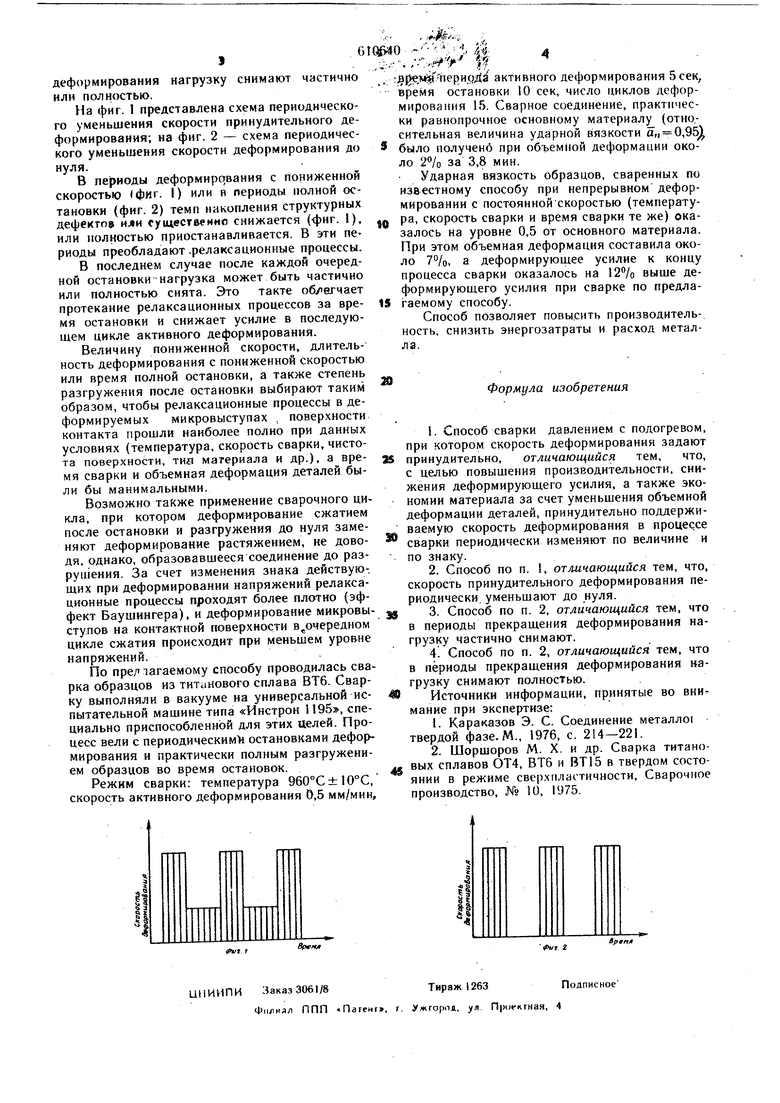
деформирования нагрузку снимают частично или полностью. На фиг. 1 представлена схема периодического уменьшения скорости принудительного деформирования; на фиг. 2 - схема периодического уменьшения скорости деформирования до нуля. В пе риоды деформнрования с пониженной скоростью (фиг. 1) или в периоды полной остановки (фиг. 2) темп накопления структурных дефектов И.11И еущесгвеннс снижается (фиг. I), или полностью приостанавливается. В эти периоды преобладают .релаксационные процессы. В последнем случае после каждой очередной остановки нагрузка может быть частично или полностью снята. Это такте обуегчает протекание релаксационных процессов за время остановки и снижает усилие в последующем цикле активного деформирования. Величину пониженной скорости, длительность деформирования с пониженной скоростью или время полной остановки, а также степень разгружения после остановки выбирают таким образом, чтобы релаксационные процессы в деформируемых микровыступах . поверхности контакта прошли наиболее полно при данных условиях (температура, скорость сварки,чистота поверхности, тия материала и др.), а время сварки и объемная деформация деталей были бы манимальнымн. Возможно также применение сварочного цикла, при котором деформирование сжатием после остановки и разгружения до нуля заменяют деформирование растяжением, не доводя, однако, образовавшееся соединение до разрушения. За счет изменения знака действую-, щих при деформировании напряжений релаксационные процессы проходят более плотно (эффект Баушингера), и деформирование мнкровыступов на контактной поверхности в очередном цикле сжатия происходит при меньшем уровне напряжений.. По прел laraeMOMy способу проводилась сварка образцов из титанового сплава ВТ6. Сварку выполняли в вакууме на универсальной испытательной машине типа «Инстрон 1195, специально приспособленной для этих целей. Процесс вели с периодическимк остановками дефорь мирования и практически полным разгружением образцов во время остановок. Режим сварки: температура 960°С±10°С, скорость активного деформирования 0,5 мм/мин. о о и , ;.-. J 6S nepH,Qrfa активного деформирования 5 сек, время остановки 10 сек, число циклов деформирования 15. Сварное соединение, практически равнопрочное основному материалу (отно,сительная величина ударной вязкости а„ 0,951 было полученб при объемной деформации около 2% за 3,8 мин. Ударная вязкость образцов, сваренных по известному способу при непрерывном деформировании с постоянной скоростью (температуpa, скорость сварки и время сварки те же) оказалось на уровне 0,5 от основного материала. При этом объемная деформация составила около 7%, а деформируюшее усилие к концу процесса сварки оказалось на 12% выше деформируюш,его усилия при сварке по предлагаемому способу. Способ позволяет повысить производительность, снизить энергозатраты и расход металла. Формула изобретения 1.Способ сварки давлением с подогревом, при котором скорость деформирования задают принудительно, отличающийся тем, что, с целью повышения производительности, снижения деформирующего усилия, а также экономии материала за счет уменьшения объемной деформации деталей, принудительно поддерживаемую скорость деформирования в процессе сварки периодически изменяют по величине и по знаку. 2.Способ по п. 1, отличающийся тем, что, скорость принудительного деформирования периодически, уменьшают до нуля. 3.Способ по п. 2, отличающийся тем, что в периоды прекращения деформирования нагрузку частично снимают. 4.Способ по п. 2, отличающийся тем, что в периоды прекращения деформирования нагрузку снимают полностью. Источники информации, принятые во вни мание при экспертизе: 1.Караказов Э. С. Соединение металло твердой фазе.М., 1976. с. 214-221. 2.Шоршоров М. X. и др. Сварка титановых сплавов ОТ4, ВТб и ВТ 15 в твердом состоянии в режиме сверхпластичности. Сварочное производство, № 10, 1975.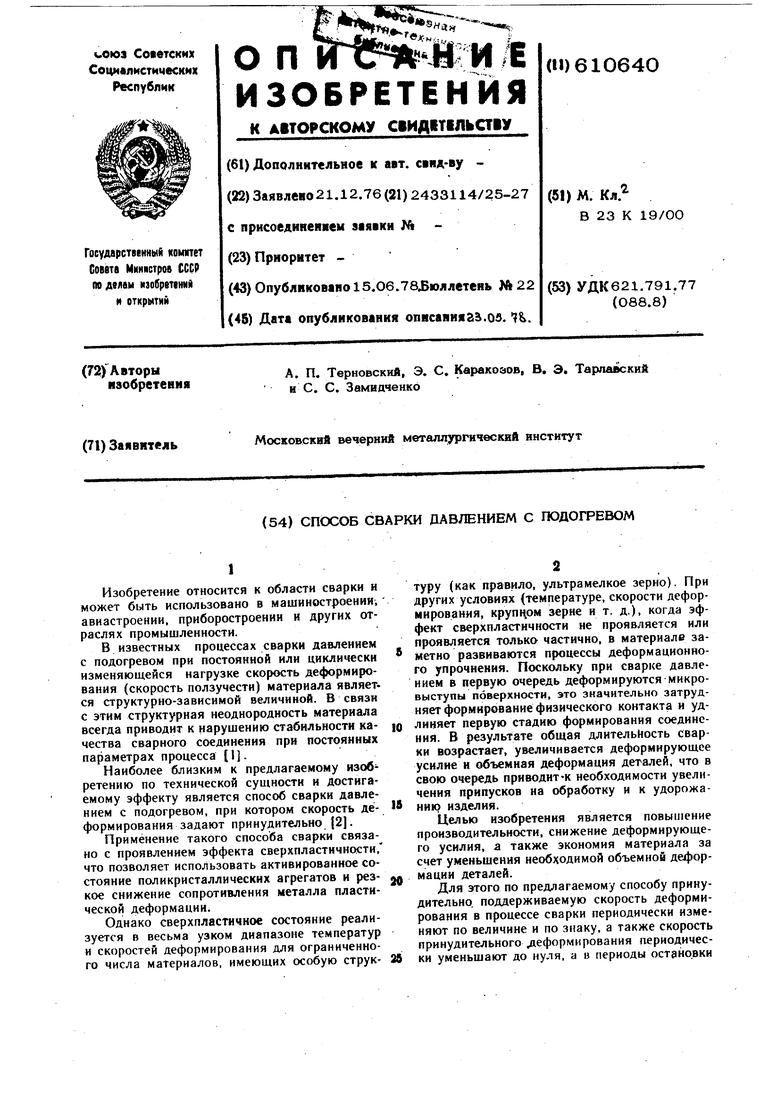
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2016 |
|
RU2641215C2 |
| Способ сварки давлением с подогревом | 1977 |
|
SU645797A2 |
| Способ сварки давлением с подогревом | 1977 |
|
SU625870A1 |
| Способ контроля процесса сварки давлением | 1977 |
|
SU766791A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВОГО СПЛАВА | 2009 |
|
RU2415738C1 |
| Способ сварки давлением | 1977 |
|
SU631282A1 |
| Способ сварки кольцевых стыков | 1986 |
|
SU1391843A1 |
| Способ сварки трением | 1987 |
|
SU1447614A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Способ ультразвуковой сварки | 1990 |
|
SU1764899A1 |
