Изобретения относятся к области машиностроения и могут быть использованы при изготовлении стволов охотничьего, служебного и боевого оружия с профильным каналом (овальный, треугольный и др.), идущим по винтовой линии по всей длине ствола.
Известен способ изготовления стволов охотничьих и служебных ружей, включающий операции сверления цилиндрической заготовки и получение профильного канала ствола (овал) так называемой овальной сверловкой [Крейцер Б.А. и др. Охотничьи ружья и боеприпасы: - М.: Физкультура и спорт, 1957, с.34]. Однако данный способ в отечественной промышленности применения не нашел ввиду очень высокой трудоемкости изготовления.
Известен способ изготовления стволов охотничьих и служебных ружей, включающий прошивку цилиндрической заготовки на прошивных станах поперечно-винтовой прокатки, травление цилиндрических трубных заготовок, радиальную ковку, термическую обработку и механическую обработку до геометрических размеров изделия [Крекнин Л.Т. Производство автоматического оружия, т.1. - Ижевск. - 1998. - 237 с].
Данный способ изготовления стволов обладает высокой трудоемкостью изготовления, использованием операции травления для удаления окалины, относящийся к вредным условиям производства, высокий процент брака ввиду обнаружения на финишных операциях закатов, плен, остающихся после операции прошивки. Кроме того, не всегда позволяет выполнить ствол с желаемым профилем канала ствола.
Известен способ изготовления стволов охотничьего оружия, включающий образование в цилиндрической заготовке ствола профильного канала различного поперечного сечения, идущего по винтовой линии с заданным шагом по длине, образованного горячим пластическим деформированием трубной заготовки деформирующим инструментом при ее вращении на свободно вращающемся инструменте [Патент RU 2151016, МКИ В21Н 3/08; F41А 21/00, Авторы: Шаврин О.И., Дементьев В.Б., Маслов Л.Н. Опубл. 20.06.2000 г. Бюл. 17]. Однако данный способ имеет существенный недостаток - неполное заполнение металлом заготовки профиля изготавливаемого канала ствола при пластическом формообразовании.
Также известен способ изготовления стволов охотничьих и служебных ружей с гладким и профильным сечением канала ствола, закрученным по винтовой линии, включающем образование профильного канала различного поперечного сечения горячим пластическим деформированием трубной заготовки в трехроликовом деформирующем узле на профильной водоохлаждаемой оправке. Деформирование заготовки проводят при температуре 700…750°С, вращение заготовки осуществляется в сторону, противоположную углу наклона профиля водоохлаждаемой оправки, а угол разворота деформирующих роликов выбирается равным 0,5…0,8 угла наклона винтового профиля канала ствола [Патент RU 2215601, МПК В21В 19/04, В21Н 3/08, Авторы: Дементьев В.Б., Стерхов М.Ю. Опубл. 10.11.2003 г.].
Недостатком вышеприведенных способов изготовления стволов стрелкового оружия является то, что при их использовании не всегда может быть получено благоприятное напряженное состояние с точки зрения эксплуатации.
Наиболее близким является способ [Патент RU 2270260 С1. авторы: Скворцов А.Н., Шаврин О.И., Крекнин Л.Т. Опубл. 20.02.2006. бюл. №5] объемной термомеханической обработки изделий, включающий нагрев до температуры аустенизации, пластическую деформацию, осуществляемую винтовым обжатием, последеформационную выдержку, двухстороннее (с внутренней и наружной поверхности) спрейерное охлаждение и последующий отпуск, отличающийся тем, что перед обжатием производится водное контролируемое предварительное подстуживание наружной поверхности. Предварительное подстуживание может производиться водовоздушной смесью. Особенностью данного способа является одновременное использование двух схем термомеханической обработки: высокотемпературной для внутренней поверхности и низкотемпературной для наружной поверхности.
При использовании данного способа основным недостатком является низкий коэффициент использования материала, связанный с тем, что изделие, полученное по данному способу, требует значительной механической доработки по наружному контуру и не предусмотрена возможность получения сложного (изменяемого по длине) профиля канала ствола.
Отличие предлагаемого способа от прототипа заключается в том, что при реализации наряду с известными переходами объемной термомеханической обработки изделий, включающих нагрев до температуры аустенизации, контролируемое предварительное подстуживание наружной поверхности перед деформацией, последеформационную выдержку, двухстороннее (с внутренней и наружной поверхности) спрейерное охлаждение и последующий отпуск, дополнительно:
- пластическая деформация винтовым обжатием производится в трехроликовом деформирующем узле с управляемым изменением контура наружного профиля ствола за счет разведения и разворота роликов относительно оси канала ствола;
- получение сложного профиля канала ствола за счет управляемого продольного перемещения в очаге деформации сложнопрофильной короткой удерживаемой оправки, что позволяет значительно повысить КИМ и получать ствол с требуемыми геометрическими характеристиками.
В качестве прототипа устройства принято устройство термомеханической обработки [Патент RU 2337146. Авторы: Скворцов А.Н., Шаврин О.И., Крекнин Л.Т., Дементьев В.Б., Князев А.Г. Приоритет от 26.04.2006], содержащее узлы нагрева, охлаждения, вращения и перемещения детали и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности Устройство содержит перед узлом деформирования дополнительно установленный спрейер предварительного контролируемого подстуживания наружной поверхности.
Недостатком известного устройства является низкий коэффициент использования материала, связанный с необходимостью дополнительной механической обработки наружного профиля ствола и получением сложного внутреннего профиля канала ствола.
Задачей изобретений является повышение качества изготовления стволов оружия с повышением коэффициента использования материала.
Поставленная задача в способе изготовления стволов оружия достигается путем нагрева до температуры аустенизации, способ изготовления сложного профиля ствола оружия, включающий водное контролируемое предварительное подстуживание наружной поверхности ствола, объемную пластическую деформацию, осуществляемую винтовым обжатием, последеформационную выдержку, спрейерное охлаждение внутренней и наружной поверхностей ствола и последующий отпуск, отличающийся тем, что объемную пластическую деформацию осуществляют управляемым формированием стенки ствола, а создание сложного профиля канала ствола осуществляют путем управляемого продольного перемещения оправки в процессе изменения профиля канала ствола.
Для практической реализации способа изготовления стволов предназначено устройство для изготовления сложного профиля ствола оружия, содержащее узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности. Дополнительно введен механизм управляемого разведения и одновременного разворота роликов, позволяющий формировать в процессе объемной пластической деформации сложный профиль ствола.
По второму варианту изготовления стволов оружия предназначено устройство, содержащее узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности. Дополнительно введен механизм управляемого продольного перемещения оправки, позволяющий в процессе объемной пластической деформации при изменении канала профиля ствола формировать сложный профиль канала ствола.
По третьему варианту изготовления стволов оружия предлагается устройство, узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности. Дополнительно введены механизм управляемого разведения и одновременного разворота роликов, позволяющий формировать в процессе объемной пластической деформации сложный профиль ствола и механизм управляемого продольного перемещения оправки, позволяющий в процессе объемной пластической деформации при изменении профиля канала ствола формировать сложный профиль канала ствола.
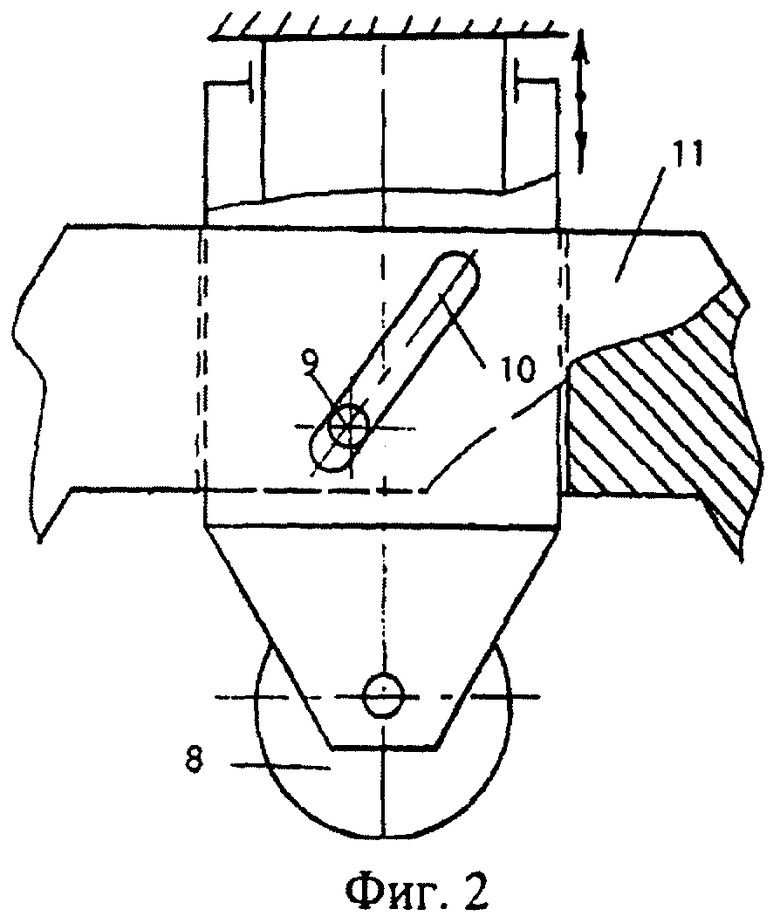
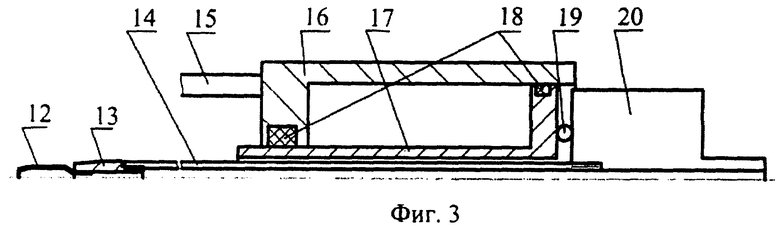
Способ и устройство для изготовления сложного профиля ствола оружия представлено на чертежах, где на фиг.1. приведена общая схема устройства, на фиг.2 - схема механизма управляемого разведения и разворота роликов, на фиг.3 - схема механизма управляемого продольного перемещения оправки.
Устройство изготовления стволов оружия состоит из следующего:
1 - устройство индукционного нагрева (на схеме представлено индуктором);
2 - заготовка;
3 - спрейер предварительного подстуживания;
4 - трехроликовый узел деформирования;
5 - узел охлаждения (на схеме представлен наружным спрейером);
6 - привод вращения;
7 - привод продольного перемещения;
8 - ролик;
9 - шип;
10 - профильный паз;
11 - деформирующая головка;
12 - внутренний спрейер;
13 - оправка;
14 - полая штанга;
15 - промежуточная штанга;
16 - цилиндр механизма управляемого продольного перемещения оправки;
17 - шток механизма управляемого продольного перемещения оправки;
18 - уплотнение;
19 - упорный подшипник;
20 - узел крепления оправки.
Механизм управляемого разведения и разворота роликов входит в состав трехроликового узла деформирования 4. Схема механизма управляемого разведения и разворота роликов представлена на фиг.2.
Продольное перемещение профильной оправки для формирования профиля канала ствола осуществляется механизмом продольного перемещения оправки. Схема механизма управляемого продольного перемещения оправки приведена на фиг.3. Механизм укрупнении состоит из цилиндра 16, штока 17 и уплотнений 18.
При изменении наружного и внутреннего диаметра изменяется степень деформации ε, при этом должен изменяться угол разворота роликов относительно продольной оси заготовки. Для этого используется механизм управляемого разведения и разворота роликов для установки угла разворота роликов в соответствии с изменением диаметра заготовки.
Механизмы управляемого разведения и разворота роликов и управляемого продольного перемещения оправки действуют от гидросистемы устройства и управляются от блока управления устройства.
Устройство изготовления стволов оружия работает следующим образом.
Заготовка 2, закрепленная на валу привода вращения 6, например, с использованием штифтового разъемного соединения, нагревается токами высокой частоты в узле 1 нагрева (многовитковый индуктор) до требуемой температуры, после достижения которой, включается привод поступательного перемещения, далее процесс осуществляется непрерывно-последовательно;
- при вхождении заготовки в спрейер предварительного подстуживания 3 происходит контролируемое подстуживание наружной поверхности до заданной температуры. Температура подстуживания поддерживается автоматически в течение всего процесса;
- деформирование осуществляется в трехроликовом узле деформирования 4 на короткой удерживаемой оправке 13. Для замкнутости силовой схемы ролики расположены через 120° в плоскости, перпендикулярной оси детали, и повернуты относительно продольной оси детали на угол р.
При изменении наружного контура механизмом управляемого разведения и разворота роликов 8 ролики разводятся на необходимое расстояние и автоматически разворачиваются на требуемый угол р. Разворот роликов осуществляется следующим образом: при увеличении обрабатываемого размера ролики 8, закрепленные в подвижной вилке, управляемо разводятся и одновременно, следуя шипом 9 по профильному пазу 10, подвижная вилка поворачивается на требуемый угол р относительно деформирующей головки 11 устройства. Разведение осуществляется за счет дозированного удаления гидравлической жидкости из полости гидроцилиндров механизма управляемого разведения и разворота роликов входящих в гидросистему оборудования и управляемую блоком управления устройства.
При изменении профиля канала ствола механизмом управляемого продольного перемещения оправки профильная оправка перемещается в требуемом направлении.
Узел крепления оправки работает следующим образом. Полая удерживаемая оправка 13 крепится в полой штанге 14 узла крепления оправки с механизмом продольного перемещения оправки, спрейер внутреннего охлаждения 12 крепится с использованием резьбового соединения в оправке. Охлаждающая жидкость через штуцер узла крепления оправки 20 подается последовательно в полую штангу, оправку и внутренний спрейер для охлаждения внутренней поверхности ствола. Узел крепления оправки закреплен с помощью промежуточных штанг 14 в трехроликовом узле деформирования. Для нейтрализации передачи крутящего момента с узла крепления оправки на механизм продольного перемещения предназначен упорный подшипник 19. Для перемещения профильной оправки в направлении, противоположном направлению перемещения заготовки, дозировано подается жидкость в полость механизма продольного перемещения оправки, для противоположного перемещения оправки жидкость дозировано удаляется из полости механизма продольного перемещения оправки.
В зависимости от варианта реализации устройства могут быть получены различные типы стволов:
- с цилиндрическим или сложным наружным контуром;
- с цилиндрическим (гладкоствольное оружие) или профильным (нарезное оружие) каналом ствола;
- со сложным каналом ствола, например, ствол с последовательными цилиндрическим, коническим, нарезным участком и сформированным патронником в одном технологическом цикле.
В последующем для обеспечения процессов полигонизации по сечению проводится необходимая последеформационная выдержка;
- двухстороннее неравномерное охлаждение обеспечивается внутренним 12 и наружным 5 спрейерами, составляющими узел охлаждения. Подача охлаждающей жидкости во внутренний спрейер обеспечивается через короткую полую удерживаемую оправку 13, закрепленную в полой штанге узла крепления оправки.
Устройство производит обжатие детали до 30%. По окончании цикла рабочие органы возвращаются в исходное положение.
Детали, обрабатываемые на устройстве изготовления стволов оружия, обладают повышенной прочностью и позволяют повысить эксплуатационные нагрузки.
Предлагаемый способ и варианты устройства сочетают получение желаемого профиля канала ствола за счет использования короткой профилированной водоохлаждаемой оправки, свободно вращающейся в удерживающем устройстве, полное заполнение металлом заготовки профиля канала ствола, изготавливаемого с получением благоприятного напряженного состояния и за счет управляемого объемного горячего деформирования более высокими характеристиками геометрической точности (разностенности, непрямолинейности канала ствола) по отношению к вышеприведенным. Использование механизма управляемого разведения и разворота роликов позволяет формировать в процессе объемной пластической деформации сложный профиль ствола оружия, использование механизма управляемого продольного перемещения оправки позволяет формировать сложный профиль канала ствола.
Группа изобретений относится к области машиностроения и используется для изготовления стволов оружия с профильным каналом. Способ изготовления сложного профиля ствола оружия включает нагрев до температуры аустенизации, водное контролируемое предварительное подстуживание наружной поверхности ствола, объемную пластическую деформацию, осуществляемую винтовым обжатием, последеформационную выдержку, спрейерное охлаждение внутренней и наружной поверхностей ствола и последующий отпуск. При этом объемную пластическую деформацию осуществляют управляемым формированием стенки ствола, а создание сложного профиля канала ствола осуществляют путем управляемого продольного перемещения оправки в процессе изменения профиля канала ствола. Устройство для изготовления сложного профиля ствола оружия содержит узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности. Устройство снабжено механизмом управляемого разведения и одновременного разворота роликов, позволяющим формировать в процессе объемной пластической деформации сложный профиль ствола, и/или механизмом управляемого продольного перемещения оправки, позволяющим в процессе объемной пластической деформации при изменении профиля канала ствола формировать сложный профиль канала ствола. Технический результат заключается в повышении характеристик геометрической точности изготовленного ствола оружия. 4 н.з. ф-лы, 3 ил.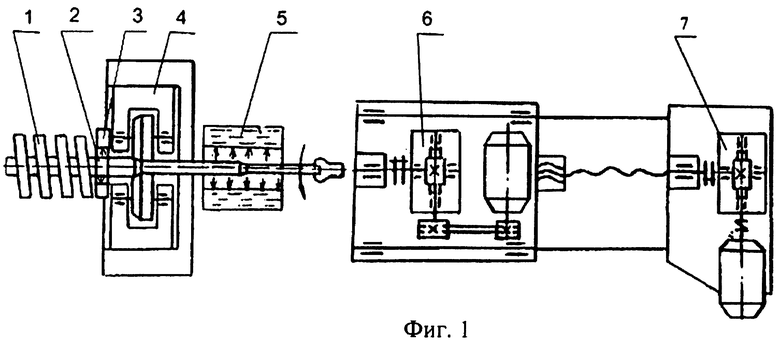
1. Способ изготовления сложного профиля ствола оружия, включающий нагрев до температуры аустенизации, водное контролируемое предварительное подстуживание наружной поверхности ствола, объемную пластическую деформацию, осуществляемую винтовым обжатием, последеформационную выдержку, спрейерное охлаждение внутренней и наружной поверхностей ствола и последующий отпуск, отличающийся тем, что объемную пластическую деформацию осуществляют управляемым формированием стенки ствола, а создание сложного профиля канала ствола осуществляют путем управляемого продольного перемещения оправки в процессе изменения профиля канала ствола.
2. Устройство для изготовления сложного профиля ствола оружия, содержащее узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности, отличающееся тем, что введен механизм управляемого разведения и одновременного разворота роликов, позволяющий формировать в процессе объемной пластической деформации сложный профиль ствола.
3. Устройство для изготовления сложного профиля ствола оружия, содержащее узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности, отличающееся тем, что введен механизм управляемого продольного перемещения оправки, позволяющий в процессе объемной пластической деформации при изменении канала профиля ствола формировать сложный профиль канала ствола.
4. Устройство для изготовления сложного профиля ствола оружия, содержащее узел нагрева, спрейер предварительного контролируемого подстуживания наружной поверхности ствола, узлы охлаждения, вращения, перемещения ствола и узел деформации, выполненный в виде трех гладких роликов, равномерно расположенных по окружности, отличающееся тем, что введены механизм управляемого разведения и одновременного разворота роликов, позволяющий формировать в процессе объемной пластической деформации сложный профиль ствола и механизм управляемого продольного перемещения оправки, позволяющий в процессе объемной пластической деформации при изменении профиля канала ствола формировать сложный профиль канала ствола.
| УСТРОЙСТВО ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2337146C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛОВ ОХОТНИЧЬЕГО ОРУЖИЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2151016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ СПИРАЛЬНЫМИ РЕБРАМИ | 1999 |
|
RU2172223C2 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ВНУТРЕННИХ ВИНТОВЫХКАНАВОК | 0 |
|
SU315496A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| УСТРОЙСТВО для НАКАТЫВАНИЯ ВНУТРЕННИХ ВИНТОВЫХКАНАВОК | 0 |
|
SU315496A1 |
| Стан для прокатки изделий с внут-РЕННЕй РЕзьбОй | 1978 |
|
SU841743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |

