(54) СПОСОБ СБОРКИ ШАРИКОПОДШИПНИКА В ГИТОДВИГАТЕЛЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Гировертикаль | 1989 |
|
SU1789858A1 |
| Гиродвигатель | 1979 |
|
SU802785A1 |
| СПОСОБ КОНТРОЛЯ ГАЗОДИНАМИЧЕСКОЙ ОПОРЫ ГИРОСКОПА | 1985 |
|
SU1840740A1 |
| СПОСОБ ДИАГНОСТИКИ РОТОРА ГИРОСКОПА НА ГАЗОДИНАМИЧЕСКОЙ ОПОРЕ | 1984 |
|
SU1840738A1 |
| Гистерезисный гиромотор | 2015 |
|
RU2611070C1 |
| Способ регулирования зазора между статором и ротором в закрытой электрической машине и устройство для измерения зазора | 1982 |
|
SU1115171A1 |
| Способ соединения элементов гидродвигателя | 1972 |
|
SU470039A1 |
| Шпиндельный узел | 1985 |
|
SU1303270A1 |
| Электрошпиндель | 1991 |
|
SU1784407A1 |
| СПОСОБ ОБРАБОТКИ ФЕРРОМАГНИТНЫХ ВТУЛОК | 1995 |
|
RU2089370C1 |
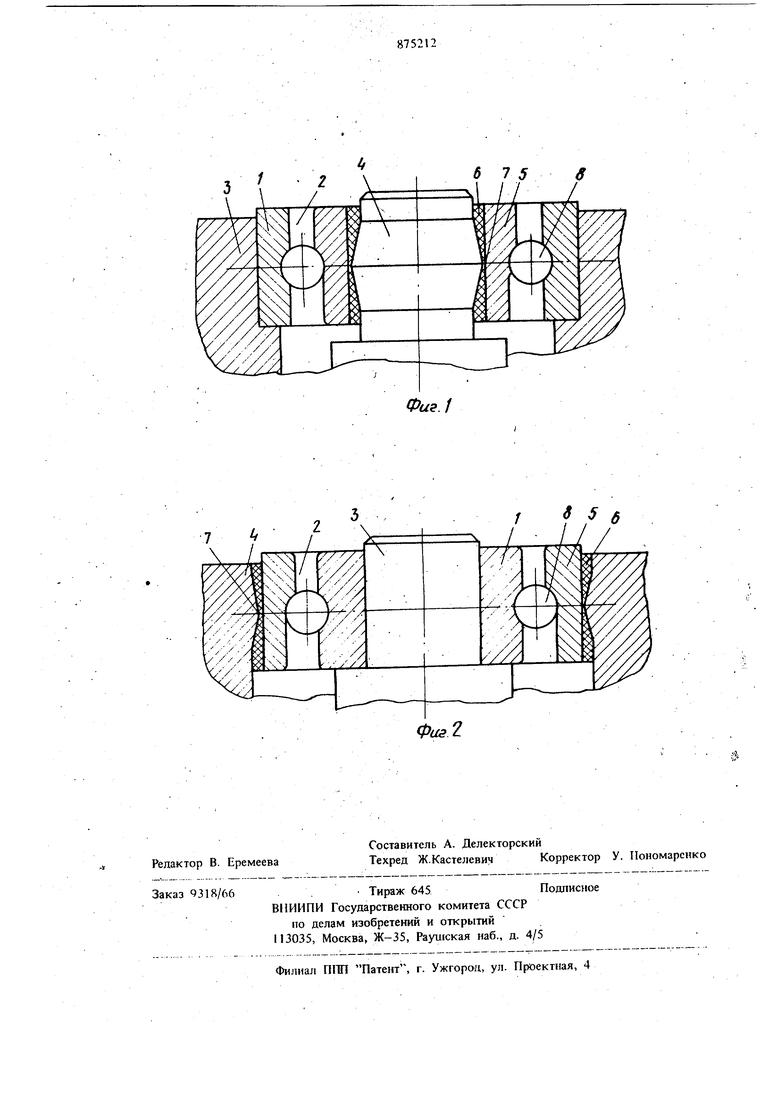
Изобретение относится к области гироскопического приборостроения, преимущественно к производству гироскопических электродвигателей. Известно, что долговечность и стабильность центра масс гиродвигателя (ГЩ) зависит от точности посадки и фиксации колец шарикопод шипников (ШП) во врашаюшемся и неврашаюшемся элементах конструкции ГД, т.е. от сборки разборных 111П в ГД. Известен селективный способ сборки щп в ГД, сущность которого заключается в том, что размеры сопрягаемых деталей ГД и ШП подразделяются на селективные группы для- обеспе чения при неподвижной посадке натяг +0,002 м а при подвижной посадке - зазор 0,004 - 0,008 мм. 1:.сли в собранном ГД вращается внутреннее кольцо llUl, то оно имеет, как правило, неподвижную посадку, а если наружное, то подвижную, и наоборот 1. Недостатком такого способа является то, что кольца ИНТ располагаются строго по геомет рии посадочных мест элементов ГД и в случае HecoocFRicTH последних имеет место взаимный перекос беговых порожек колец, приводящий к повышению фовня вибрации, величины момента трения, снижению стабильности момента трения, точности и долговечности ГД. Известен также способ сборки ШП в ГД, при котором монтаж колец ШП осуществляют на клее в совокупности с кардановой самоцентрирующейся щайбой, устанавливаемой под наружное кольцо ШП, а полимеризацию клея производят в процессе врашения. Этот способ сборки ШП позволяет обеспечить самоустановку беговых дорожек колец ШП в оптимальном положении. При этом толщина клеевого слоя находится в пределах 0,010-0,025 мм (2. Недостатком этого способа является то, что в процессе сборки кольцо ШП может сместиться в радиальном направлении относительно оси вращения на величину толщины клеевого слоя в зазорах между склеиваемыми поверхностями, т.е. на величину 0,02-0,05 мм. Вместе со смещением колец ШП происходит смещение вращающихся элементов относительно невращающихся элементов ГД, что приводит к эксцентриситету ротора относительно статора. неравномерности воздушного зазора между ротором и статором, искажению электромагнит ного и теплового полей, появлению электромагнитной составляющей вибрации, затруднению балансировки ротора и, как следствие, к снижению долговечности и стабильности центра масс ГД. Цель изобретения - повышение долговечнос ти ГД и стабильности его центра масс. 11оставленная цель достигается тем, что сбор ка Uin в ГД осуществляется путем посадки колец ШП во вращающийся и невращающийся элементы конс:1рукции и фиксации кольца на невращающемся элементе с помощью клея, полимеризуемого при вращении ротора ГД, причем до полимеризации клея между кольцом ШП и невращающимся элементом фор мируют клинообразные зазоры с центральным пояском линейного напряженного контакта и перемещают кольцо в осевом направлении по отношению к невращающемуся элементу до установления центров шариков в плоскости линии контакта. На фиг. 1 схематически показана сборка ШП с вращающимся наружным кольцом; на фиг. 2 - то же, вращающимся внутренним кольцом. Способ сборки ШП в ГД осуществляют сле дующим образом. Производят посадку и фиксацию вращающегося кольца 1 шарикоподшипника 2 во враща ющийся элемент 3 конструкции ГД по неподвижной посадке. Между невращающимся элементом 4 конструкции ГД и невращающимся кольцом 5 шарикоподшипника 2 формируют клинообразные зазоры 6 с центральным поясхКом линейного напряженного контакта 7. Заполняют клинообразные зазоры 6 клеем. Пере мещают невращающееся кольцо 5 в осевом направлении по отношению к невращающемуся элементу 4 конструкции ГД до устаиов.чения центров 1иарикОБ 8 в плоскости линии контак 24 та 7. Приводят во вращение вращающийся элемент 3 конструкции ГД совместно с вращающимся кольцом 1 щарикоподпшпника 2 при воздействии на кольцо 1 заданной внешней осевой нагрузки до полной полимеризации клея, после чего кольцо 1 фиксируется. Проведение указанных операций обеспечит требуемую точность выставки вращающихся элементов относительно извращающихся элементов конструкции ГД и самовыставку колец ШП относительно оси вращения, в результате чего .повысится долговечность ГД и стабильность его центра масс. Формула изобретения Способ сборки шарикОподпшпника в гиродвигателе путем посадки колец шарикоподщипника во вращаюилийся и невращающийся, элементы конструкции и фиксации кольца на невращающемся элементе с помощью клея, полимеризуемого при вращении ротора гиродвигателя, отличающийся тем, что, с целью повышения долговечности гиродвигателя и стабильности его центра масс, до полимеризации клея между кольцом шарикдподшипника и невращающимся элементом формируют клинообразные зазоры с центральным пояском линейного напряженного контакта и перемещают кольцо в осевом направлении по отношению к невращаюшемуся элементу до установления. центров шариков в плоскости линии контакта. . Источники информации, принятые во внимание при экспертизе 1.Асе Б. А., Уразаев 3; Ф. и Мясников Б. Я. Сборка, регулировка и испытание авиационных приборов. М., Машиностроение, 1969, с. ПО. 2.Сломянский Г. А. и др. Детали и узлы гироскопических приборов. М., Машиностроение, 1976, с. 89, рис. 8.4 (прототип).
