(54) УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТКАНИ ИЛИ ЛИСТА ИЗ ПЛАСТМАССЫ ВАКУУМОМ ИЛИ. ШЕВМОДАВЛЕНИЕМ
Цель изобретения - улучшение качества формования за счет обеспечения равномерной вытяжки мембраны и повышения сцепления листа с мембраной.
Достигается это тем, что мембрана выполнена газопроницаемой.
Мембрана может быть выполнена переменной толщины в зависимости от перепадов глубин полости матрицы, причем ее участки, прижимаюшиеся к менее глубоким частям матрицы, тоньше, чем участки, .прижимающиеся к более глубоким частям матрицы.
Мембрана может быть выполнена постоянной толщины, и ее поверхность, обращенная к матрице, может быть покрыта антиадгезионным покрытием в виде силиконовой или политетрафторэтиленовой смазки,или эмульсии,или тальком.
Поверхность мембраны, обращенная к листу или ткани, может быть покрыта адгезионным покрытием из полиизобутилена.
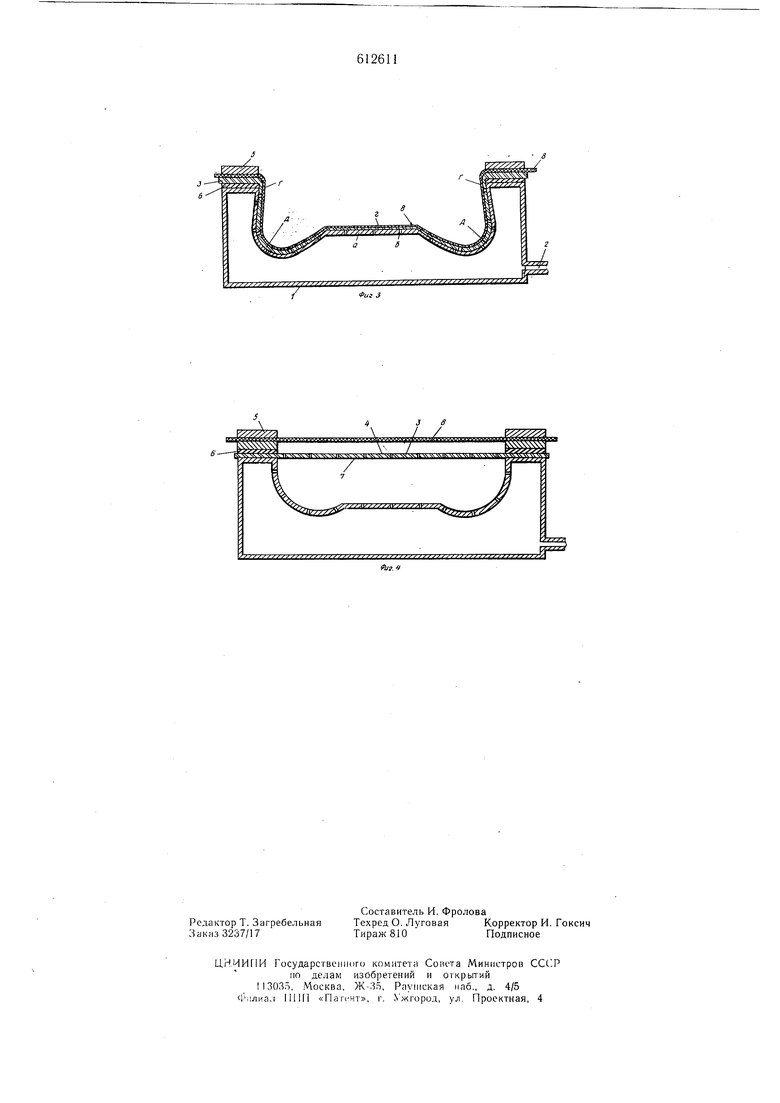
На фиг. 1-3 показано устройство с мембраной переменной толщины в исходном положении и процессе работы; на фиг. 4 - устройство с мембраной постоянной толщины.
Устройство содержит матрицу 1, выполненную в виде короба с формующей поверхностью «а, в которой выполнены отверстия «б для вакуумирования, и штуцером 2 для подсоединения к установке для создания вакуума, эластичную газопроницаемую мембрану 3 с отверстиями «в, покрытую адгезионным слоем 4 из полиизобутилена, прижимную рамку 5 и уплотнительный элемент 6.
Мембрана 3 может быть выполнена переменной толщины в зависимости от перепадов глубин полости матрицы с участками «г и «д в случае изготовления изделия сложной конфигурации, имеющего выступы различной высоты (см. фиг. 1 и 2), причем участки мембраны, прижимающиеся к менее глубоким частям матрицы, тоньше, чем участки, прижимающиеся к более глубоким частям матрицы. При изготовлении изделия, не имеющего выступы, мембрана имеет постоянную толщину и покрыта со стороны, обращенной к матрице, антиадгезионным слоем 7, в частности силиконовой или политетрафторэтиленовой смазкой или эмульсией или тальком.
Изготовление изделия с помощью описываемого устройства осуществляется следующим образом.
Листовую заготовку 8 (пленка или ткань, которой приданы свойства газонепроницаемости путем нанесения эластичного покрытия на одну ее поверхность) размещают на эластичной мембране 3, обращенной поверхностью со слоем 4 к заготовке, закрепляют прижимной рамкой 5 на периферийной части матрицы 1, на которой при необходимости устанавливают уплотнительный элемент 6, и подключают штуцер 2 к установке для создания вакуума. Под действием вакуума заготовка прижимается к мембране 3, сцепляется с ней и не может перемещаться относительно нее. Вследствие того, что мембрана 3 имеет переменную толщину, -т. е. ее толщина на участках «г, которые должны прижиматься к менее глубоким частям полости матрицы 1, меньше, чем на участках «д, которые должны прижиматься к более глубоким частям полости матрицы, тонкие участки «г мембраны деформируются быстрее, чем толстые участки «д. Деформация, которую испытывают мембрана 3 под действием вакуума, создаваемого в полости матрицы, затрагивает прежде всего ее тонкие участки «г.
На фиг. 2 видно, чт,о тонкие участки «г в центре и на периферическом крае мембраны 3 деформируются, вытягиваясь и принимая форму менее глубоких частей полости матрицы, но эта дефор.мация не затрагивает участки «д мембраны. Заготовка 8, сцепленная с мембраной 3, отслеживает деформацию мембраны и, следовательно, подвергается вытяжке только на тех участках, которые находятся в контакте с участками «г мембраны.
Прижатые к менее глубоким частям полости матрицы 1 тонкие участки «г мембраны удерживаются неподвижно за счет совместного действия вакуума и трения, а толстые участки «д мембраны 3 под действием вакуума
деформируются (как показано на фиг. 3) до тех пор, пока они не примут форму глубоких частей полости матрицы, при этом деформация выражается в вытяжке участков «д мембраны, вызывающей соответствующую вытяжку участков заготовки 8, сцепленных с участками «д
мембраны 3.
Если выбран соответствующий перепад толщины, можно добиться того, чтобы мембрана 3, продолжая подвергаться двухступенчатой деформации, затрагивающей различные ее участки, подвергалась в целом равномерной деформации, т. е. чтобы после завершения деформации будучи более тонкой она снова имела такой же перепад толщины, как и перед деформацией. Заготовка 8, которая сцепляется с мембраной 3 за счет совместного действия
вакуума и трения, создаваемого противоскользящим слоем 4 этой мембраны, правильно отслеживает деформацию мембраны 3, подвергается в целом равномерной вытяжке и имеет после формования одинаковую толщину во всех
точках.
При изготовлении изделия, не имеющего выступы, используют перфорированную мембрану 3 постоянной толщины. Эта мембрана также со стороны, обращенной к заготовке 8, покрыта адгезионным слоем 4 из полиизобутилена. С противоположной стороны, обращенной к матрице 1, мембрана 3 покрыта антиадгезионным слоем 7 силиконовой или политетрафторэтиленовой смазки или слоем эмульсии или талька.
Затем мембрану 3 постоянно и герметично закрепляют на периферическом краю матрицы 1, а заготовку размещают и закрепляют между двумя частями прижимной рамки 5, которая надевается при необход;имости с прокладкой уплотнительного элемента 6 на мембрану 3, связанную с матрицей 1. Под действием вакуума, создаваемого в матрице 1, заготовка 8 сначала прижимается к мембране 3 и сцепляется с ней. После чего последняя деформируется в направлении полости матрицы 1, которой она касается в точке, определяемой формой полости. За счет смазывания поверхности, обращенной к матрице, мем брана 3 в процессе дальнейшей деформации может скользить по ней, вследствие чего эта мембрана, имеющая во всех точках одинаковую толщину и, следовательно, одинаковую эластичность, равномерно распределяется по формующей поверхности «а матрицы 1, подвергаясь везде одинаковой вытяжке. Заготовка 8, сцепленная с мембраной 3, вытягивается также равномерно и имеет после придания ей формы повсюду одинаковую толщину. В описанные два варианта осуществления изобретения могут быть внесены многочисленные изменения и дополнения. Так, например, можно постоянно или съемно закреплять на матрице совместно с тканью или листом мембрану постоянной или переменной толщины. Кроме того, материалы как для изготовления самой мембраны, так и для придания ей противоскользящих свойств с одной из сторон и при необходимости скользящих свойств с другой стороны были указаны лищь в качестве примеров и могут быть замещены эквивалентными материалами. Помимо этого, мембраны (имеют ли он переменную или постоянную толщину) могут использоваться для холодного или горячего формования листов из термопластичной пластмассы не только при помощи вакуума, но также и при помощи совместно действующих вакуума и давления, при этом над матрицей не устанавливается никакого дополнительного оборудования. Матрицы, снабженные мембранами согласно изобретению, могут без труда использоваться в качестве жущихся форм в поточной линии по изготовлению изделий из пенопласта с защитной оболочкой. Формула изобретения 1.Устройство для формования ткани или листа из пластмассы вакуумом или пневмодавлением, содержащее матрицу, закрепленную по ее периферии прижимной рамкой мембрану из эластичного материала и щтуцер для вакуумирования, отличающееся тем, что, с целью улучщения качества формования за счет обеспечения равномерной вытяжки мемраны и повышения сцепления листа с мембраной, последняя выполнена газопроницаемой. 2.Устройство по п. 1, отличающееся тем, что мембрана выполнена переменной толщины в зависимости от перепадов глубин полости матрицы, причем ее участки, прижимающиеся к менее глубоким частям матрицы, выполнены тоньше, чем ее участки, прижимающиеся к более глубоким частям матрицы. 3.Устройство по п. 1, отличающееся тем, что мембрана выполнена постоянной толщины и ее поверхность, обращенная к матрице, покрыта антиадгезионным покрытием в виде силиконовой или политетрафторэтиленовой смазки или эмульсии или тальком. 4.Устройство по пп. 1-3, отличающееся тем, что поверхность мембраны, обращенная к листу или ткани, покрыта адгезионным покрытием из полиизобутилена. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 203200, кл. В 29 С 1/00, 1962. 2.Патент США № 3608055, кл. 264-316, 1971. 

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОЙ МЕМБРАНЫ И СЛОИСТЫЙ МАТЕРИАЛ НА ЕЕ ОСНОВЕ | 1998 |
|
RU2167702C2 |
| СПОСОБ ПЕРФОРИРОВАНИЯ ГЛАДКИХ ЗАКРЫТЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЯ ИЗ ОТКРЫТОПОРИСТЫХ ПЕНОПЛАСТОВЫХ ЛИСТОВ | 1995 |
|
RU2106958C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКОГО И ПАРОПРОНИЦАЕМОГО БОТИНКА И БОТИНОК, ПОЛУЧЕННЫЙ ДАННЫМ СПОСОБОМ | 2008 |
|
RU2462969C2 |
| ПОЛИТЕТРАФТОРЭТИЛЕНОВАЯ МЕМБРАНА ДЛЯ НАПРАВЛЕННОЙ РЕГЕНЕРАЦИИ ОКОЛОЗУБНЫХ ТКАНЕЙ | 2003 |
|
RU2257232C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВКИ | 2008 |
|
RU2479424C2 |
| СПОСОБ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВЫХ МАТЕРИАЛОВ | 1991 |
|
RU2096117C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАСТМАССОВОГО ИЗДЕЛИЯ ИЗ САМОУПРОЧНЯЮЩЕГОСЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА И ИЗГОТОВЛЕННОЕ ПЛАСТМАССОВОЕ ИЗДЕЛИЕ | 2005 |
|
RU2377126C2 |
| МНОГОСЛОЙНОЕ УФ-ПОГЛОЩАЮЩЕЕ СТЕКЛО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2023 |
|
RU2808819C1 |
| Штамп для вытяжки с утонением | 1983 |
|
SU1147475A1 |
| БЕЗРАСТВОРНЫЙ СПОСОБ ПОЛУЧЕНИЯ ФТАЛОНИТРИЛЬНОГО ПРЕПРЕГА И ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 2019 |
|
RU2740286C1 |
В
