Изобретение относится к обработке металлов давлением, в частности к глубокой вытяжке металла с утонением стенки детали. Наиболее близким к изобретению по технической сущности является штамп для вытяжки с утонением, содер жащий корпус, пуансон, вытяжную матрицу и две дополнительные матрицы для вытяжки с утонением изделий из листовых заготовок Cl. Недостатком указанного штампа является невозможность осуществления больших степеней деформации за рабочий ход пресса. Цель изобретения - повышение производительности труда за счет увеличения допустимой степени деформации и снижения мощности используемого оборудования. Цель достигается тем, что штамп для вытяжки с утонением, содержащий корпус, пуансон, вытяжную матрицу и две дополнительные матрицы для вытяжки с утонением, снабжен двумя упругими мембранами, размещенными внут ри корпуса и образующими замкнутую полость, корпус выполнен с отверстие в боковой стенке для подачи рабочей .{жидкости переменного давления в полость между мембрайами, а дополнительные матрицы для вытяжки с утонением закреплены в соответствующих мембранах. На чертеже изображен штамп. Штамп состоит из корпуса 1, в ко тором смонтированы йытяжная матрица первого перехода 2 и две матрицы 3 и 4 для вытяжки с утонением, размещенные в упругих мембранах 5 и 6, образующих замкнутую Ьолость 7, заполненную рабочей жидкостью, и опиракяцихся торцами фланцев, обращенных к замкнутой полости, на цилиндрическую втулку 8, предотвращаю щую осевое смещение мембран навстр чу друг другу. Вытяжка заготовки 9 производится пуансоном 10, закрепленным наряду с прижимом 11 на ползунах пресса двойного действия, г Устройство работает следукицим образом. На поверхность неподвижной натри цы 2 укладывается заготовка 9 и прижимается к ней при ходе ползуна пресса прижимом 11, после чего пуан соном 10 осуществляется первый пере ход вытяжки. При дальнейшем ходе пуансона происходит вытяжка детали с утонением стенки, причем одновременно с Э.ТИМ в замкнутой полости 7 создается с помощью, например, гидропульсатора (на чертеже не показан) подачей рабочей жидкости в отверстие в боковой стенке корпуса 1 переменное давление, вызывающее перемещение во взаимнопротивоположных направлениях матриц 3 и 4, размещенных в упругих мембранах 5 и 6 за счет прог гиба последних. При увеличении давления в полости 7 матрицы. 3 и 4 удаляются друг от друга. При этом матрица 3 перемещается против хода пуансона, матрица 4 перемещается по ходу движения пуансона, скорость ее перемещения превьшгает скорость движения пуансона и очаг деформации в матрице 4 разгружается. При снятии давления в полости 7 матрицы 3 и 4 будут сближаться за счет упругости мембраны 5 и 6, в которых матрицы размещены. При этом деформирование осуществляется матрицей 4, очаг деформации в матрице 3 разгружается. Так как матрицы 3 и 4 нагружаются поочередно, суммарное усилие деформирования всегда равно усилию в одной из матриц. Скорость движения матриц вдоль оси является переменной во времени и определяется из зависимости l ciA|oti A wco5(Лi , - амплитуда колебаний матгде А, иГ 23Г/Т - углрвая скорость перемещения матрицы-, Т - период колебаний. Циклическая разгрузка матриц от сил нормального давления и трения возможна при условии, что амплитудные значения колебательной скорости матрицы VK будут не меньше скорости движения вытяжного пуансона V(, . Обычно для прессов скорость к началу вытяжки (Vn) 200-350 мм/с. Бели принять частоту вращения вала гидро- пульсатора п 1450 об/мин, то для достижения полной поочередной разгрузки очага деформации в одной из матриц достаточно обеспечить величину амплитуды колебания А 2 мм, т.е. практически разгрузка будет осуществляться при скорости переме3 П47475
щения пуансона до 300 мм/с. При ско-вого оборудования меньшей мощности,
ростях более 300 мм/с необходимо .за счет существенного снижения
увеличить частоту вибрации п(w) ссуммарного усилия деформирования при
таким условием, чтобы произведениевытяжке с утонением через две матАфи/ было больше V . х .$ РИЦ также в увеличении степени
Технико-экономическая эффектив-деформации и глубины штампуемых
ность от применения изобретенияизделий за один рабочий ход презаключается в использовании прессо-сса.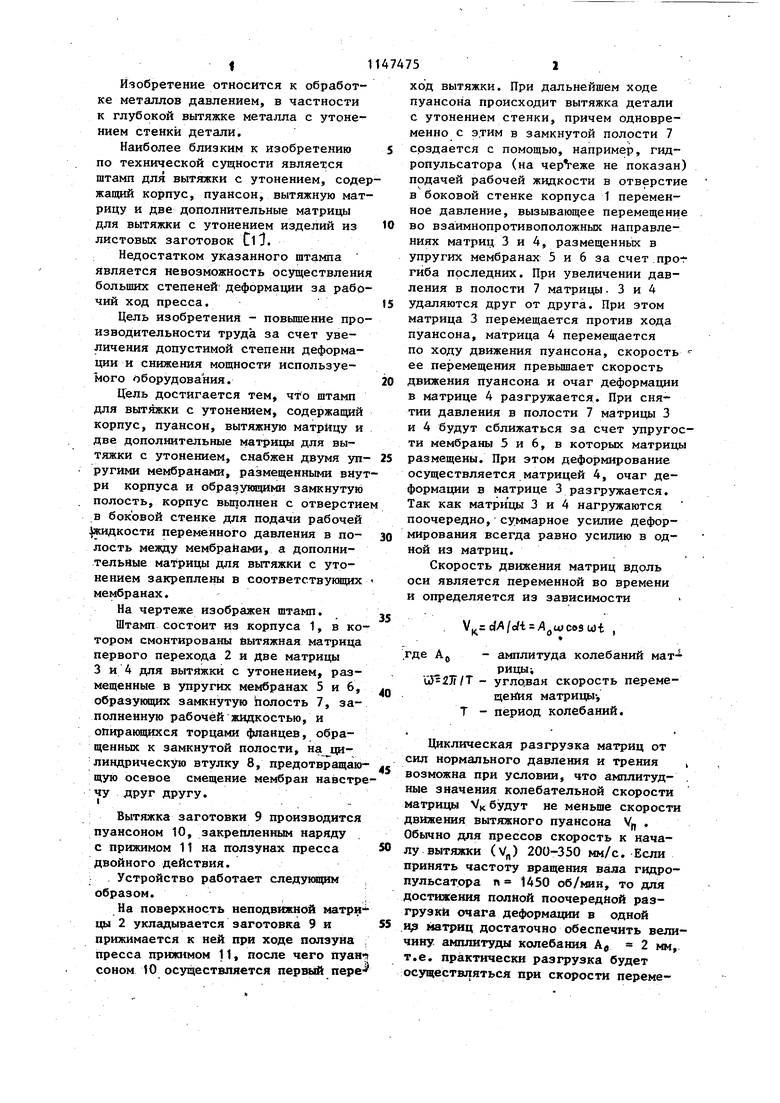
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки | 1989 |
|
SU1648602A1 |
| Способ изготовления деталей из полых полуфабрикатов | 1986 |
|
SU1423226A1 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU912349A1 |
| Способ изготовления изделий и инструмент для осуществления способа изготовления изделий | 1980 |
|
SU940941A1 |
| Способ определения коэффициента трения | 1989 |
|
SU1744599A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ определения предела текучести металла при глубокой вытяжке | 1991 |
|
SU1811938A1 |
| Штамп для вытяжки | 1988 |
|
SU1593739A1 |
| Штамп для вытяжки | 1987 |
|
SU1444032A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2072271C1 |
ШТАМП ДЛЯ ВЫТЯЖКИ С УГОНЕ- , НИЕМ,,содержащий корпус, пуансон, вытяжную матрицу и две дополнительные матрицы для вытяжки с утонением. 11 отличающийся тем, что, с целью повышения производительности за счет увеличения допустимой степени деформации и снижения мощности используемого оборудования, штамп снабжен двумя упругими мембранами, размещенными внутри корпуса и образующими замкнутую полость, корпус вьшолнен с отверстием в боковой стенке для подачи рабочей жидкости переменного давления в полость между мембранами, а дополнительные матрицы для вытяжки- с утонением закреплены в соответствующих мембранах. (Л 4: сл
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Романовский В.П, Справочник по холодной штамповке | |||
| М., Машгиз, 1959, с | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
