивность отклоняющей системы электронно-лучевой установки.
В известных машинах учет этих переходных процессов достигается введением фиксированных задержек сигналов, рассчитанных на некоторый средний случай, что в реальных условиях приводит к снижению скорости или точности обработки из-за несоответствия времени задержки и переходного процесса.
Однако в связи с освоением и внедрением в промышленность элсктроннолитографических технологических процессов, характеризующихся высокой разрешающей спосс бностыо и быстродействнем наличие этих недостатком приводит к снижению производительности и не иозволяет реализовать всех преимуществ электроннолитографий.
Целью изобретения является повышение проязводительности машины.
Досгагается это тем, что в машину введены блок формирования опорного напряжения развертки, подключенный входами к управляющим выходам вычислительного блока и блока коррекций, выходом - к второму входу блока формирования отклонений, и блок формирования сигналов состояния цифро-аналогового преобразователя, вход которого соединен с выходом блока формирования отклонений, выход - с соответствующим входом вычислительного блока.
Введение в состав машины блока формирования опорного иапряжения развертки позволяет вести размерную обработку микрорастров с минимальнымн потерями времени, используя преимущества цифрового управления, в первую Очередь, высокую точность. Введение же блока формирования сигналов состояния цифро-аналогового преобразователя повышает производительность и при шаговой развертке за счет точного учета времени переходного процесса в отклоняющей системе.
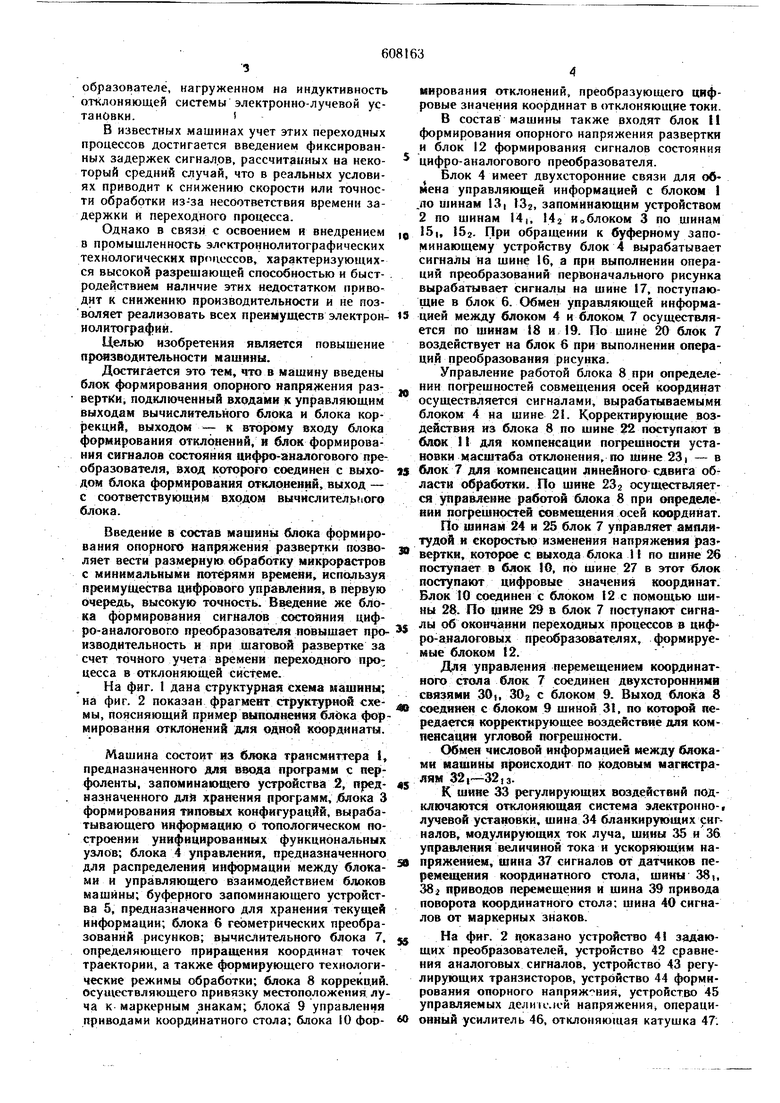
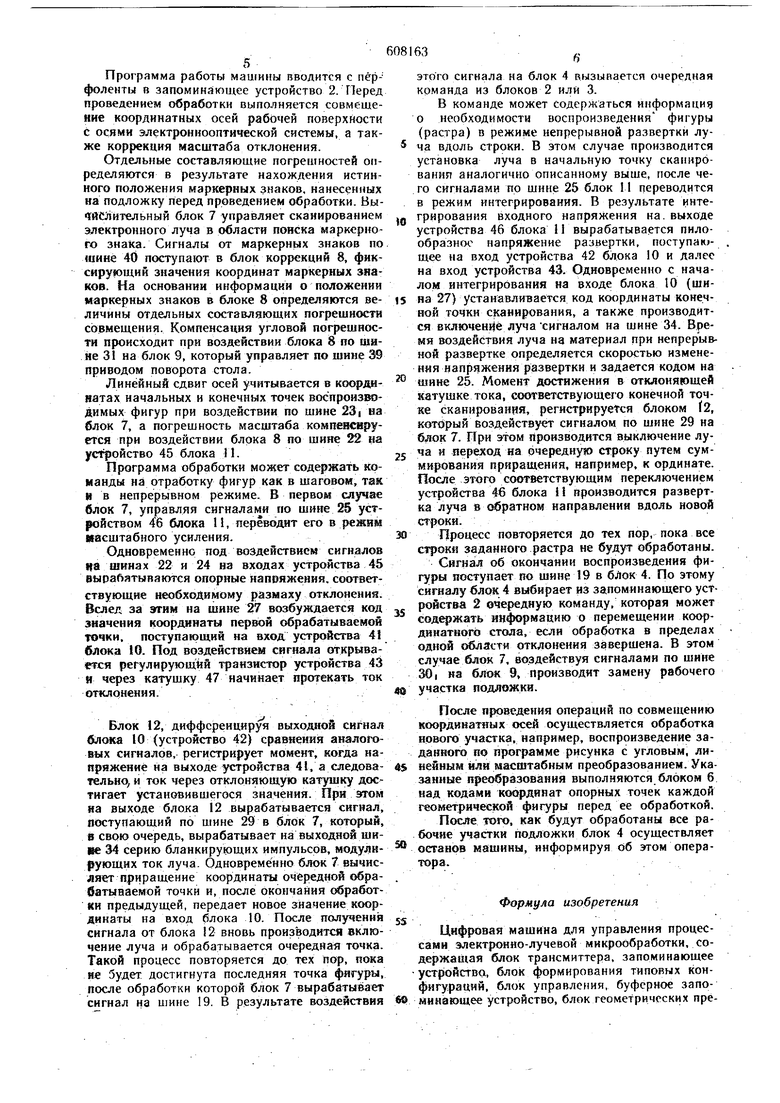
На фиг. I дана структурная схема машины; на фиг. 2 показан фрагмент структурной схемы, поясняющий пример выпаднення блика формирования отклонений для одной координаты.
Машина состоит из блока траисмиттера t, предназначенного для ввода программ с перфоленты, запоминающего устройства 2, предназначенного дли хранения программ, блока 3 формирования типовых конфигураций, вырабатывающего информацию о топологическом построении унифицированных функциональных узлов; блока 4 управления, предназначенного для распределения информации между блоками и управляющего взаимодействием блоков машины; буферного запоминающего устройства 5, предназначенного для хранения текущей информации; блока 6 геометрических преобразований рисунков; вычислительного блока 7, определяющего приращения координат точек траектории, а также формирующего технологические режимы обработки; блока 8 коррекций, асуществляющего привязку местоположения луча к маркерным знакам; блока 9 управления приводами координатного стола; блока 10 форнирования отклонений, преобразующего цифровые значения координат в отклоняющие токи.
В состав Мишины также входят блок И формировании опорного напряжения развертки и блок 12 формирования сигналов состояния цифро-аналогового преобразователя.
Блок 4 имеет двухсторонние связи для обмена управляющей информацией с блоком I .ло шинам 13| 132, запоминающим устройством 2 по шинам 14|, 142 Иоблоком 3 по шинам 15|, 15;. При обращении к буферному запоминающему устройству блок 4 вырабатывает сигналы на шине 16, а при выполнении операций преобразований первоначального рисунка вырабатывает сигналы на шине 17, поступающие в блок 6. Обмен управляющей информацией между блоком 4 и блоком 7 осуществляется по шинам (8 и 19. По шине 20 блок 7 воздействует на блок 6 при выполнении операций преобразования рисунка..
Управление работой блока 8 при определении погрешностей совмещения осей координат осуществляется сигналами, вырабатываемыми блоком 4 на шине 21. Корректирующие воздействия из блока 8 по шине 22 поступают в блок П для компенсации погрешности установки масштаба отклонения, по шике 23) - в &ROK 7 для компенсации линейного сдвига области о15работки. По шине 232 осуществляется управление работой блока 8 при определении погрешностей совмещения осей координат.
По шинам 24 и 25 блок 7 управляет амплитудой и скоростью изменения напряжения развертки, которое с выхода блока 11 по шине 26 поступает в блок 10, по шине 27 в этот блок поступают цифровые значения координат. Блок 10 соединен с блоком 12 с помощью шины 28. По шине 29 в блок 7 поступают сигналы об окончании переходных процессов в цифро-аналоговых прес разователях, формируемые блоком 12.
Для управления перемещением координатиого стола блок 7 соединен двухсторонними связями 301, ЗОз с блоком 9. Выход блока 8 соединен с блоком 9 шиной 31, по которой передается корректирующее воздействие для компенсация углоюй погрешности.
Обмен числовой информацией между блоками машины п|роисходит по кодовым магистралям 32,-32, зК шине 33 регулирующих воздействий подключаются отклоняющая система электроннолучевой установки, шина 34 блаикирующих сигналов, модулирующих ток луча, шииы 35 и 36 управления величиной тока и ускоряющим напряжением, шипа 37 сигналов от датчиков перемещения координатного стола, шины 38), 362 приводов перемещения и шина 39 привода поворота координатного стола; шина 40 сигналов от маркерных знаков.
На фиг. 2 доказано устройство 41 задающих преобразователей, устройство 42 сравнения аналоговых сигналов, устройство 43 регулирующих транзисторов, устройство 44 формирования опорного напряжения, устройство 45 управляемых делшгмсй напряжения операционный усилитель 46, отклоняющая катушка 47. Программа работы машины вводится с пёрфоленты в запоминающее устройство 2. Перед проведением обработки выполняется совмещение координатных осей рабочей поверхности с осями электроннооптической системы, а также коррекция масштаба отклонения. Отдельные составляющие погрешностей определяются в результате нахождения истинного положения маркерных знаков, нанесенных на подложку перед проведением обработки. ВыадСлительный блок 7 управляет сканированием электронного луча в области поиска маркерного знака. Сигналы от маркерных знаков по шине 40 поступают в блок коррекций 8, фиксирующий значения координат маркерных знаков. На осиоваини информации о положении маркерных знаков в блоке 8 определяются величины отдельных составляющих погрешности совмещения. Компенсация угловой погрешности происходит при воздействии блока 8 по шине 31 на блок 9, который управляет по шине 39 приводом поворота стола. Линейный сдвиг осей учитывается в коорданатах начальных и конечных точек воспроизводимых фигур при воздействии по шине 23i на блок 7, а погрешность масштаба компенсируется при воздействии блока 8 по шине 22 на устройство 45 блока М. Программа обработки может содержать команды на отработку фигур как в шаговом, так Я в непрерывном режиме. В первом случае блок 7, управляя сигналами по шине 25 уст йством 46 блока П, переводат его в режим масштабного усиления. Одновременно под воздействием сигналов на шинах 22 и 24 на входах устройства 45 вырабатываются опорные напряжения, соответствующие необходимому размаху отклонения. Вслед за этим на шине 27 возбуждается код значения координаты первой обрабатываемой точки. поступак щий на вход устройства 4 блока 10. Под воздействием сигнала открывается регулирующий транзистор устройства 43 И через катушку 47 начинает протекать ток отклонения. Блок 12, дифференцируя выходной сигнал блока 10 (устройство 42) сравнения аналоговых сигналов, регистрирует момент, когда напряжение на выходе устройства 41, а следовательно, и ток через отклоняющую катушку достигает установившегося значения. При этом иа выходе блока 12 вырабатывается сигнал, поступающий по шине 29 в блок 7, который, в свою очередь, вырабатывает иа выходной шиВе 34 серию бланкирующих импульсов, модулирующих ток луча. Одновременно блок вычисляет приращение коордииаты очередной обрабатываемой точки и, после окончания обработки предыдущей, передает иовое значение координаты на вход блока 10. После получении сигнала от блока 12 вновь производится включение луча и обрабатывается очередная точка. Такой процесс повторяется до тех пор, пока ие будет достигнута последняя точка фигуры, после обработки которой блок 7 вырабатывает сигнал на шиие 19. В результате воздействия этого сигнала на блок 4 вызыпаетсп очередная команда из блоков 2 или 3. В команде может содержаться информация о необходимости воспроизведения фигуры (растра) в режиме непрерывной развертки луча вдоль строки. В этом случае производится установка луча в начальную точку сканированил аналогично описанному выше, после чего сигналами по шине 25 блок II переводится в режим интегрирования. В результате интегрирования входного напряжения на. выходе устройства 46 блока П вырабатывается пилообразит напряжение развертки, поступающее на вход устройства 42 блока 10 и далее на вход устройства 43. Одновременно с началом интегрирования на входе блока 10 (шина 27) устаиавливается код координаты конечной точки сканирования, а также производится включение лучасигналом иа шине 34. Время Воздействия луча на материал при непрерывной развертке определяется скоростью изменения напряжения развертки и задается кодом на шине 25. Момент достижения в отклоняющей катушке тока, соответствующего конечной точке сканирования, регистрируется блоком (2, который воздействует сигналом по шине 29 на блок 7. При этом производится выключение луча и переход на очередную строку путем суммирования приращения, например, к ординате. После этого соответствующим переключением устройства 46 блока i1 производится развертка луча в обратном направлении вдоль новой строки. Процесс повторяется до тех пор, пока все cipoKH заданного растра не будут обработаны. Сигнал об окончании воспроизведения фигуры поступает по шине 19 в блок 4. По этому сигналу блок 4 выбирает из запоминающего устройства 2 очередную команду, которая может информацию о перемещении координатного стола, если обработка в пределах одной области отклонения завершена. В этом случае блок 7, воздействуя сигналами по шине 301 на блок 9, производит замену рабочего участка подложки. После проведения операций по совмещению координатных осей осуществляется обработка нового участка, например, воспроизведение заданного по программе рисунка с угловым, линейным или масштабным преобразованием. Указанные преобразования выполняются блоком 6 над кодами координат опорных точек каждой геометрической фигуры перед ее обработкой. После того, как будут обработаны все рабочие участки подложки блок 4 осуществляет останов машины, информируя этом оператора. Формула изобретения Цифровая машина для управления процессами электронио-луче1зой микрообработки, содержащая блок трансмиттера, запоминающее устройства, блок формирования типовых конфигураций, блок управления, буферное запоминающее устройство, блок геометрических преобразований рисунков, вычислительный блок, подключенные к кодовой ишне и к шннам управляющих сигналов, блок коррекций, подключенный двухстороннимн связями к вычислительному блоку и соединенный управляющим и информационным входами соответственно с выходом блока управления И первым информационным входом мащины, выход блока коррекций подключен к входу блока управления приводами координатного стола, соедииеиного с управляющими выходами машины; двухсторонними связями с вычислительным блоком и с вторым информационным входом машины, управляющие выходы вычислительного блока соединены соответственно с управляющими выходами машины и входом блока геометрических преобразований рисунков, блок формнроваиия отклоиений, первый которого подключен к информационному выходу вычислительного блока управляющий выход - к управляющему выходу мащины, отличающаяся тем, что, с целью повыщения производительиостн, в нее введены блок формирования опорного напряжения развертки, подключенный входами к управляющим выходам вычислительного блока и блока коррекций, выходом - .к второму входу блока формирования отклонений, н блок формНроваиия сигналов состояния цифро-аналогового преобразователя, вход которого соединеи с выходом блока формирования отклонений, выход - с соответствующим входом вычислительного блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цифровая машина для управления процессами электроннолучевой микрообработки | 1974 |
|
SU477417A1 |
| Цифровая машина для управления процессами электронноголучевой микрообработки | 1974 |
|
SU511594A1 |
| Цифровая машина для управления процессами электринно-лучевой микрообработки | 1975 |
|
SU600562A1 |
| Цифровая машина для управления про-цЕССАМи элЕКТРОННОлучЕВОй МиКРООбРА-бОТКи | 1978 |
|
SU840916A2 |
| Цифровая машина для управления процессами электронно-лучевой микрообработки | 1977 |
|
SU702378A1 |
| Устройство для вывода информации на экран электронно-лучевой трубки | 1988 |
|
SU1578738A1 |
| Устройство для отображения графической информации на экране электронно-лучевой трубки | 1979 |
|
SU955183A2 |
| Устройство для отображения графической информации на экране электронно-лучевой трубки | 1980 |
|
SU955185A2 |
| Цифровая машина для управления процессами электроннолучевой микрообработки | 1976 |
|
SU635489A2 |
| УСТРОЙСТВО ВВОДА ГРАФИЧЕСКОЙ ИНФОРМАЦИИ | 1973 |
|
SU368629A1 |
111
U I т t
Д }яа
