(54) СПСХЗОБ СБОРКИ ОПОРЫ НА ГАЗОВОЙ СМАЗКЕ
F 0,19 {R2-r2)«,
где JH - абсолютная вязкость газа;
w -угловая скорость вращения ротора;
h - осевой зазор; .
Ни г -внешний и внутренний радиусы подпятников.
Приспосдбление вместе с собираемой опорой помещают в камеру, в которой создают условия, имитирующие условия установившегося режима работы опоры (заполняют газом, обеспечивают необходимую рабочую температуру и т. д.). Вращение ротора продолжается до полной полимеризации клея.
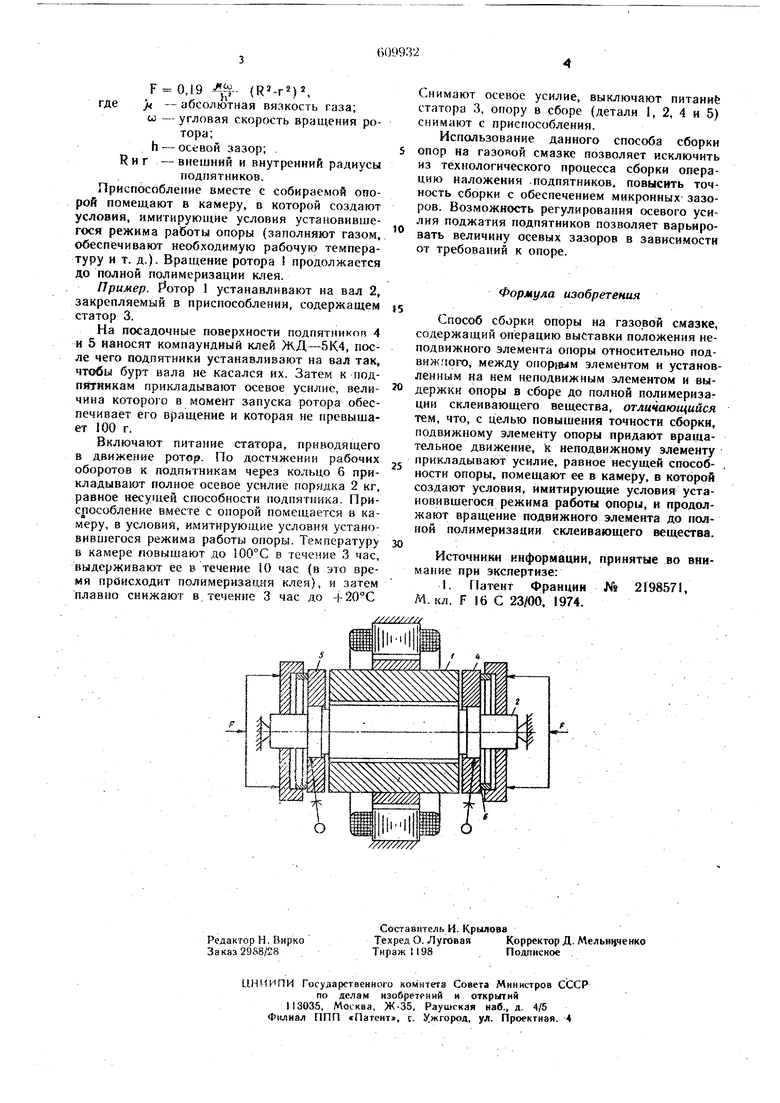
Пример. Готор 1 устанавливают на вал 2, закрепляемый в приспособлении, содержащем статор 3.
На посадочные поверхности подпятников 4 и 5 наносят компаундный клей ЖД-5К4, после чего подпятники устанавливают на вал так, чтобы бурт вала не касался их. Затем к подпятникам прикладывают осевое усилие, величина которого в момент запуска ротора обеспечивает его вращение и которая не превыщает 100 г.
Включают питание статора, приводящего в движение ротор. По достижения рабочих оборотов к подпятникам через кольцо 6 прикладывают полное осевое усилие порядка 2 кг, равное несущей способности подпятника. Приспособление вместе с опорой помещается в камеру, в условия, имитирующие условия установившегося режима работы опоры. Температуру в камере повышают до {00°С в течение 3 час, выдерживают ее в течение 10 час (в это время происходит полимеризация клея), и затем плавно снижают в. течение 3 час до -|-20°С
О
Снимают осевое усилие, выключают питание статора 3, опору в сборе (детали 1, 2, 4 и 5) снимают с приспособления.
Использование данного способа сборки опор на газовой смазке позволяет исключить из технологического процесса сборки операцию наложения .подпятников, повысить точность сборки с обеспечением микронных зазоров. Возможность регулирования осевого усилия поджатия подпятников позволяет варьировать величину осевых зазоров в зависимости от требований к опоре.
Формула изобретения
Способ сборки опоры на газовой смазке, содержащий операцию выставки положения неподвижного элемента опоры относительно подвижного, между опорным элементом и установленным на нем неподвижным элементом и выдержкк опоры в сборе до полной полимеризации склеивающего вещества, отличающийся тем, что, с целью повышения точности сборки, подвижному элементу опоры придают вращательное движение, к неподвижному элементу прикладывают усилие, равное несущей способности опоры, помещают ее в камеру, в которой создают условия, имитирующие условия установившегося режима работы опоры, и продолжают вращение подвижиого элемента до полной полимеризации склеивающего вещества.
Источники информации, принятые во внимание при экспертизе:
1. Патент Франции № 2198571, М. кл. F 16 С 23/00, 1974.
///////f/f
////7////7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки опор гиромотора | 1979 |
|
SU838132A1 |
| Узел аэродинамической опоры | 1980 |
|
SU903601A1 |
| Устройство для сборки газодинамической опоры | 1981 |
|
SU1010331A1 |
| ОПОРНО-ПРИВОДНОЕ УСТРОЙСТВО | 1999 |
|
RU2193703C2 |
| Винтовой забойный двигатель | 2002 |
|
RU2224078C2 |
| Герметичный центробежный экстрактор | 2024 |
|
RU2834085C1 |
| Способ формирования осевого зазора в газодинамической опоре | 1986 |
|
SU1425371A1 |
| ЯСС ГИДРОМЕХАНИЧЕСКИЙ | 2004 |
|
RU2284405C2 |
| ВЫСОКОСКОРОСТНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА | 1967 |
|
SU200650A1 |
| Способ сборки шарикоподшипника в гидродвигателе | 1979 |
|
SU875212A1 |
