Изобретение относится к области раздачи труб обработкой давлением.
Известна некруглая оправка для получения некруглых труб методом прокатки
Оправка вводится в труб и подается че- рез валки, обжимающие трубу.
Известна также инструментальная головка, содержащая ролик переменного профиля, соответствующий профилю изделия, установленный на cffipasKe под. углом 3-15°. Эта головка может испопьзсжаться для получения некруглых труб.
Недостаткоь :известной 1шструментальной головки является наличие радиальных усилий, возникающих в процессе деформации из-за несимметричности приложения деформируюшего усилия. Это приводит к повышению мощности станка. Кроме того, известная головка не обеспечивает достаточной производительности процесса.
Целью изобретения является снижение усилий деформирования, а также псеьпцение производительности процесса.
Эта цель достигается тем, что предла.гаемая головка снабжена по крайней мере
одним дополнительным формующим роликом,установленным на оправке по отношению к первому с противоположным углом наклона, при этом все ролики связаны между собой синхронизирующими штангами, относительно которых ролики установлены с возм« 1шосты качания.
Кроме того, консольная часть оправки снабжена оп:орой качения.
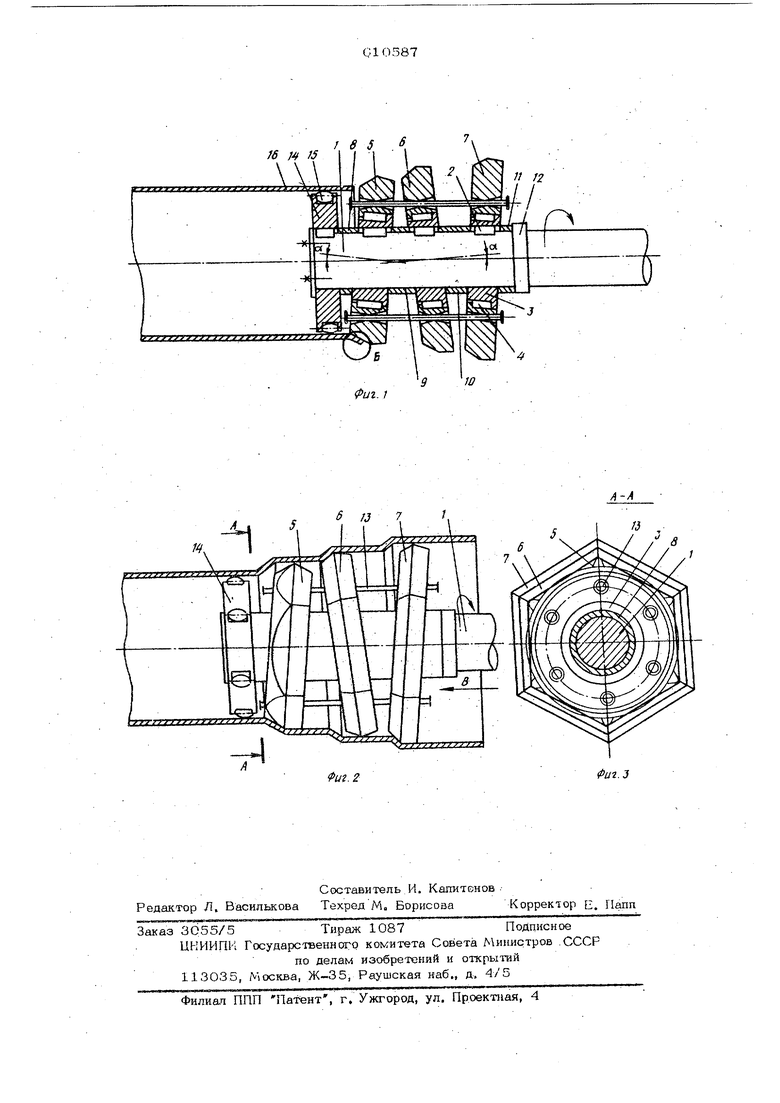
На фиг. 1 изображена предлагаемая инструментальная головка в момент начала процесса деформации заготовки; на фиг. 2 инструментальная головка в момент установившегося процесса Деформации; на фиг. 3 - сечение А-А на фиг. 2.
Инструментальная головка имеет следу1ощую конструкцию.
На оправке 1 при помощи щпонск 2 закреплены втулки 3. На втулках 3 при nowtvщи подшшшиков 4 смонтированы формующие ролики 5, 6, 7 с возможностью вращения последних относительно втулок. Формующие ролики имеют переменный профиль, соответствующий профилю изделия, например щестагранник. Фиксация формующих роликов В осевом направление осуществляется распорными втулками 8, 9,.10, 11 с упором в бурт 12 оправки. Втулки 3 смонтированы так, что два смежных ролика, например- 5 и 6, 6 и 7 имеют противоположный угол наклона об 3-1 5f Для удержания роликов в фиксированном положении один относительно другого через отверстия, выполненные в роликах, продеты синхронизирующие штанги 13, на концах ко торых закреплены шайбы, которые предохра няют штанги от произвольного вы.хода из отверстий формующих роликов. На консольном конце оправки 1 смонтирована опора качения, выполненная в виде диска 14, по окружности которого установлены onopHBte ролики 15. Инструментальная головка работает сле.дующим образсм. Вначале установленную соосно с трубой заготовкой 16 головку вводят в контакт с последней, перемещая головку вдоль оси за готовки. Причем заготовка 16 и ролик 5 (фиг, 1) сцепляются в локальной зоне Б за счет деформации заготовки в зоне контакта. Затем оправке 1 сообщают вращение и осевое перемещение по стрелке В, Так как заготовка 16 в процессе деформации остае ся неподвижной (зажата в стационарном за жиме, например в тисках), а ролик 5 сцеплен с заготовкой 16, то он будет совершат осциллирующее движение (поворотно-качающееся движение), деформируя заготоЬку в зонах бегущего контакта (зоны контакта будут совершать винтовое движение по заготовке). Так как ролик 5 соединен посред ством синхронизирующих штавг 13 с роликами 6 и 7, то последние также приобрету осциллирующее движение с одинаковой частотой. Перемещая оправку 1 в осевом направлении, далее в зону деформации войдет ролик 6, а затем ролик 7, причем получение значительных деформаций достигается за счет увеличения диаметров последующих роликов (диаметр ролика 6 больше диаметра ролика 5 и т.д.). В установившемся режиме (процесс показан на фиг. 2) каждый ролик совершает СВОЮ деформацию, причем каждому из роликов могут быть отведены различные технологические функш4И. Например, ролик 5 совершает наибольшую деформацию, ролик 6 придает заготовке близкую к получению форму, а ролик 7 калибрует полученное изделие, придавая ему точные геометрические размеры. Наличие нескольких роликов дает вскзможность получить изделие за один проход, что повышает производителыюсть г оповки. Расположение роликов с противоположным углом наклона способствует снижению усилий деформирования за счет компенсации радиальных усилий, возникающих на формиР5ПЮ1Ш1Х роликах. Предлагаемая инструментальная головка может применяться как при изготовлении круглых в сечении труб, так и некруглых (овалЕзНых, многогранных, ребристых) из трубной заготовки. Высокие эксплуатационные качества головки состоят в том, что для ее применения можно .использовать серийное металлорежущее оборудование, например токарные станки, причем оправка может быть как вращаюш.аяся для невращающ&йся заготовки, так и невращающаяся для вращающейся заготовки. Формула изобретен.ия 1.Инструментальная головка для получения изделий из труб, содержащая установленный на консольной оправке профилированный формующий ролик, ось которого наклонена к оси оправки на 3-15 , отличающаяся тем, что, с целью уменьшения усилий деформирования и повышения производительности, она снабжена по крайней мере одним дополнительным формующим роликом, установленным по отношению к первому с противоположным углом наклона, а также связывающими ролики между собой синхронизирующими штангами, относительно которых ролики установлены с возможностью качания 2.Инструментальная головка по п. 1, (отличающаяся тем, что консольная часть оправки снабжена опорой качения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для формовки труб | 1979 |
|
SU940977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| Устройство для получения внутренних шлицев на трубчатых заготовках | 1988 |
|
SU1574440A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |
| Обкатной станок ук-1 | 1975 |
|
SU764795A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| РАСКАТКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ С ПЛАНЕТАРНЫМ ОСЦИЛЛИРУЮЩИМ ДВИЖЕНИЕМ | 2010 |
|
RU2438852C2 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ СТВОЛОВ ОРУЖИЯ (ВАРИАНТЫ) | 2010 |
|
RU2449851C2 |
/J 7
fut. 2
Фиг.З 7
