Изобретение относится к области текстильной промышленности и может быть использовано в приемо-браковочных отделах ткацкого производства.
Известна поточная линия для отделки суровой ткани, имеющая последовательно установленные и совокупно применяемые приспособления для подачи ткани, весы для взвешивания рулонов ткани, роликовый лоток для раскатки ткани, швейную машину для сшивки кусков ткани в одно полотниш.е, мерильное устройство, стригальную машину, устройство для чистки ткани, браковочную машину, средство для уборки ткани, тамбурную машину для нанесения реквизитов на ткань и установленные перед устройствами для осуш,ествления технологических операций бункеры-компенсаторы. Линия разбита на два участка: в первый участок входят устройства и приспособления включительно до стригальной машины, во второй - несколько параллельно установленных комплектов ручноД чистки, разбраковки и уборки ткани, а для раздачи ткани с первого участка по комплектам второго предусмотрен передвижной спаренный бункер-компенсатор 1.Известна также поточная линия для штопки и разбраковки ткани с накопительными столиками 2.
Однако эти поточные линии не связаны в единую систему и вызывают дополнительные расходы для осуществления промежуточных операций.
В поточной линии для чистки и разбраковки суровых тканей при ремонте какого-либо одного рабочего места участка необходимо останавливать весь участок.
Известна поточная линия для отделки суровой ткани, содержащая установку для чистки и разбраковки ткани, имеющую подготовительный участок, образованный приспособлением для подачи ткани, весами, мерильным устройством и стригальной машиной, и несколько параллельно установленных ко.мплектов ручной чистки лицевой и изнаночной сторон ткани, разбраковки и уборки ткани и связанных с подготовительным участком посредством установленного на направляющей спаренного бункера-компенсатора, установку для штопки и разбраковки ткани с накопительным столиком и блок управления 3..
Такая линия является наиболее близкой- к изобретению по технической сущности и достигаемому результату. Однако она также имеет низкую нроизводительность.
Цель изобретения - повышение нроизводительности поточной линии.
Это достигается тем, что предложенная ноточная линия снабжена расположенными после установки для штопки и разбраковки ткани устройством для подбора ткани по группам, содержащим ленточный конвейер, поддоны, расположенные в два ряда симметрично относительно конвейера, и монорельсовую дорогу с захватами, связанными с блоком управления, двумя параллельными транспортерами, связанными с комплектами ручной чистки, разбраковки и уборки ткани посредством распределительных элементов с накопительным столиком установки для штопки и разбраковки ткани посредством направителей, а один из транспортеров дополнительно связан с ленточным конвейером устройства для подбора ткани по группам, и дополнительной установкой для чистки и разбраковки ткани, расположенной параллельно основной установке, комплекты которой соединены с транспортерами посредством распределительных элементов, и имеющей дополнительный комплект ручной чистки, разбраковки и уборки ткани, расположенный параллельно комплектам установок и также связанный с транспортерами, и дополнительный подготовительный участок, расположенный параллельно между подготовительными участками установок для чистки и разбраковки ткани и связанный с комплектами посредством распределительных компенсаторов, установленных на направляющей, расположенной параллельно направляющей для спаренного бункера-компенсатора.
Причем каждый подготовительный участок имеет регистратор метража и качественных показателей каждого куска ткани, установленный на мерильном устройстве и связанный с блоком управления.
Поточная линия, кроме того, имеет кромкостригальную машину, установленную на дополнительном подготовительном участке: При этом 6 каждом комплекте ручной чистки, разбраковки и уборки ткани смонтирована вышивальная машина, а в устройстве для чистки ткани с изнанки установлены подлокотники и фиксаторы ткани, а каждый распределительный элемент выполнен в виде секционного лотка, шарнирно смонтированного на столе для уборки ткани каждого из комплектов ручной чистки, разбраковки и уборки ткани. Каждый направитель выполнен в виде дугообразного желоба.
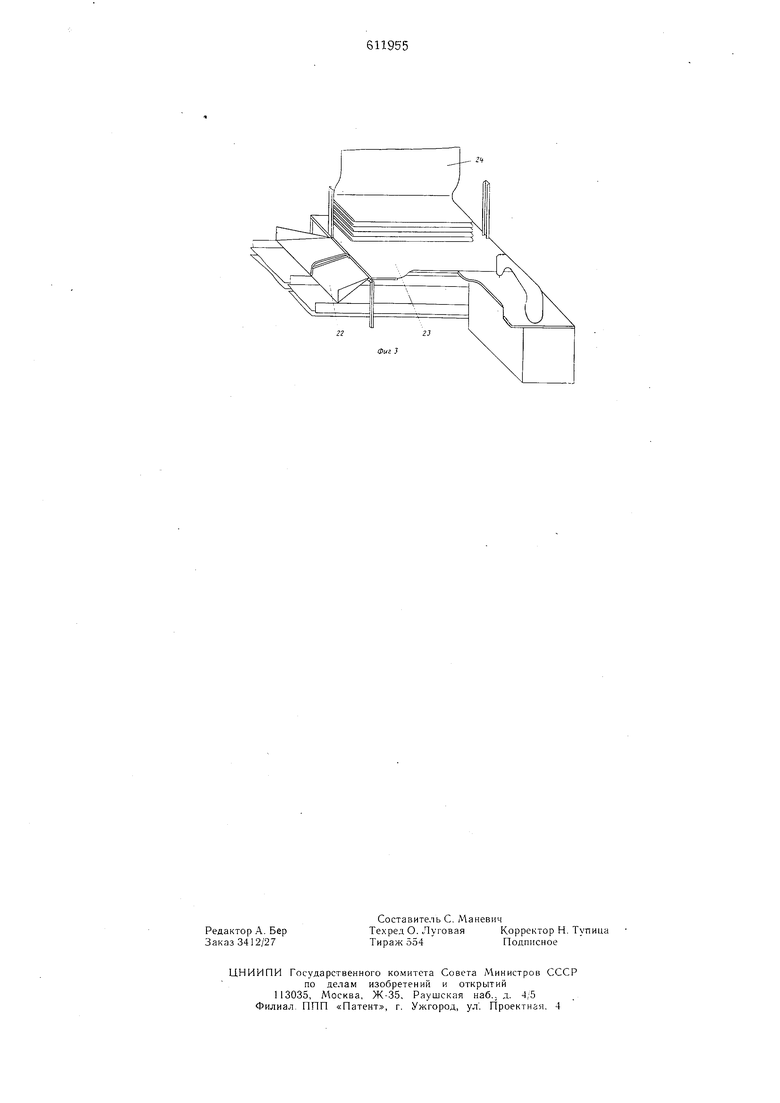
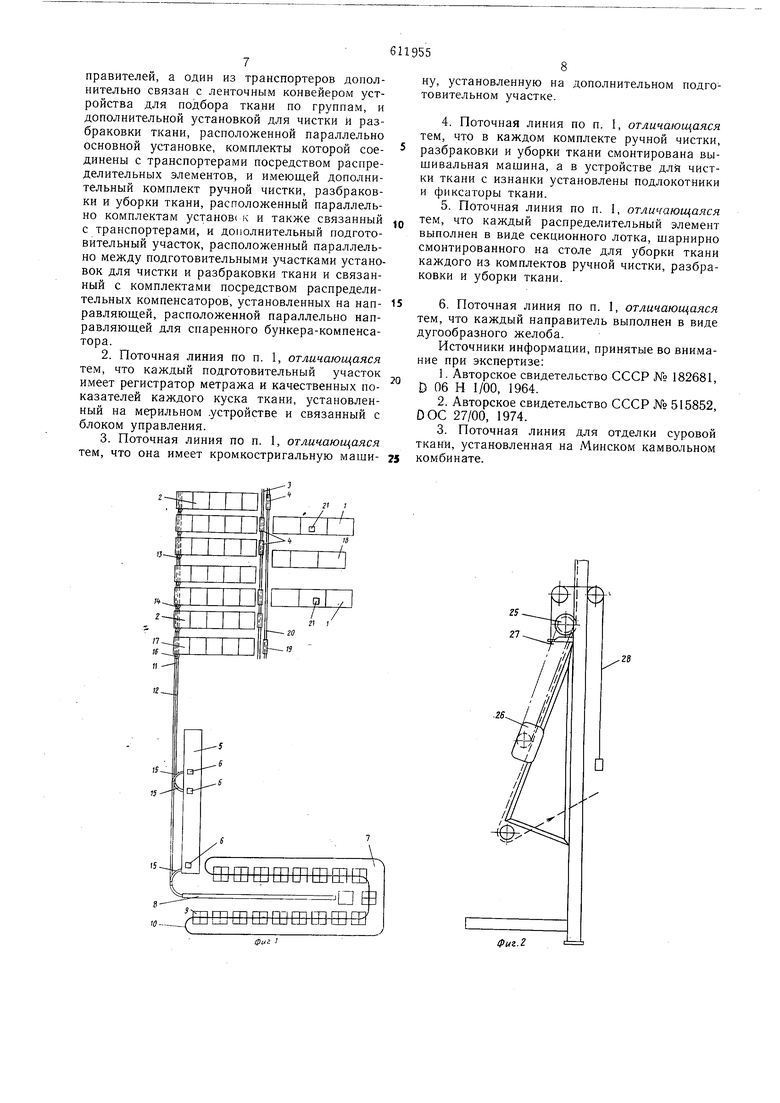
На фиг. 1 дана принципиальная схема поточной линии; на фиг. 2 - мерильное устройство; на фиг. 3 - совмещенное рабочее место расшивки непрерывной ленты ткани и вышивки на кромках ткани реквизитов куска и распределительный элемент.
Поточная линия для отделки суровой ткани содержит установку для чистки и разбраковки ткани, имеюшую подготовительный участок 1, образованный приспособлением для подачи ткани, весами, мерильны.м устройством и стригальной машиной (на чертеже не покаГ -I Q U Г1 R ТРИных комплектов 2 ручной чистки лицевой и изнаночной сторон ткани, разбраковки и уборки ткани и связанных с подготовительным участком 1 посредством установленного на направляющей 3 снаренного бункера-компенсатора 4, 5 установку 5 для штопки и разбраковки ткани с накопительным столиком 6 и блок управления. После установки 5 для штопки и разбраковки ткани в поточной линии смонтировано устройство 7 для подбора ткани по группам, содержащее ленточный конвейер 8, поддоны 9, расположенные в два ряда симметрично относительно ленточного конвейера 8, и монорельсовую дорогу 10 с захватами (на чертеже не показаны), связанными с блоком управления.
Поточная линия также и.меет два параллельных транспортера 11 и 12, связанные с комплектами 2 ручной чистки, разбраковки и уборки ткани посредством распределительных элементов 13 и 14 и с накопительным столиком 6 установки для штопки и разбраковки
ткани посредством направителей 15. Один из транспортеров (наружный транспортер 11) дополнительно связан с ленточным конвейером 8 устройства 7 для Подбора ткани по группам. Транспортер 11 также связан с дополнительной установкой для чистки и разбраковки ткани, которая расположена параллельно основной установке, ко.мплекты которой соединены с транспортерами посредством распределительных элементов 16, причем установка имеет дополнительный комплект 17 ручной чистки, разбраковки и уборки ткани, который расположен параллельно комплектам 2 и связан с транспортерами, и- допол-Н14т льный подготовительный участок 18, расположенный параллельно между подготовительными участками установок для чистки и разбраког ки ткани и связанный -с комплектами при поме1ди распределительных компенсаторов 19, уста.новлепных на направляющей 20, расположенной параллельно направляющей 3 для спаренпого бункера-компенсатфа 4.
Каждый подготовительный участок 1 имеет регистратор 21 метража и качественных показателей каждого куска ткани, установленный на мерильном устройстве (на черте.же не показано) и связанный с блоком управления..
На дополнительно.м юдготовительном участке 18 установлена кромкостригальная машина (на чертеже не показана).
В каждом комплекте 2 ручной чистки, разбраковки и уборки ткани смонтирована вышивальная машина (на чертеже не показапа) для вышивания реквизитов куска, а в устройстве для. чистки ткани с изнанки установлены подлокотники и фиксаторы ткани. Каждый распределительный элемент 13, 14 и 16 (см. фиг. 3) выполнен в виде секционного лотка 22, шарнирно смонтированного на столе 23 для уборки ткани 24 каждого из комплектов, а каждый направитель 3 выполнен в виде дугообразного желоба.
Мерильное устройство браковочной, машины (см. фиг. 2) имеет мерильный ролик 25, счетчик 26. линейку 27 и противовес 28.
Поточная линия для отделки суровой ткани работает следующим образом.
Суровая ткань на подготовительном участке 1 взвешивается, сшивается в непрерывную ленту, раскатывается и подается на мерильное устройство, имеюш.ее регистратор производства «Ascota, где в паспорте куска за полняется лишь мера, все остальные данныео куске (номер основы, номер станка, артикул, цвет или рисунок, номер куска, вес, дата, смена, табельный номер) оператор вводит в регистр производства, который автоматически оформляет необходимые документы и переводит все данные в память счетно-решаюпдей машины «Минск-32.
После номера суровье обрабатывается на стригальной машине и подается поочередно на три параллельно установленных комплекта 2, где осуществляются операции мелкой штопки и чистки изнанки, чистки лица ткани,, контроль качества выполненных работ на браковочных машинах, расшивка непрерывной ленты ткани, уложенной книжкой на куски, вышивка на кромках ткани атрибутов куска, распределение кусков по транспортерам 11 и 12.
При контроле качества выполненных работ контролер на браковочной машине имеет возможность замерить величину обнаруженного порока. Если последний расположен по основе, то контролер измеряет этот порок при движении ткани при помощи мерильного ролика 25 (см. фиг. 2) таким образом, что начало порока устанавливается у поперечной линейки 27, а показания счетчика 26 сбрасывают на «ноль, если же порок по утку, то прикладывают к ткани линейку 27, которая после замера автоматически возвращается в исходное положение благодаря имеющемуся противовесу.
После контроля ткань поступает на совмешенное рабочее место. На столе 23 (см. фиг. 3) лента ткани укладывается книжкой, вышиваются атрибуты куска на ткани на вышивальной машине, расшивается ткань на отдельные куски, которые сбрасываются по направляющей 20 одного из распределительных элементов 14 на один -из транспортеров 11 или 12 (согласно установленному контролером маршруту). Готовые куски суровой ткани транспортером 11 подаются на участок для подбора отделочных партий. Куски, идущие на дальнейшую обработку, транспортером 12 подают ся на накопительный столик 6 установки 5 для штопки и разбраковки ткани. После штопки и контроля уже полностью обработанная суровая ткань расшивается на куски, которые по направителям 15 поступают на транспортер для отправки на участок для подбора отделочных партий.
Ко второй ленте ткани с накопительного столика 6 подшиваются куски суровья, пороки на которых необходимо предъявить ткачам. После предъявления пороков ткани еще раз проходят «мелкую штопку и затем куски, не требующие штопки (в том числе и не сортные), отделяются и по другому направителю 15 переходят на ленточный конвейер 8, куски же суровой ткани, требующие штопки после предъяь ления пороков ткачам, поступают на третий поток, где производится их. щтопка и контроль за ее выполнением, затем куски снова поступают на транспортер 11.
Таким образом-, транспортер 11 собирает с установки для чистки и разбраковки суровых тканей и с установки 5 для штопки и разбраковки ткани полностью обработанные куски и подает их на устройство 7 для подбора ткани
по группам.
С транспортера 11 куски тканей поступают на ленточный конвейер 8, откуда снимаются и укладываются на -поддоны 9 по группам согласно технологии отделочного производства. Каждая отделочная партия состоит из 12 кусков, после подбора партий поддоны по монорельсу 10 направляются к стеллажам механизированного склада.
При останове на ремонт любого из комплектов 2 бригада работниц переходит на дополнительный комплект 17. Суровая ткань после обработки на подготовительном участке 1 будет подаваться на два комплекта 2 и на дополнительный комплект 17. При длительном же останове участка 1 бригада работниц перейдет на дополнительный часток 18 и от
него суровая ткань будет поочередно подаваться на три участка этой же линии.
Поточная линия охватывает все операции отделки суровых тканей, производимые в приемо-браковочном цехе ткацкого производства. Это позволяет повысить производительность труда, избавиться от трудоемких ручных погрузочно-разгрузочных и транспортных операций.
Формула изобретения
1. -Поточная линия для отделки суровой ткани, содержащая установку для чистки и разбраковки ткани, имеющую подготовительный участок, образованный приспособлением
для подачи ткани, весами, мерильным устройством и стригальной мащиной, и несколько параллельно установленных комплектов ручной чистки лицевой и изнаночной сторон ткани, разбраковки и уборки ткани и связанных с
подготовительным участком посредством установленного на направляющей спаренного бункера-компенсатора, установку для штопки и разбраковки ткани с накопительным столиком и блок управления, отличающаяся тем, что, с целью повышения производительности, она
снабжена расположенным после установки для штопки и разбраковки ткапиустройством для подбора ткани по группам, содержащим ленточный конвейер, поддоны, расположенные в два ряда симметрично относительно конвейера, и монорельсовую дорогу с захватами, связанными с блоком управления, двумя параллельными транспортерами, связанными с комплектами ручной чистки,, разбраковки и уборки ткани посредством распределительных элементов с накопительным столиком установки для
штопки и разбраковки ткани посредством направителей, а один из транспортеров дополнительно связан с ленточным конвейером устройства для подбора ткани но группам, и дополнительной установкой для чистки и разбраковки ткани, расположенной параллельно основной устаповке, комплекты которой соединены с транспортерами посредством распределительных элементов, и имеющей дополнительный комплект ручной чистки, разбраковки и уборки ткани, расположенный параллельно комплектам установок и также связанный с транспортерами, и дополнительный подготовительный участок, расположенный параллельно между подготовительными участками установок для чистки и разбраковки ткани и связанный с комплектами посредством распределительных компенсаторов, установленных на направляющей, расположенной параллельно направляющей для спаренного бункера-компенсатора. 2.Поточная линия по п. 1, отличающаяся тем, что каждый подготовительный участок имеет регистратор метража и качественных показателей каждого куска ткани, установленный на мерильном .устройстве и связанный с блоком управления. 3.Поточная линия по п. 1, отличающаяся тем, что она имеет кромкостригальную мащину, установленную на дополнительном подготовительном участке. 4.Поточная линия по п. 1, отличающаяся тем, что в каждом комплекте ручной чистки, разбраковки и уборки ткани смонтирована вышивальная машина, а в устройстве для чистки ткани с изнанки установлены подлокотники и фиксаторы ткани. 5.Поточная линия по п. 1, отличающаяся тем, что каждый распределительный элемент выполнен в виде секционного лотка, шарнирно смонтированного на столе для уборки ткани каждого из комплектов ручной чистки, разбраковки и уборки ткани. 6. Поточная линия по п. 1, отличающаяся тем, что каждый направитель выполнен в виде дугообразного желоба. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 182681, D 06 Н 1/00, 1964. 2.Авторское свидетельство СССР № 515852, DOC 27/00, 1974. 3.Поточная линия для отделки суровой ткани, установленная на Минском камвольном комбинате.
15D шшшшшшв
ШШШШШ1Дфиг
ipuz.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1971 |
|
SU301393A1 |
| УСТАНОВКА ДЛЯ РАЗМЕТКИ И РАЗБРАКОВКИ СУРОВЫХ ТКАНЕЙ | 1968 |
|
SU206546A1 |
| УСТАНОВКА ДЛЯ PASiVlETKH И РАЗБРАКОВКИ СУРОВЫХ ТКАНЕЙ | 1967 |
|
SU194753A1 |
| Поточная линия для обработки тканей | 1974 |
|
SU515852A1 |
| Поточная линия для обработки текстильного полотна | 1990 |
|
SU1735458A1 |
| ПОТОЧНАЯ ЛИНИЯ ОТДЕЛКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 1971 |
|
SU303388A1 |
| Установка для браковки и измерения длины ткани | 1978 |
|
SU777116A1 |
| Поточная линия для подготовки суровой хлопчатобумажной ткани к отделке | 1977 |
|
SU717187A1 |
| Машина для промера и браковки текстильных материалов | 1989 |
|
SU1666602A1 |