|i «
&
Изобретение относится к сварке, в частности к сварке трением, и может быть использовано в машиностроении, авиастроении и других областях про- ь&шшенно с ти.
Целью изобретения является повьше- иие качества сварного соединения, улучшение условий эксплуатации оборудования и уменьшение припуска на сварку,
. Способ осуществляют следующим образом,
Сьариваемые заготовки закрепляют в зажимных патронах сварочной машины и сообщают пшинделю вращение. После набора максимальных оборотов шпинделя привод отключают, а заготовки вводят в соприкос1ювани.е с прило1-ча- осевого yctimrn. Под действиг л , схватывания частота вращения па- д..е г.; и ло достижении 35% каксималь- пого ее значения включают привод для повторного разгоПр шпинделя. Мак- симальную частоту вращения, осевое усилиеJ длительность цикла изменения частоты вращения и их количество выбирают таким образом, чтобы припуск на сварку н время нагрева были мини- мал ьньша.
При дост .скении контактными поверхностями темпгратуры несколько ниже температуры и лаБления г-5етйлла вращение прекращают и подстуживают на воздухе зону соединения до температу- рм 1 оЧала пoJ7имopфнoгo превращения. Проковку осуществляют в процессе noj3HMOp(i)Hrtro превращения с постоян™ иой принудительной скоростью деформирования,
П р 1 м ер. Производили сварку о6разцоз диаметром 20 мм из титаново го сплава ВТ-9 на специальном стендк Зйготовки закрепляли ; ззжш-шых прис noco6j;SHHHX ствндй И шпиндельный узг передней бабкн приводили во вращение с частотой 4600 об/мин. Привод отклзо чали от шпикдеяыюго узла, а заготовки ДОЕОДШ1Ч до соприкосновения с ппь-ложенкек. давления нагрвБа 90 МПа. Тосле снижения частоты вращения до 1610 об/мин в течение 1,5 ч привод повторно подк. аочалн к шпиндельному узлу, последний разгоняли до АбОО об /MHsSi -т,.е, до начальной частоты вращения, В стадии нагрева продолжитель костью ; с 5ьто использовано два цикла изн.-.ания частоты вращения. Вращение прекращали после нагрева
to
IS
20
25
.
-.
.,
30
476142
зоны стыка до 1430±20 С, контроль температур осуществляли термопарой на эталонном образце, затем подсту- живали зону соединения до t на воздухе (t 99П с - температура начала полиморфного превращения для титанового сплава ВТ-9). Проковку осуществляли при температуре сплава в зоне соединения 950ilO C (процесс полиморфного превращения) с принудительной скоростью деформирования .
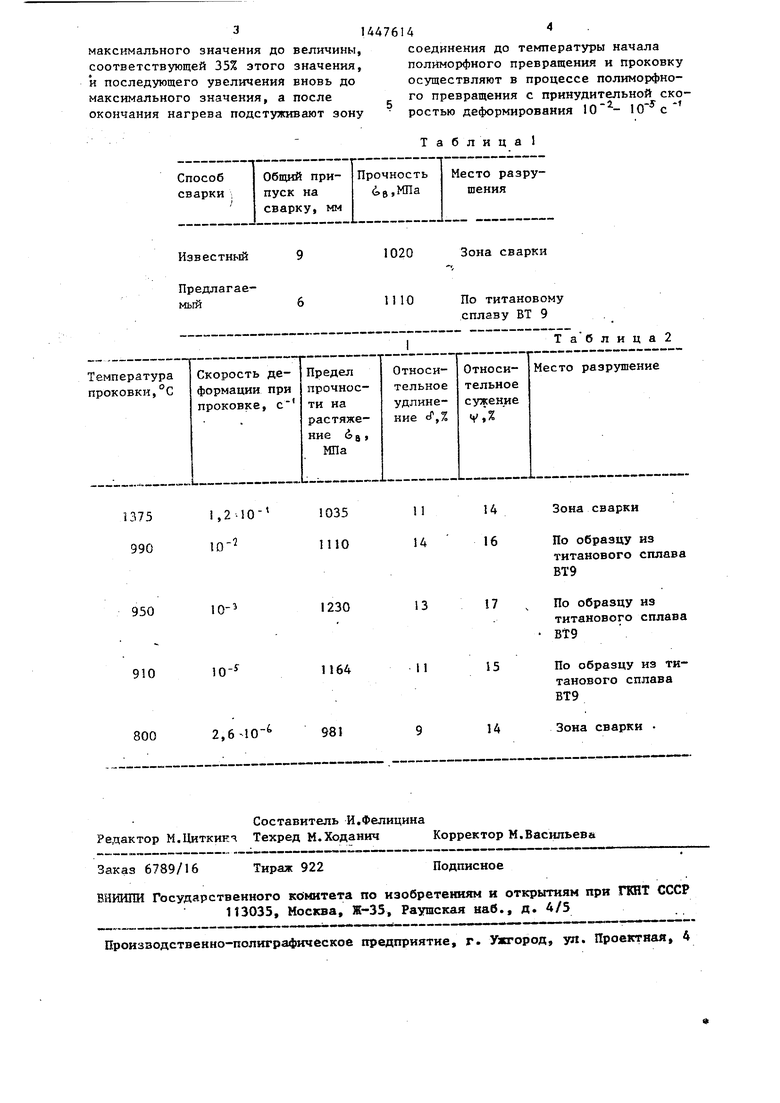
В табл.1 приведены припуск на сварку и прочность на растяжение сварных соединений титановых сплавов ВТ-9, полученных известным и предлагаемым способами.
Влияние принудительной скорости деформирования и температуры при проковке на механические свойства сварного соединения представлено в табл,2, а влияние частоты вращения в стадии нагрева перед повторым включением привода на условия работы привода следующее:
Частота рращекия
перед повторным
включением привоца, об/мин
2300 (50% п) Нормальные 1610 (35% п) Нормальные
Условия работы привода
1580 (O5 V.a)
Признаки Тзакли- ниваник
(за п 100% прин:л:тг максимальная частота , равная 4600 об/мин).
Описываемы способ сварки треки ем позволяет резко повысить прочность cjsapHoro КВ.J т„е, повысить качество сварного соединения, улучшить услсвил эксплуатап, оборудования и уменьшить общий припуск на сварку.
Ф о р м у Ji 3
3 о б р е т е н и я
Cnoci/o сварки трением, вк.гао ающий стадугю нагрева, на которой ос- тцеств- ляют периодическое изнеигние скорости отв:осг тельнсго вращения деталей и стаД ГЮ проковки, о т л и ч а ю- щ и и с я тем, что,, с целью повышения качества сварного соединения, улучшения условий эксплуатации оборудования и уменьшения припуска на сварку, периодическое изменение скорости вращения на стадии нагрева осуществляют ее уменьшения от
максимального значения до величины, соответствующей 35% этого значения, и последующего увеличения вновь до максимального значения, а после окончания нагрева подстуткивают зону
соединения до температуры начала полиморфного превращения и проковку осуществляют в процессе полиморфного превращения с принудительной скоi-i
гУ „ ростью деформирования 10 - 10с Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки трением | 1980 |
|
SU912447A1 |
| Способ изготовления диффузионной сваркой газотурбинных лопаток из двухфазных титановых сплавов | 1990 |
|
SU1706811A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2011 |
|
RU2483849C2 |
| Способ обработки сварных соединений | 1988 |
|
SU1509208A1 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456142C2 |
| СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2010 |
|
RU2456141C2 |
| Способ сварки давлением | 1990 |
|
SU1754365A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 1999 |
|
RU2173598C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 1991 |
|
RU2025240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛУФАБРИКАТА ИЗ ТИТАНОВОГО СПЛАВА | 2006 |
|
RU2320771C1 |
Известный 9 Предлагаемый
б
1375
1,2-10
-1
1035
990
Ш
-1
1110
950
10
-5
1230
910
10
-S
1164
800
2,6-10
-(,
981
Составитель И.Фелицина Редактор М.Циткин Техред М.Ходанич Корректор М.Васильева
Заказ 6789/16
Тираж 922
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
1020 Зона сварки
1110 По титановому сплаву ВТ 9
Таблица2
14Зона сварки
16По образцу из титанового сплава ВТ9
17, По образцу из
титанового сплава ВТ9
15По образцу из титанового сплава ВТ9
}4 Зона сварки
Подписное
| Лакокрасочная композиция для покрытия | 1973 |
|
SU523921A1 |
| В | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Цель изобретения повьшение качества сварного соедине- ния, улучшение условий эксплуатации оборудования и снижение припуска на сварку | |||
| Для этого частоту вращения заготовки при нагреве сначала унень- шают от ее максимального значения до величины, соответствующей 35% максимального значения, затем вновь увеличивают до макси1-4ального значения с После прекращения вращения подстуживают зону соединения до температуры начала полиморфного превращения | |||
| Проковку осуществляют в про цессе полиморфного превращения с принудительной скоростью деформирования, равной 10 - | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
