Изобретение относится к оборудованию текстильного отделочного производства, преимущественно к оборудованию для отделкл (Ковровы.х изделий после ткачества.
Известно оборудование для отделки текстильных полотен, например ковровых, состоящее из раскатного устройства, швейной мащины, станков для чистки лицевой и изнаночной сторон, станка для промера и маркировки, бостовочной и аппретирующей .. стригальных мащин, поперечно-резального устройства, оверлочных , станков для браховки.
Все данные мащины не соединены между собой, на существующем оборудовании невозможно обрабатывать одновременно несколько полотен, а наличие большого количества подсобных ручных операций приводит к простаиванию оборудования.
Пель и.зобретения - повысить производительность. Это достигается тем, что оборудование объединено в поточную линию. Поточная линия снабжена расноложенными перед станками для чистки, промера и маркировки соосно установленными л соединепными посредством муфты тянульными валами, каждый из которых имеет индивидуальный привод, а перед стригальными мащинами расположены устройства для ориентации рулонов по лицевой и изнаночной сторонам полотен.
VcTpoiicTBo для ориентац и рулонов по лицевой и изнаночной сторонам полотен может состоять ;;з раскатно-накатного приспособления и смонтированного над ним на подвесных путях тельфера.
Поточную линию следует снабдить двухъярусным ленточным транспортером для подач; изделий к озерлочным машинам и к станкам для браковки, а швейную машину целесообразно установить на подв;1ж:1Ой тележке,, получающей перемещение от привода по направляющим вдоль сшиваемых полотен, предварительно скрепленных встык на угольчатоГг (.поре.
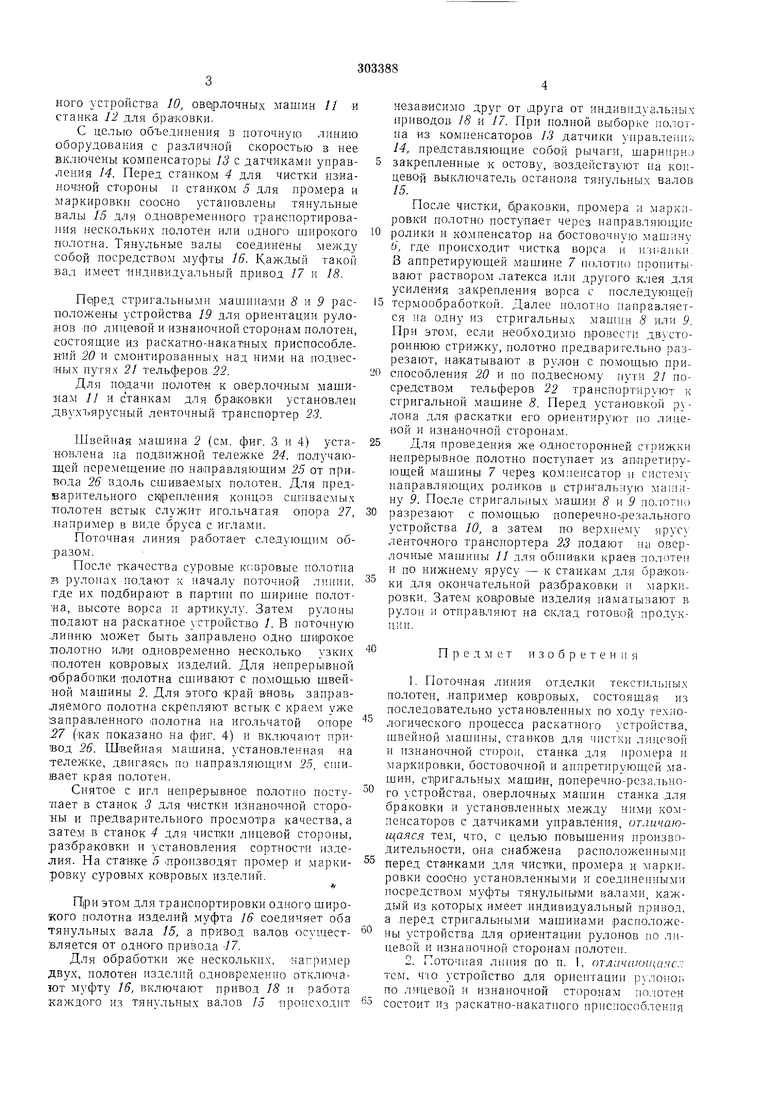
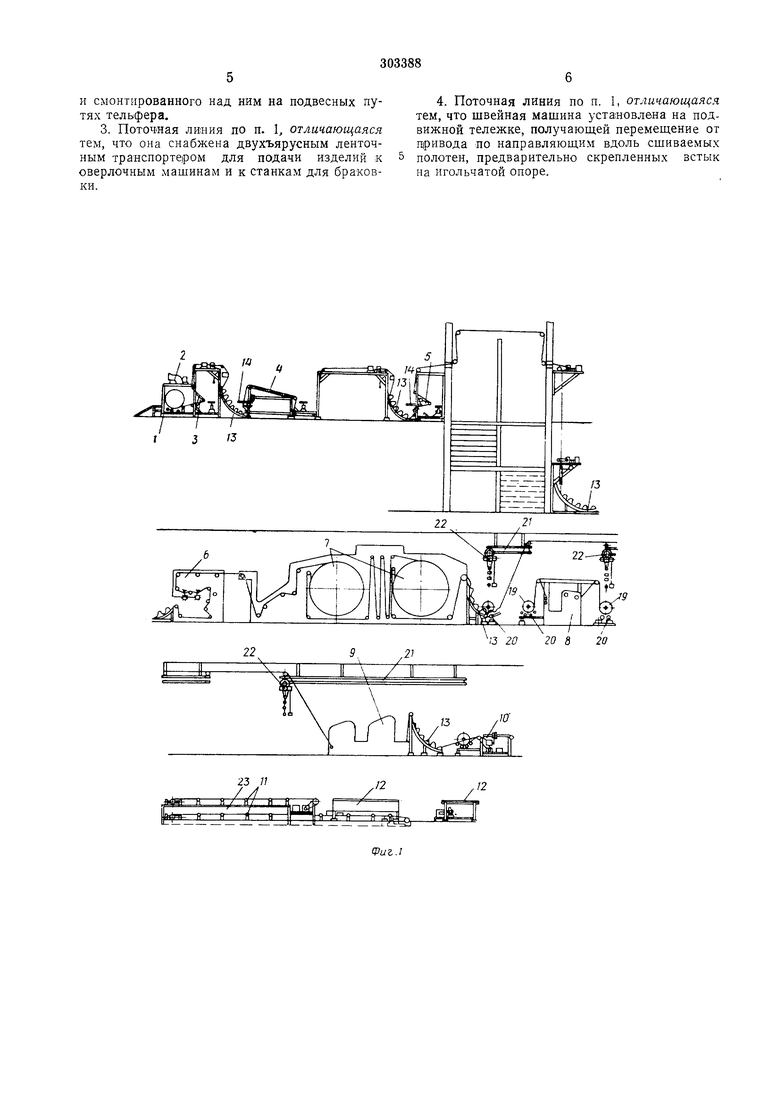
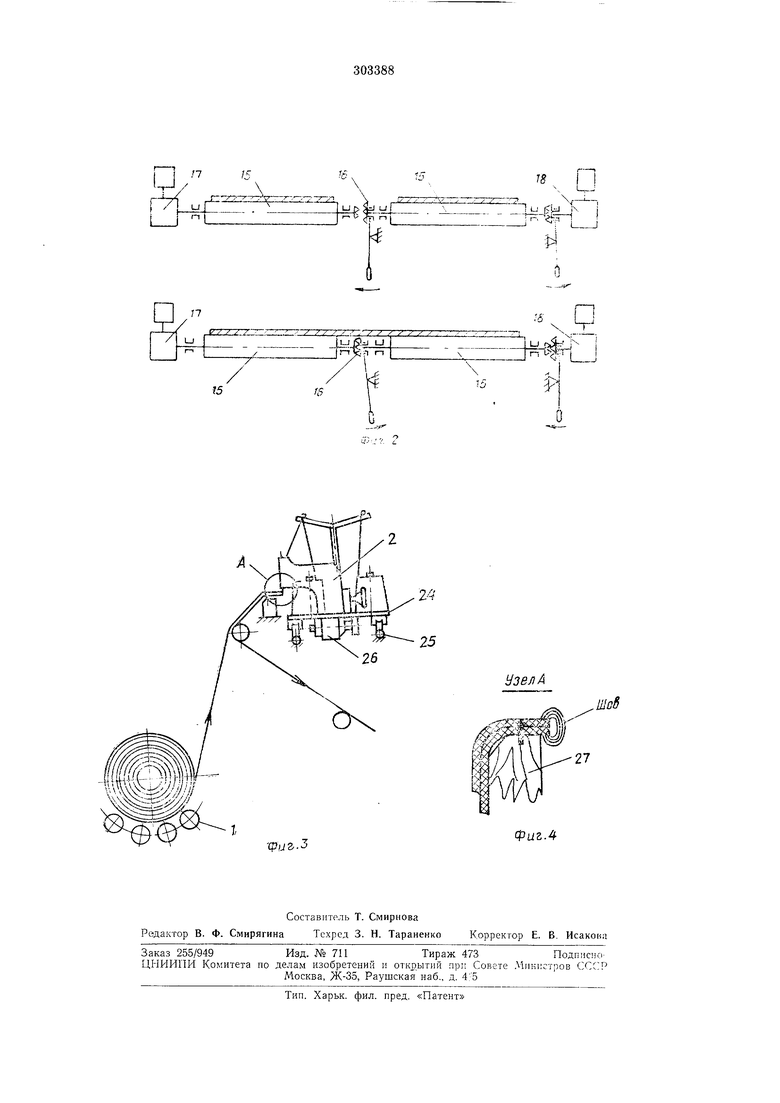
Па фиг. 1 схематично изображена предлагаемая поточ1ная линия, общий вид; на фит. 2- тянульные валы при одновременной обработке нескольких узких полотен и при обработке одного широкого полотна: на фиг. 3 - швейная машина; на фиг. 4 - игольчатая оиора для скрепления сшиваемых полотен встык; (узал .4).
Поточная линия состоит из последовательно установленных по ходу те.хнологического процесса раскатного устройства /, щвейной машины 2, станка 3 для чистк изнаночной стороны, станка 4 для чистки лицевой стороны, станка 5 для промера и маркировки, бостовочной машины 6, аппретирующей машины 7, стригальных машин 8 и 9, поперечно-резального устройства 10, овфлочных машин // и станка 12 для бра-ковки.
С целью объединения в поточную линию оборудования с различной скоростью в нее включены компенсаторы 13 с датчиками управления 14. Перед станком 4 для чистки из«аночдой стороны и станком 5 для промера и маркировки соооно установлены тянульные валы 15 для одновременного транспортирования нескольких полотен или одного широкого полотна. Тянульные залы соедкнень между собой посредством муфты 16. Каждый такой вал имеет индивидуальный привод 17 и 18.
Пе|ред стригальными машннами 8 и 9 расположены устройства 19 для ориентации рулонов по лицевой и изнаночной сторонам полотен, состоящие из раскатно-накатных приспособлений 20 и смонтированных над ними на иодвес;ных цутях 21 тельферов 22.
Для подачи полотен к оверлочным машинам 11 и станкам для браковки установлен двухъярусный ленточный транспортер 23.
Швейная машина 2 (см. фиг. 3 и 4) установлена на подвижной тележке 24, нолучающей пере.мещение по направляющим 25 от привода 26 вдоль сшиваемых полотен. Для предварительного сК|репления ко1щов сшиваемых лолотен встык служит игольчатая опора 27, например в виде бруса с иглами.
Поточная линия работает следующим образом.
После ткачества суровые ксвровые полотна в рулонах подают к началу поточной линии, где их подбирают в партии по щирине полотна, высоте ворса и артикулу. Затем рулоны лодают на раскатное устройство /. В поточную .линию может быть заправлено одно ши|рокое лолотно или одновременно несколько узких лолотен ковровых изделий. Для непрерывной юбработ1К.и полотна сшивают с помощью щвейной мащины 2. Для этого край вновь заправ.ляемого полотна скрепляют встык с краем уже запра1вленного полотна на игольчатой опоре -27 (ках показано на фиг. 4) и включают привод 26. Швейная машина, установленная на тележке, двигаясь по направляющим 25, спш1вает края полотен.
Снятое с игл непрерывное полотно поступает в станок 3 для чистки изнаночной стороны и предварительного просмотра качества, а затем в станок 4 для чистки лицевой стороны, разбраковки и установления сортности издс.лия. На станке 5 производят промер и маркировку суровых ковровых изделий.
При этом для транспортировки одного широкого полотна изделий муфта 16 соединяет оба тянульных Вала 15, а привод вало.в осуществляется от одного привода 77.
независимо друг от друга от индивидуальных приводов 18 и 17. При полной выборке полотна из компенсаторов 13 датчики унравлеаия 14, представляющие собой рычаги, шарнирно
5 закрепленные к остову, воздействуют па концевой выключатель останова тянульных валов 15.
После чистки, браковки, промера и .маркировки полотно поступает через направляющие
0 ролики и ко.мпенсатор на бостовочную машину 6, где происходит чистка ворса и изнанки В аппретирующей машине 7 иолотно пропитывают раствором латекса или другого клея для усиления закрепления ворса с последующеГг
15 термообработкой. Далее полотно паиравляется на одну из стригальных машин 8 или 9. При это.м, если необходимо провести двустороннюю стрижку, полотно предварительно разрезают, накатывают в рулон с помощью приспособления 20 и по подвесному пути 21 посредством тельферОВ 22 транспортируют к стригальной .машине 8. Перед установкой рулона для раскатки его ориентируют по лицевой и изнаночной сторона.м.
5 Для проведения же односторонней стрижки неирерьгвное полотно поступает из аппретирующей мащины 7 через компенсатор и систехп направляющих роликов в стригаль 1ую машлну 9. После стригальных машин 8 н 9 полотно
разрезают с помощью поперечно-резального устройства 10, а затем по верхнему ярусу ленточного транснортера 23 подают па оверлочные машины // для обишвки краев полотен и по нижнему ярусу -к станкам для браконки для окончательной разбраковки и маркировки. Затем KOBjpOBbie изделия наматывают в руло1 и отправляют на склад готовой продукции.
Предмет изобретения
1.Поточная линия отделки текстил1)Ных полотен, например ковровых, состоящая из последовательно установленных по ходу технологического процесса раскатного устройства, швейной .машины, ставков для чистки лицевой и изнаночной сторон, станка для промера и маркировки, бостовочной и аппретирующей .машин, с11ригальных машин, поперечио-резально го устройства, оверлочных машин станка для браковки и установлепных между ними компенсаторов с датчиками управления, отличающаяся тем, что, с целью повышения нроизводительности, она снабжена расположенными перед станками для чистки, промера и маркировки соосно установленными и соединенными посредство.м муфты тянульпьгми валами, каждый Из которых имеет индивидуальный привод, а леред стригальными машинами расположены устройства для ориентации рулонов по лицевой и изнаночной сторона.м полотен.
и смонтированного над ним на подвесных путях тельфера.
3. Поточная лияия по п. 1, отличающаяся тем, что она снабжена двухъярусным ленточным транспортером для подачи изделий к оверлочным машинам и к станкам для браковки.
4. Поточная линия по п. 1, отличающаяся тем, что швейная машина установлена на подвижной тележке, получающ,ей перемеш.ение от привода по направляющим вдоль сшиваемых полотен, предварительно скрепленных встык на игольчатой опоре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для обработки текстильного полотна | 1990 |
|
SU1735458A1 |
| ПОТОЧНАЯ ЛИНИЯ для чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1966 |
|
SU182681A1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| Поточная линия для подготовки суровой хлопчатобумажной ткани к отделке | 1977 |
|
SU717187A1 |
| Поточная линия для отделки суровой ткани | 1976 |
|
SU611955A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ чистки и РАЗБРАКОВКИ СУРОВЫХТКАНЕЙ | 1971 |
|
SU301393A1 |
| Установка для браковки и измерения длины ткани | 1985 |
|
SU1326690A1 |
| Установка для браковки и измерения длины ткани | 1978 |
|
SU777116A1 |
| ИСКУССТВЕННЫЙ МЕХ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ВОРСОВОЕ ПОКРЫТИЕ ИСКУССТВЕННОГО МЕХА | 2022 |
|
RU2817444C2 |
V J 20 20 8
U/
Г . о
5
JS
N
