1
Изобретение относится к области сварки давлением и может быть использовано в машиностроении, авиастроении, приборостроении и других отраслях нромышленности.
Известен способ сварки давлением с подогревом в режиме сврехпластичности, при КОТ01ЮМ скорость деформирования задают принудительно и поддерживают постоянной в течение всего процесса, обеспечивая при данной температуре сверхиластическое течение свариваемых материалов 1.
При этом имеет место значительная объемная деформация свариваемых деталей.
Известен также способ сварки давлением с подогревом в режиме сверхпластичности, при котором цикл сварки в оптимальных режимах сверхпластичности, обеспечивающих легкое протекание процессов возврата, заканчивают резким увеличением скорости принудительной деформации до значений, намного превышающих скорость процессов возврата 2.
Однако при таком способе сварки общая деформация свариваемых деталей возрастает, что ведет к существенному увеличению необходимых припусков иа мехаиическую обработку.
Целью изобретения является экономия материала свариваемых деталей за счет снижения их объемной деформации.
Поставлеииая цель достигается уменьшением температуры нагрева в кокце процесса сварки в режиме сверхпластичности с сохранением постоянной скорости принудительного деформирования или с ее увеличением.
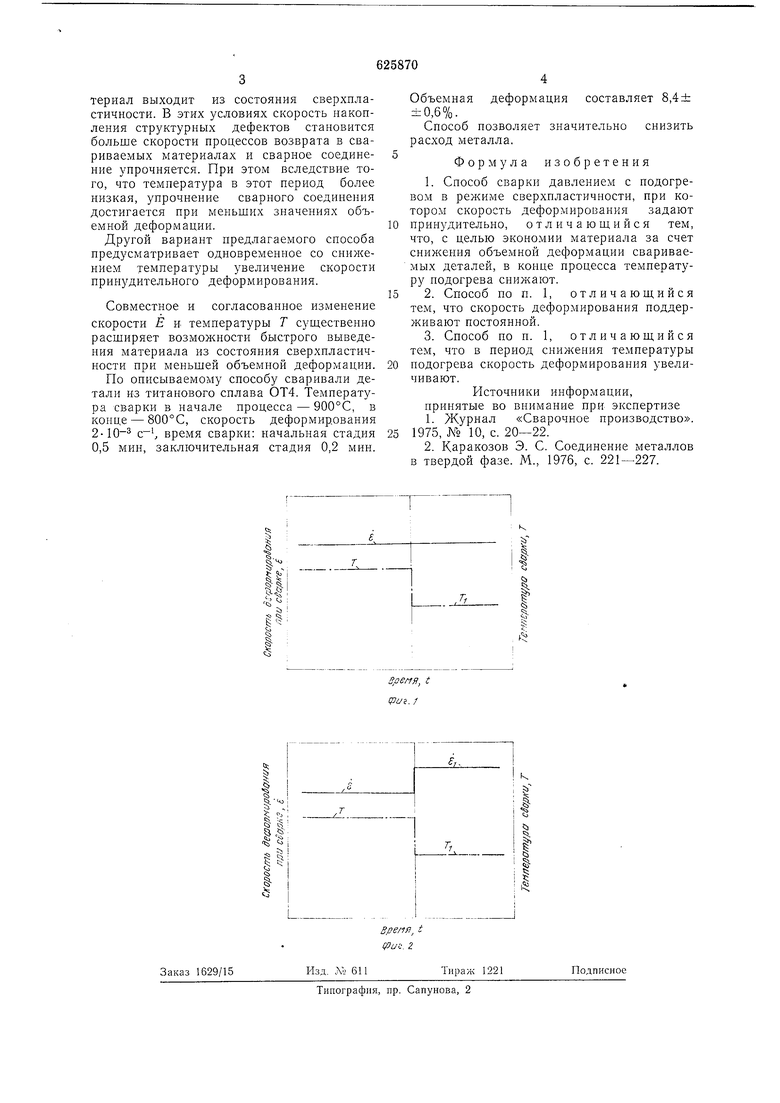
На фиг. 1 и фиг. 2 показаны два варианта осуществления способа.
Сварку в режиме сверхпластнчности осуществляют при неизменных оптимальных значениях температуры Т и скорости деформировання Е. В конце процесса температуру сварки резко уменьшают до Jl при неизмергиой скорости деформирования Е (фиг,. 1) или с одновременным уве.шчением скорости деформирования до Eii (фиг. 2). Материал выходит из состояния сверхпластичности и подвергается деформационному упрочнению.
Извеетно, что еверхпластическое дефор.мироваиие проявляется в определенном и ограниченном дианазоне скоростей принудительного деформирования Е и температур Т. Поэтому уменьшение температуры нроизводят до значений, ири которых материал выходит из состояния сверхпластичности. В этих условиях скорость накопления структурных дефектов становится больше скорости процессов возврата в свариваемых материалах и сварное соединение упрочняется. При этом вследствие того, что температура в этот период более низкая, упрочнение сварного соединения достигается при меньших значениях объемной деформации.
Другой вариант предлагаемого способа предусматривает одновременное со снижением температуры увеличение скорости принудительного деформирования.
Совместное и согласованное изменение скорости Е и температуры Т существенно расширяет возможности быстрого выведения материала из состояния сверхпластичности при меньшей объемной деформации.
По описываемому способу сваривали детали из титанового сплава ОТ4. Температура сварки в начале процесса - 900°С, в конце - 800°С, скорость деформирования 2-10 , время сварки: начальная стадия 0,5 мин, заключительная стадия 0,2 мин.
Объемная деформация составляет 8,4± ±0,6%.
Способ позволяет значительно снизить расход металла.
Формула изобретения
1. Способ сварки давлением с подогревом в режиме сверхпластичности, при котором скорость деформирования задают принудительно, отличаюндийся тем, что, с целью экономии материала за счет снижения объемной деформации свариваемых деталей, в конце процесса температуру подогрева снижают.
2. Способ по п. 1, отличаюш;ийся тем, что скорость деформирования поддерживают постоянной.
3. Способ по п. 1, отличаюш,ийся тем, что в период снижения температуры подогрева скорость деформирования увеличивают.
Источники информации, принятые во внимание при экспертизе
1.Журнал «Сварочное производство. 1975, N°. 10, с. 20-22.
2.Каракозов Э. С. Соединение металлов в твердой фазе. М., 1976, с. 221-227.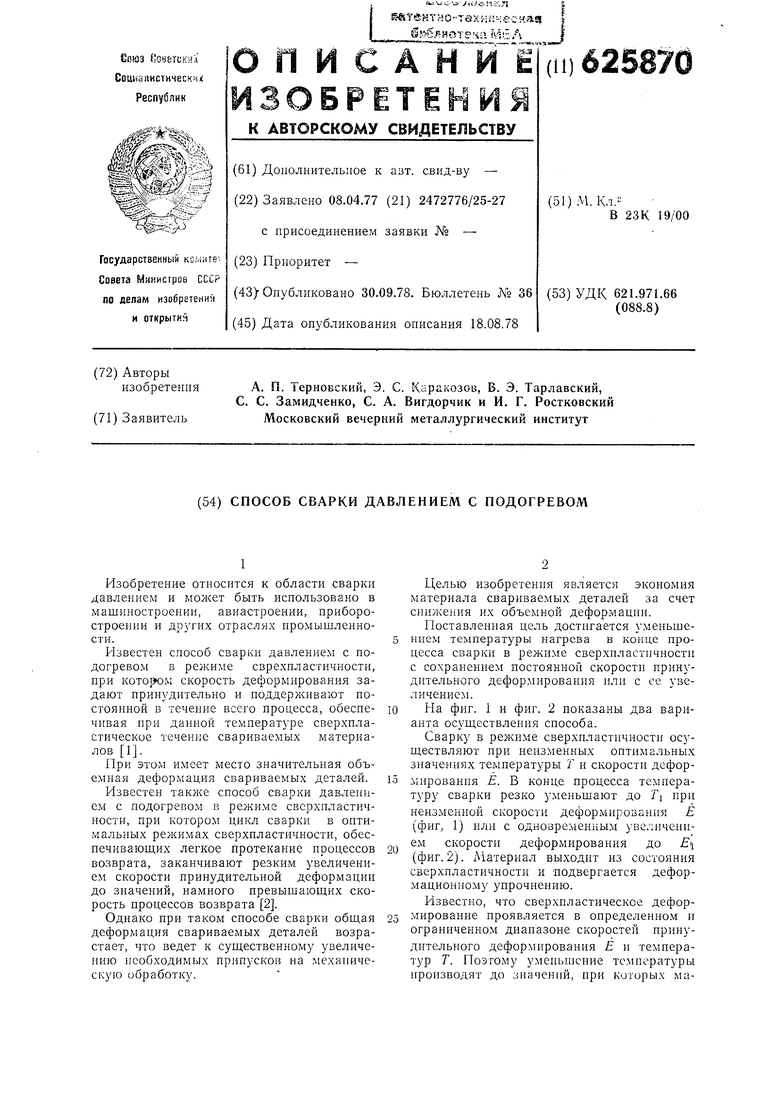
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки давлением с подогревом | 1976 |
|
SU610640A1 |
| Способ сварки давлением с подогревом | 1977 |
|
SU645797A2 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВОГО СПЛАВА | 2009 |
|
RU2415738C1 |
| Способ сварки давлением с принудительным деформированием | 1987 |
|
SU1542744A1 |
| Способ сварки давлением разнородных материалов | 1977 |
|
SU617209A1 |
| Способ контроля процесса сварки давлением | 1977 |
|
SU766791A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2016 |
|
RU2641215C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| Способ сварки плавлением | 1979 |
|
SU859074A1 |
| СПОСОБ СВАРКИ ДАВЛЕНИЕМ | 1987 |
|
SU1817390A1 |
1-Ч.
1
с 1
, t cput. /
