Область техники
Изобретение относится к области полимерной химии и технологии получения полимерных композиционных материалов (ПКМ), а именно к способу получения фталонитрильных препрегов по безрастворной технологии, для получения ПКМ с высокой термостойкостью для применения в авиационной и космической отраслях промышленности.
Уровень техники
Фталонитрильные связующие являются перспективными материалами для матриц ПКМ в связи с их выдающимися термо- и окислительной стабильностями, температурой стеклования, высокими влагостойкостью и огнестойкостью, а также хорошими механическими характеристиками [Т.М. Keller, Phthalonitrile-based high temperature resin, J. Polym. Sci. Part A Polym. Chem. 26 (1988) 3199-3212. doi:10.1002/pola.1988.080261207; S.B. Sastri, T.M. Keller, Phthalonitrile polymers: Cure behavior and properties, J. Polym. Sci. Part A Polym. Chem. 37 (1999) 2105-2111. doi:10.1002/(SICI)1099-0518(19990701)37:13<2105::AID-POLA25>3.0.CO;2-A; M.L. Warzel, T.M. Keller, Tensile and fracture properties of a phthalonitrile polymer, Polymer (Guildf). 34 (1993) 663-666. doi: 10.1016/0032-3861 (93)90570-Z].
Для изготовления ПКМ с фталонитрильными связующими наиболее широко описаны методы формования из предварительно пропитанной связующим ткани - препрега. Сам препрег, как правило, получают путем пропитки раствором армирующего наполнителя. Первые работы по этой теме были сделаны научной группой Тедди Келлера [S.B. Sastri, J.P. Armistead, T.M. Keller, Phthalonitrile-carbon fiber composites, Polym. Compos. 17 (1996). doi:10.1002/pc.l0674].
В качестве мономера в работе был использован 4,4'-бис(3,4-дицианофенокси)бифенил (I), а 1,3-бис(3-амино-фенокси)бензол (II) был выбран в качестве инициатора полимеризации. Для получения препрега использовались не сами мономеры, а преполимер, полученный из мономера и отвердителя, с массовой долей последнего 1,5-2,3%. Преполимер в последствии может отверждаться при повышенных температурах (375°С) для получения полностью сшитой структуры, обладающего хорошей термической и окислительной стабильностью. Использование преполимера также обусловлено излишне высокими температурами размягчения индивидуальных мономеров, что, в последствие, приведет к осыпанию связующего с армирующего наполнителя.
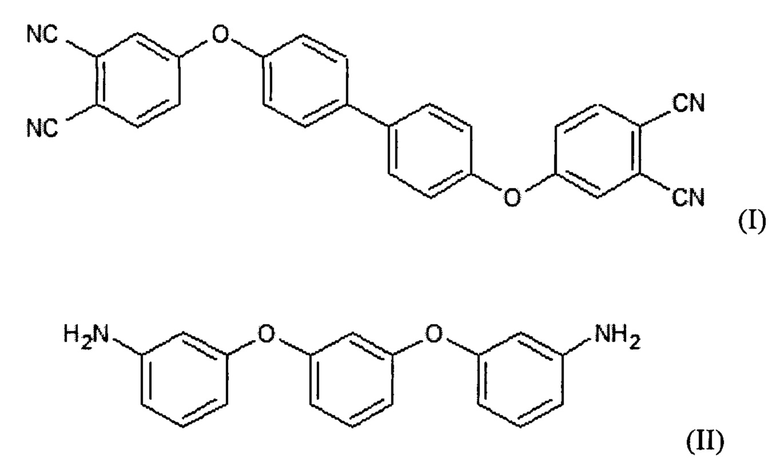
Преполимер готовили следующим образом: 4,4' бис(3,4 дицианофенокси)бифенил расплавили в емкости (Тпл=234°С). К расплаву порционно добавили 1,3 бис(3-амино-фенокси)бензол и включили перемешивание. Реакцию вели при 250°С в течение 15 минут. После этого реакционную смесь охладили до комнатной температуры. Согласно источнику, полученный продукт растворим во многих органических растворителях, имеет температуру стеклования ~80°С и может храниться при комнатной температуре неограниченное количество времени.
Сам препрег получали, используя углеродные ленты из волокна «IM-7 12K» (Hexcel), пропитывая их раствором преполимера в смеси диметилацетамида и н-метилпирролидона в соотношении 9:1. Формование образца ПКМ проводилось в металлической форме под давлением 1,3 МПа и температурах до 375°С. Очевидной проблемой такого метода является необходимость подбора подходящего к конкретному составу растворителя и дальнейшее его удаление из препрега. Недостаточное высушивание может в итоге привести к образованию нежелательной пористости и, соответственно, пониженным механическим свойствам. Ко всему прочему, к сложностям формования такого композита можно отнести высокие значения вязкости при температурах обработки (>25 кПа⋅с) и относительно медленный старт начала полимеризации (>45 минут). Использование более высоких содержаний отвердителя (>2,3%) приводило к более быстрому старту полимеризации, но также увеличивало вязкость связующего, что приводило к образованию пустот в объеме композита, что сказывалось на механических характеристиках. Прочностные свойства в направлении волокна были относительно высоки (Таблица 1).
Использование стекловолокна в работе тех же авторов не привело к качественно лучшим результатам (Таблица 1) [S.B. Sastri, J.P. Armistead, T.M. Keller, U. Sorathia, Phthalonitrile-glass fabric composites, Polym. Compos. 18 (1997) 48-54. doi:10.1002/pc. 10260]. Замена отвердителя м-АФБ (III) на п-БАФС (IV) дает более низкие механические характеристики получаемого ПКМ (Таблица 1) [D.D. Dominguez, H.N. Jones, T.M. Keller, The effect of curing additive on the mechanical properties of phthalonitrile-carbon fiber composites, Polym. Compos. 25 (2004) 554-561. doi:10.1002/pc.20049]. Изготовление препрега с п-БАФС проводилось по аналогичной схеме, содержание отвердителя в преполимере составляло 2,4 масс. %.

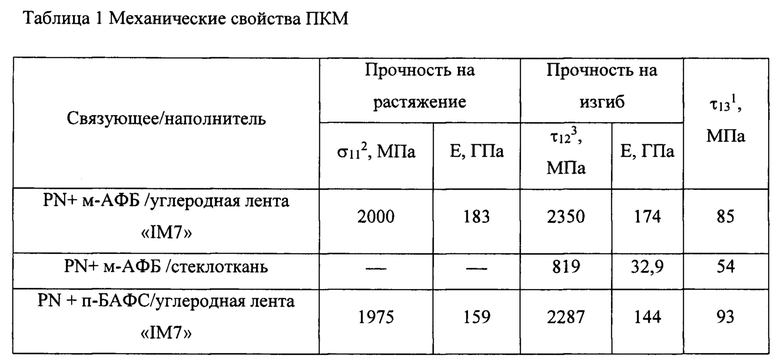
Примечание: 1 - прочность при межслоевом сдвиге, 2 - прочность на растяжение, 3 - прочность на изгиб
Из уровня техники известен способ получения ПКМ с фталонитрильной матрицей на основе замещенной фенолформальдегидной смолы (схема 1) [D. Augustine, D. Mathew, C.P.R. Nair, Phenol-containing phthalonitrile polymers - synthesis, cure characteristics and laminate properties, Polym. Int. 62 (2012) n/a-n/a. doi:10.1002/pi.4393]. Варьируя степень замещения гидроксильных групп на фталонитрильные от 44 до 99% был получен ряд связующих, отверждавшихся по схеме 100°С - 30 мин =>150°С - 30 мин =>200°С - 30 мин =>250°С - 1 час =>300°С - 1 час =>350°С - 3 часа. Использованные замещенные новолачно-фталонитрильные смолы имели шифры NLPN-1, NLPN-2, NLPN-3, NLPN-4 и имели степень замещения гидроксила 44%, 71%, 87% и 99% соответственно.

Препрег получали пропиткой ткани на основе волокна «Т-300» (Toray) раствором связующего в метилэтилкетоне из расчета на 70 масс. % армирующего наполнителя в финальном композите. Просушку листов проводили в вакууме при температуре 60°С. ПКМ получали путем выкладки препрега в металлическую оснастку и нагрева по схеме, использованной для отверждения связующего. Также для испытанных образцов были получены микрофотографии РЭМ (фиг. 1).
Из уровня техники известны способы получения материалов на основе «третьего» поколения фталонитрилов (X), сочетающего в себе основные плюсы прежде изученных молекул: высокие механические свойства и относительно низкие температуры обработки [М. Laskoski, A.R. Shepherd, W. Mahzabeen, J.S. Clarke, T.M. Keller, U. Sorathia, Sustainable, fire-resistant phthalonitrile-based glass fiber composites, J. Polym. Sci. Part A Polym. Chem. 56 (2018) 1128-1132. doi:10.1002/pola.28989]. В качестве армирующего наполнителя использовали стеклоткань 6781 НТ sized 7781 E-glass. Смесь для пропитки готовили в ацетоне, в качестве отвердителя использовали 2,7 масс. % м-БАСФ. Ткань выкладывалась на алюминиевую фольгу, раствор распределялся по волокну вручную. Просушку полученного таким образом препрега проводили на воздухе. Пред отверждение ПКМ вели в термопрессе при давлении 3,45 бар и температуре 200°С. Прессование вели в течение времени, необходимого для гелирования связующего и полученного из реологических данных. Постотверждение вели в две стадии в печи при температурах 270°С и 375°С с выдержкой 6 ч и 8 ч соответственно. Пористость в конечном ПКМ составляла не более 3%. Т5% на воздухе составляла 575°С, модуль упругости составил почти 5,5 ГПа.
Известные из уровня техники способы получения препрегов, заключающиеся в пропитке армирующего материала раствором связующего, имеют ряд недостатков, а именно при увеличении объемов производства накладываются требования на работу с ЛВЖ, генерируется множество отходов, требующих специальной утилизации (растворители), необходимы затраты на покупку или регенерацию растворителей.
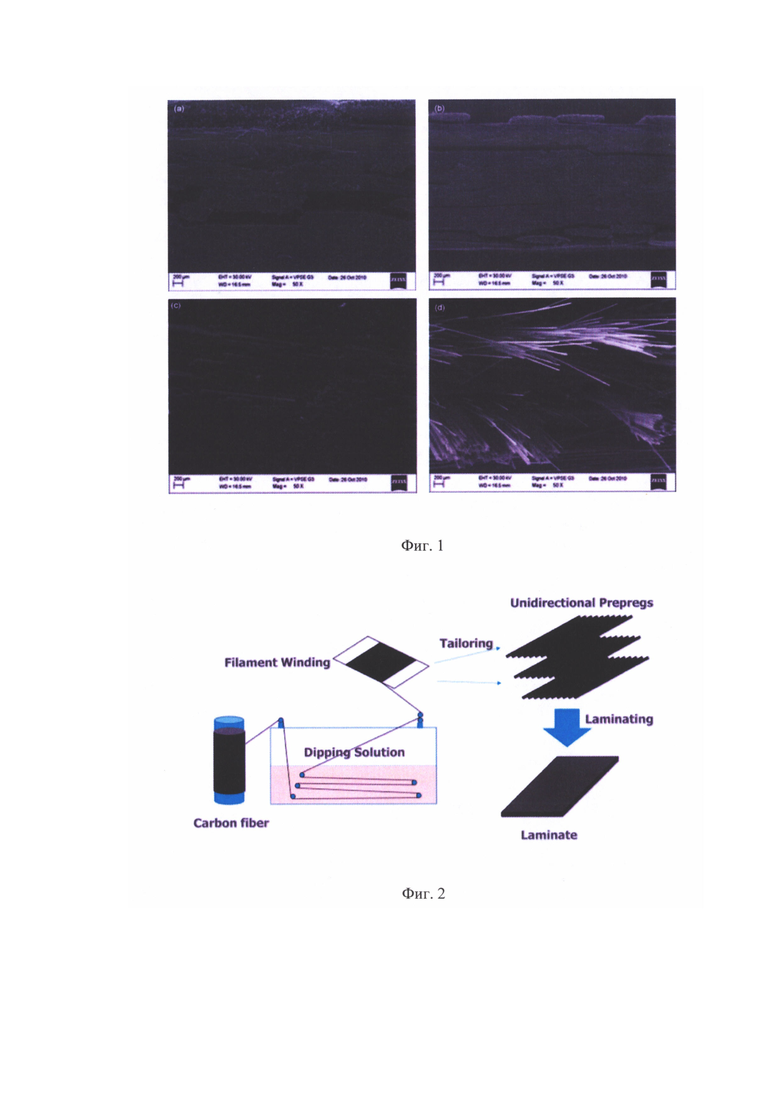
Из уровня техники известен способ формования композита на основе сформованной на мате целлюлозного (льняного) волокна компании Tex-Dem N.V. и тонких пленок эпоксидной смолы НМ 533 [I. Van de Weyenberg, Т. Chi Truong, В. Vangrimde, I. Verpoest, Improving the properties of UD flax fibre reinforced composites by applying an alkaline fibre treatment, Compos. Part A Appl. Sci. Manuf. 37 (2006) 1368-1376. doi:10.1016/j.compositesa.2005.08.016.]. Схема получения заготовки для ПКМ показана на фиг. 2.
Отверждение полученной заготовки осуществляли в автоклаве в течение 1 часа, давлении 3 бар и температуре 125°С. Механические свойства полученного образца представлены в Таблица 2.
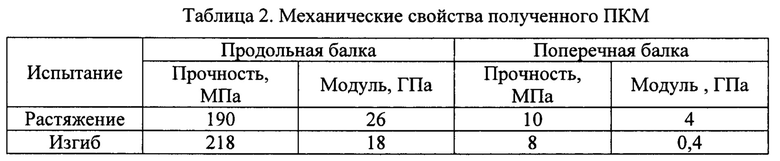
Описанный способ позволяет получать композиты с низкими механическими свойствами за счет невысокого содержания армирующего наполнителя (40%) и применения в качестве армирующего наполнителя целлюлозного волокна. Кроме того, использование целлюлозного волокна снижает влагостойкость композита, так как целлюлоза активно набухает в воде и существенно теряет прочность. Помимо этого, целлюлоза биоразлагаема, что делает невозможным применение таких материалов в ответственных нагруженных конструкциях, например в авиакосмической отрасли или в капитальном строительстве. Использование углеродного или стеклянного волокна или тканей позволит увеличить прочность и устойчивость материалов к внешней среде. Использование фталонитрильних матриц вместо эпоксидных обеспечит композитам высокую термостойкость.
Другим известным из уровня техники способом получения препрегов является нанесение тонких пленок связующего на волокно методом прессования. Так, в работе [N. Chatiras, P. Georgiopoulos, A. Christopoulos, Е. Kontou, Thermomechanical characterization of basalt fiber reinforced biodegradable polymers, Polym. Compos. 40 (2019) 4340-4350. doi:10.1002/pc.25295] описано использование двух типов матриц: чистой полимолочной кислоты (ПМК) и Ecovio (ЕС) - коммерческого сополимера полимолочной кислоты и полиэфирного связующего. В качестве армирующего наполнителя использовались ткань из базальтового волокна ТВК-100, лента из базальтового волокна BAS UNI 350, а также стеклоткань ЕС9. Получение препрега осуществлялось путем спрессовывания тонкой пленки прокатанного связующего и ткани при температуре 180°С и давлении 15 МПа в течение 15 минут. Массовое содержание армирующего наполнителя в полученных материалах не превышало 47%, объемное - 29,2%, что является существенным недостатком таких препрегов и не позволяет получать ПКМ с высокими механическими характеристиками. Для полученных образцов были получены значения механической прочности при растяжении и при изгибе (Таблица 3).
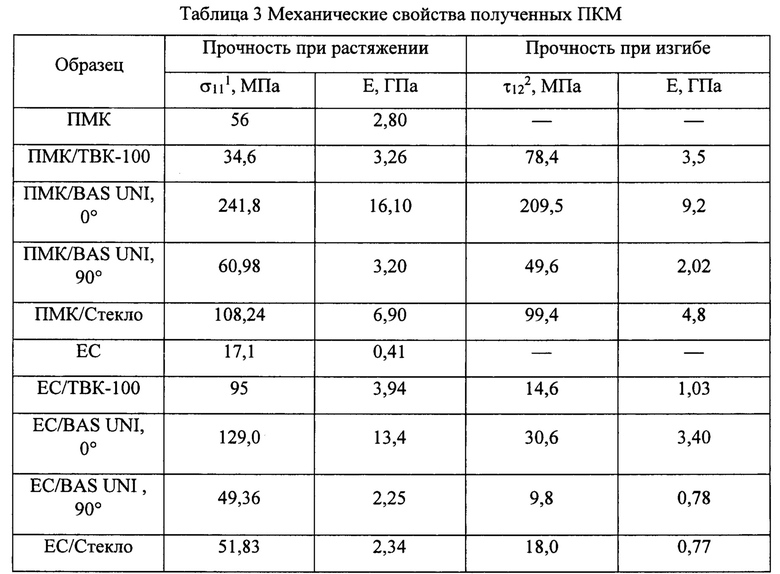
Примечание: 1 - прочность при растяжении, 2 - прочность при изгибе
Также для испытанных образцов были получены микрофотографии РЭМ (фиг. 3). На снимках хорошо видно, что волокно практически не пропитано связующим.
Таким образом из уровня техники известны безрастворные способы получения препрегов. Однако, известными способами получали препреги с низким содержанием армирующих наполнителей - не более 40%, что является излишне низким и не позволяет эффективно перераспределять нагрузку между фазами. Причем в качестве армирующих наполнителей использовали только целлюлозные и базальтовые волокна, тогда как использование углеродного волокна позволяет получать материалы с более низкой плотностью и при этом более высокими механическими характеристиками.
Технической проблемой является разработка способа получения препрега с фталонитрильный матрицей безрастворным способом. Полученный таким образом препрег может быть использован для получения ПКМ с высокой термостойкостью для применения в авиационной и космической отраслях промышленности.
Раскрытие изобретения
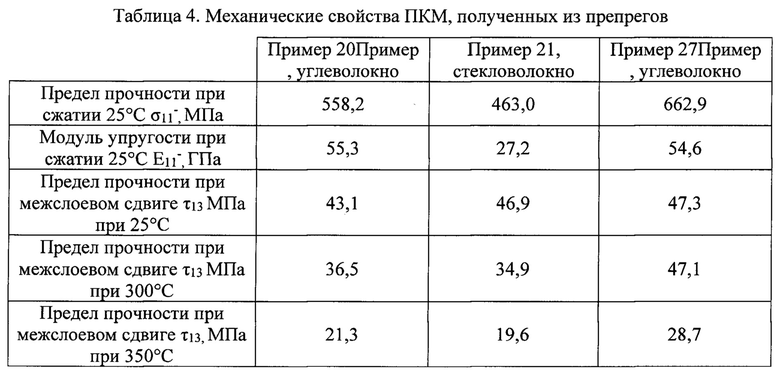
Техническим результатом заявляемого изобретения является разработка безрастворного способа получения препрега, который позволяет получить ПКМ, обладающий прочностью при межслоевом сдвиге 34,1-47,1 МПа, с массовой долей связующего 30-40%. Также свойства описанных материалов сохраняются при 300 не менее чем на 90%, при 350-75%, при 400 - не менее 50%, а разложение материала (T5%) начинается при температуре не менее 500°С.
Технический результат достигается способом получения препрегов с фталонитрильными матрицами, включающим формирование в термопрессе пленок толщиной 20-400 мкм легкоплавких фталонитрильных связующих при давлении от 2 до 10 бар и температуре от 80°С до 140°С в течение 20-600 секунд с последующим нанесением полученных пленок на армирующий наполнитель из расчета 35±5 мас. % связующего на массу армирующего наполнителя. При этом в качестве армирующего наполнителя используют ткань или ленту, полученную из стеклянного или углеродного волокна, а в качестве связующего используют легкоплавкие фталонитрильные связующие с температурами стеклования не выше 50°С, предпочтительно в качестве фталонитрильных связующих использовать связующие образованные из (1) полимеризуемой смеси, включающей:
- один или несколько бис-фталонитрильных мономеров, выбранных из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-4-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-бромбензола, 1,3-бис-(3,4-дицианофенокси)-4-бромбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, 1,5-бис-(3,4-дицианофенокси)-2,4-дихлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-метилбензола, более предпочтительно из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, наиболее предпочтительно использование 1,3-бис-(3,4-дицианофенокси) бензола, в количестве 20-94 мас. % от массы полимеризуемой смеси,
- одного или нескольких реактивных пластификаторов-антипиренов, выбранных из группы, состоящей из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-1-нафтилфосфата, бис-(4-цианофенокси)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-пропаргилфосфата, бис-(4-цианофенил)фенилфосфата, бис-(3-цианофенокси)фенилфосфата и бис-4-(3,4-дицианофенокси)фенил)фенилфосфата, более предпочтительно из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, взятых в количестве 5-80 мас. % от общей массы полимеризуемой смеси, и
- одного или нескольких активных разбавителей, выбранных из соединений группы, состоящей из 4-[3-(дипропаргиламино)фенокси]фталонитрила, 4-[4-(дипропаргиламино)фенокси]фталонитрила, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-(4-цианофенокси)-фталонитрила, 4-(3-цианофенокси)-фталонитрила и 4-(4-аминофенокси)-фталонитрила, особо предпочтительно из одного или нескольких соединений, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-[3-(дипропаргиламино)фенокси]фталонитрила, 4-[4-(дипропаргиламино)фенокси]фталонитрила, в количестве от 1 до 50% от общей массы полимеризуемой смеси; и
(2) инициатора полимеризации, взятого в количестве от 1 до 20% от общей массы полимеризуемой смеси, выбранный из ароматических диаминов или бисфенолов, имеющих температуру кипения при вакууме 0.1 мм рт.ст. не менее 180°С, при этом суммарное содержание полимеризуемой смеси и инициатора полимеризации составляет от 60 до 100 мас. % от общей массы связующего. Предпочтительно инициатор полимеризации выбирают из группы, включающей 1,3-бис-(4-аминофенокси)бензола, 4,4'-диаминодифенилсульфона, 3,3'-диаминодифенилсульфона, 3,3'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, 4,4'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, бис[4-(4-аминофенокси)фенил]сульфона или бисфенола А, наиболее предпочтительно из 1,3-бис-(4-аминофенокси)бензола, или бис[4-(4-аминофенокси)фенил]сульфона.
Предпочтительно в качестве полимерных разделительных пленок могут быть использованы любые пленки с температурой стеклования выше 130°С, а именно пленки из полиэтилентерефталата, полиамида, полиимида на которые нанесено разделительное покрытие для обеспечения возможности отделения связующего от пленки.
Технический результат также достигается полимерным композиционным материалом, полученным отверждением препрега с фталонитрильными матрицами, полученными вышеописанным способом. При этом размещают полученный слоистый материал в вакуумный пакет, откачивают воздух до значений вакуума <1 мм.рт.ст. и помещают в пресс, а отверждение осуществляют по следующему режиму: нагрев до 120-150°С со скоростью 2±0,5°С/мин и контактным давлением (1±0,2 бар), с последующим нагревом до 180±2°С со скоростью 2±0,5°С/мин и давлением 2-8 бар, с последующим поднятием давления до 10±0,5 бар и выдерживанием при этой температуре в течение 8±0,1 ч. После этого композит извлекают из формы и постотверждают при 330±5°С в течение 8±0,1 ч в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания не более 5°С/мин. Полученный таким способом полимерный композиционный материал, обладает прочностью при межслоевом сдвиге 34,1-47,1 МПа, прочностью при сжатии 463,0-662,9 МПа, модулем упругости 27,2-55,3 ГПа.
Краткое описание чертежей
Изобретение поясняется следующими чертежами.
На фиг. 1 представлена микрофотографии РЭМ (a) NLPN-1, (b) NLPN-2, (с) NLPN-3 (d) NLPN-4.
На фиг. 2 представлена схема получения ламинатов из углеродного волокна с раствором фталонитрильного связующего.
На фиг. 3 представлена микрофотографии РЭМ образца ПКМ после испытания.
продемонстрированы механические характеристики композитов.
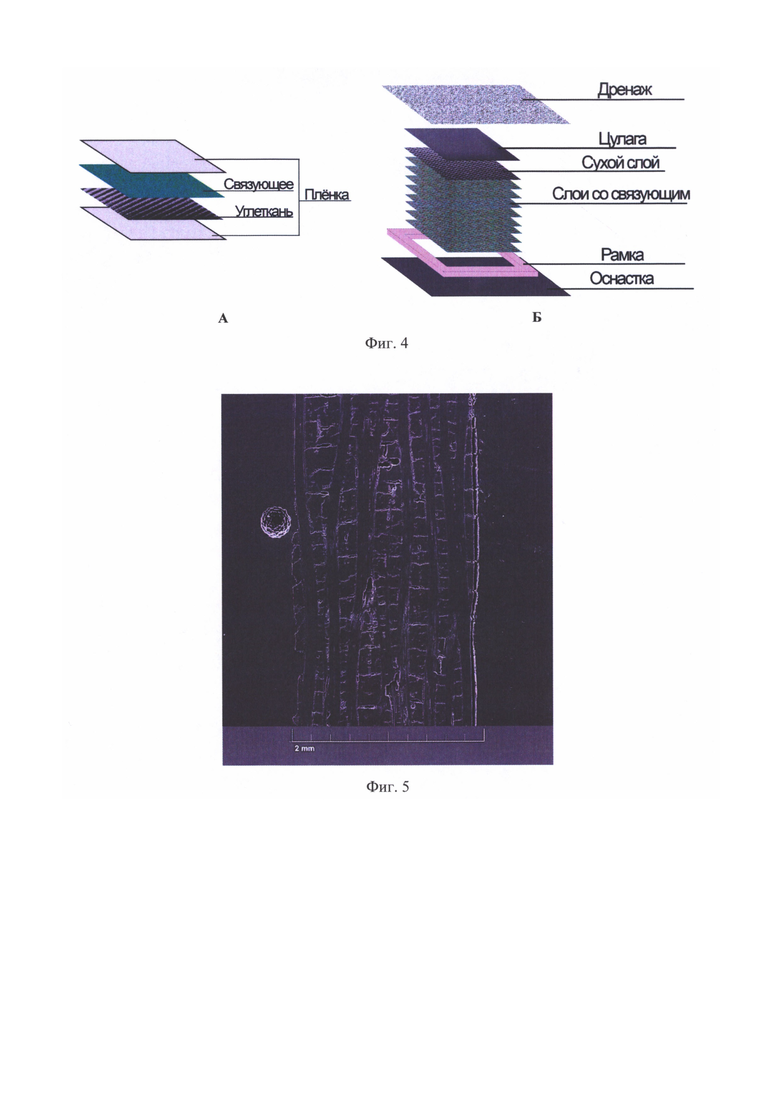
На фиг. 4 представлены А- схема получения препрега прямым нанесением, Б -схема прессования препрега.
На фиг. 5 представлена микрофотография РЭМ полученного ПКМ (сравнительный пример 5).
Осуществление изобретения
Ниже представлено более подробное описание заявляемого изобретения. Настоящее изобретение может подвергаться различным изменениям и модификациям, понятным специалисту на основе прочтения данного описания. Например, могут изменяться конкретная марка фталонитрильного связующего (необходимый признак -температура стеклования менее 50°С), используемого для получения тонких пленок, тип армирующего наполнителя (может быть на основе углеродного, стеклянного, базальтового, арамидного или любого другого типа волокна) и форма его текстильной переработки (ткани различных плетений, однонаправленные ленты), используемые вспомогательные материалы (разделительные пленки), способ распределения связующего для получения тонкой пленки.
Все используемые реагенты являются коммерчески доступными, все процедуры, если не оговорено особо, осуществляли при комнатной температуре или температуре окружающей среды, то есть в диапазоне от 18 до 25°С.
Для получения образцов препрегов был выбран метод прямого нанесения тонких пленок связующего непосредственно на ткань или ленту. Для получения пленок связующего используется термопресс Langzauner LZT-L 250. Максимальная возможная поддерживаемая температура пластин рабочей зоны пресса - 400°С, максимальное давление - 20 бар. Для осуществления изобретения такие характеристики являются избыточными и подойдет любой обогреваемый пресс, который может поддерживать температуру рабочей зоны не менее 180°С и давление 10 бар. Для изготовления препрегов использовали связующие, описанные в RU 2695606, и обладающие температурой стеклования менее 50°С, образованные из (1) полимеризуемой смеси, включающей:
- один или несколько бис-фталонитрильных мономеров, выбранных из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-4-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-бромбензола, 1,3-бис-(3,4-дицианофенокси)-4-бромбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, 1,5-бис-(3,4-дицианофенокси)-2,4-дихлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-метилбензола, более предпочтительно из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, наиболее предпочтительно использование 1,3-бис-(3,4-дицианофенокси) бензола, в количестве 20-94 мас. % от массы полимеризуемой смеси,
- одного или нескольких реактивных пластификаторов-антипиренов, выбранных из группы, состоящей из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-1 -нафтилфосфата, бис-(4-цианофенокси)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-пропаргилфосфата, бис-(4-цианофенил)фенилфосфата, бис-(3-цианофенокси)фенилфосфата и бис-4-(3,4-дицианофенокси)фенил)фенилфосфата, более предпочтительно из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, взятых в количестве 5-80 мас. % от общей массы полимеризуемой смеси, и
- одного или нескольких активных разбавителей, выбранных из соединений группы, состоящей из 4-[3-(дипропаргиламино)фенокси]фталонитрила, 4-[4-(дипропаргил амино)фенокси] фталонитрила, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-(4-цианофенокси)-фталонитрила, 4-(3-цианофенокси)-фталонитрила и 4-(4-аминофенокси)-фталонитрила, особо предпочтительно из одного или нескольких соединений, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-[3-(дипропаргил амино)фенокси] фталонитрила, 4-[4-(дипропаргиламино)фенокси]фталонитрила, в количестве от 1 до 50% от общей массы полимеризуемой смеси; и
(2) инициатора полимеризации, взятого в количестве от 1 до 20% от общей массы полимеризуемой смеси, выбранный из ароматических диаминов или бисфенолов, имеющих температуру кипения при вакууме 0.1 мм рт.ст. не менее 180°С, при этом суммарное содержание полимеризуемой смеси и инициатора полимеризации составляет от 60 до 100 мас. % от общей массы связующего. Предпочтительно инициатор полимеризации выбирают из группы, включающей 1,3-бис-(4-аминофенокси)бензола, 4,4'-диаминодифенилсульфона, 3,3'-диаминодифенилсульфона, 3,3'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, 4,4'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, бис[4-(4-аминофенокси)фенил]сульфона или бисфенола А, наиболее предпочтительно из 1,3-бис-(4-аминофенокси)бензола, или бис[4-(4-аминофенокси)фенил]сульфона.
Изготовление производилось по следующей методике:
В предварительно разогретый до 80-120°С пресс между двух антиадгезионных полимерных пленок равномерно распределяют любым известным из уровня техники способом мелкоизмельченный порошок связующего, размеры частиц которого лежат в интервале 50-1000 мкм. Толщина слоя порошка не должна превышать десяти диаметров частиц. Пластины пресса сводят под давлением 2-10 бар. Связующее выдерживают от 20 сек до 600 сек и извлекают из пресса в виде пленки. Горячие образцы кладут на ровную поверхность и дают остыть до комнатной температуры. Полученные пленки можно хранить сколь угодно долго при комнатной температуре. Необходимо учитывать, что при температурах ниже температуры стеклования (<21°С) пленка становится более хрупкой и грубое физическое воздействие может привести к ее разрушению.
В качестве полимерных разделительных пленок могут быть использованы любые пленки с температурой стеклования выше 130°С, например полиэтилентерефталат (ПЭТ), полиамид, полиимид и другие. Необходимо учитывать, что на пленку должно быть нанесено разделительное покрытие для обеспечения возможности отделения связующего от пленки, в качестве которого могут быть использованы различные силиконы.
Листы препрега изготавливались методом прямого нанесения (фиг. 4А). С одной стороны тонкой пленки связующего отделялся лист разделительной пленки. На лист армирующей ткани (углеродной или стеклоткани) помещалась пленка связующего так, чтобы связующее находилось между второй разделительной пленкой и армирующей тканью. Лист связующего через пленку валиком равномерно приглаживался к армирующей ткани с усилием, необходимым для прилипания связующего и обеспечения возможности отделения разделительной пленки без усилий. Разделительная пленка удалялась со связующего. Если армирующая ткань по размерам больше, чем размеры пленки связующего, то на оставшиеся незакрытые участки армирующей ткани вручную укладывались сравнимые по размерам куски тонкой пленки связующего. Нанесение контролировалось заранее известной массой тонкой пленки связующего и составляло 35±5% от общей массы армирующего наполнителя пленки толщиной 100-300 мкм наносят на армирующий наполнитель в виде ткани или ленты из углеродного или стеклянного волокна. При комнатной температуре препрег может храниться бесконечно долго.
Изготовленные листы препрега укладывают внутрь силиконовой рамки с аналогичными линейными размерами и толщиной не менее 5 мм (фиг. 4Б). Количество чередующихся с пленками связующего слоев углеродной ткани или стеклоткани для изготовления пластины ПКМ зависит от необходимой толщины ПКМ. Поскольку для измерения механической прочности при растяжении по ГОСТ Р 56785 толщина измеряемого образца должна составлять 2±0,2 мм, то платины ПКМ изготавливались из десяти слоев углеродной ткани (толщина монослоя 0,2 мм), либо из восьми слоев стеклоткани (толщина монослоя 0,25 мм) из которых все слои, кроме одного, были с нанесенным связующим, а самый верхний слой - ткань без связующего. Сверху листы препрега накрывают металлической пластиной (цулагой) с аналогичными препрегам линейными размерами и толщиной не менее 2 мм для обеспечения равномерной нагрузки по всей площади поверхности композита. Поверх конструкции выкладывался дренаж для облегчения откачки воздуха, в качестве которого могут быть использованы любые волокнистые либо сетчатые полимерные материалы.
Вокруг оснастки собирают вакуумный пакет, откачивают воздух до значений вакуума <1 мм.рт.ст. Формование композита проводят в термопрессе (максимальная поддерживаемая температура 400°С, давление - 20 бар) по следующей программе: нагрев до 120-150°С при давлении пресса 1±0,2 бар =>, и как только достигли заданных параметров сразу начинаем дальше повышение давления до 4-8 бар, нагрев до 180±2°С со скоростью 2±0,5°С/мин =>повышение давления до 10±0,5 бар, выдержка при 180±2°С в течение 8±0,1 ч. После этого композит извлекали из формы и постотверждали при 330±5°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания не более 5°С/мин. Предпочтительно заготовку для изготовления пластины ПКМ (препрег + дренаж + вакуумный пакет с вакуумом) собирать непосредственно перед прессованием, однако если конструкция собрана хорошо, то она может храниться несколько дней в таком виде, главное, чтобы вакуум сохранялся перед установкой в пресс.
Ниже приведены конкретные примерами выполнения, которые не являются единственно возможным, но демонстрирует возможность достижения требуемого технического результата.
Получение композиции связующего:
Связующее ФН1 (PNT).
В стеклянный реактор объемом 2 л, снабженный механической мешалкой, поместили 250 г 1,3-бис-(3,4-дицианофенокси)бензола. Реактор нагрели до 170°С для расплавления связующего, после чего включили перемешивание и вакуум (1 мм рт.ст.). Медленно добавляли расплав бис-(3-цианофенокси)фенил фосфата (150 г) небольшими порциями по мере растворения. Емкость охладили до 140°С. К полученному расплаву добавили 100 г 4-(4-аминофенокси)фталонитрила и 25 г 1,3-бис-(3-аминофенокси)бензола после чего перемешивали при 100°С в течение 15 минут. После этого смесь вылили на металлическую плиту, дали остыть и получили зеленую стеклообразную массу. Tc=22°С.
Связующее ФН2 (PNX).
В стеклянный реактор объемом 2 л, снабженный механической мешалкой, поместили 475 г 1,3-бис-(3,4-дицианофенокси)бензола. Емкость нагрели до 190°С для расплавления мономера, после чего включили перемешивание. Медленно добавляли порошок 4-(4-аминофенокси)фталонитрила (25 г), а затем прилили предварительно разогретый до 170°С расплав 100 г бис(3-(3,4-дицаинофенокси)фенил) пропаргилфосфата. Смесь охладили до 160°С и к полученному расплаву добавили 30 г АФБ 1,3-бис-(4-аминофенокси)бензола и перемешивали при 160°С в течение 15 минут. После этого смесь вылили на металлическую плиту, дали остыть и получили зеленую стеклообразную массу. Tc=42°С
Связующее ФН1-Р1 (PNT-P1).
В стеклянный реактор загрузили 660 г ФН-1, подали в систему вакуум (1 мм рт.ст.) для дегазации, включили нагрев до 130°С и дожидались начала плавления вещества, после чего включили перемешивание на 6-10 об/мин, постепенно повышая скорость вращения по мере плавления вещества до 120 об/мин., перемешивали в течение 20 минут. Затем в плав порционно внесли 26,4 г аэросила R202 при перемешивании. После каждой итерации внесения дожидались распределения аэросила R202 в объеме плава и выхода смеси на заданный температурный режим в 130°С. Когда весь аэросил R202 был добавлен, включили вакуум и скорость перемешивания увеличили до максимума. Перемешивание вели в течение 20 мин. Остановили перемешивание и вылили плав в металлическую форму. После остывания связующего получили монолитную стеклообразную массу темно-зеленого цвета.
Связующее ФН2-Р1 (PNX-P1).
В стеклянный реактор загрузили 660 г ФН-2, подали в систему вакуум (1 мм рт.ст.) для дегазации, включили нагрев до 130°С и дожидались начала плавления вещества, после чего включили перемешивание на 6-10 об/мин, постепенно повышая скорость вращения по мере плавления вещества до 120 об/мин., перемешивали в течение 20 минут. Затем в плав порционно внесли 26,4 г аэросила R202 при перемешивании. После каждой итерации внесения дожидались распределения аэросила R202 в объеме плава и выхода смеси на заданный температурный режим в 130°С. Когда весь аэросил R202 был добавлен, включили вакуум и скорость перемешивания увеличили до максимума. Перемешивание вели в течение 20 мин. Остановили перемешивание и вылили плав в металлическую форму. После остывания связующего получили монолитную стеклообразную массу темно-зеленого цвета.
Связующее ФН1-Р2 (PNT-P2).
В реактор загрузили 660 г ФН-1, подали в систему вакуум (1 мм рт.ст.) для дегазации, включили нагрев до 130°С и дожидались начала плавления вещества, после чего включили перемешивание на 6-10 об/мин, постепенно повышая скорость вращения по мере плавления вещества до 120 об/мин., перемешивали в течение 20 минут. После расплавления связующего порционно внесли 440 г кварцевой муки при перемешивании. После каждой итерации внесения дожидались распределения муки в объеме плава и выхода смеси на заданный температурный режим в 130°С. Когда вся мука была добавлена, включили вакуум и скорость перемешивания увеличили до 180 об/мин. Перемешивание вели в течение 20 мин. Остановили перемешивание и вылили плав в металлическую форму. После остывания связующего получили рыхлую стеклообразную массу светло-зеленого цвета.
Связующее ФН2-Р2 (PNX-P2)
В реактор загрузили 660 г ФН-2, подали в систему вакуум (1 мм рт.ст.) для дегазации, включили нагрев до 130°С и дожидались начала плавления вещества, после чего включили перемешивание на 6-10 об/мин, постепенно повышая скорость вращения по мере плавления вещества до 120 об/мин., перемешивали в течение 20 минут. После расплавления связующего порционно внесли 440 г кварцевой муки при перемешивании. После каждой итерации внесения дожидались распределения муки в объеме плава и выхода смеси на заданный температурный режим в 130°С. Когда вся мука была добавлена, включили вакуум и скорость перемешивания увеличили до 180 об/мин. Перемешивание вели в течение 20 мин. Остановили перемешивание и вылили плав в металлическую форму. После остывания связующего получили рыхлую стеклообразную массу светло-зеленого цвета.
Получение тонких пленок связующего:
Пример 1
В предварительно разогретый до 80°С термопресс Langzauner LZT-L 250 помещали разделительную пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 400 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной разделительной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 600 секунд (10 минут) плиты пресса разводились и извлекали готовую пленку связующего толщиной 300 мкм.
Пример 2
В предварительно разогретый до 90°С термопресс Langzauner LZT-L 250 помещали разделительную пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 350 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной разделительной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 480 секунд (8 минут) плиты пресса разводились и извлекали готовую пленку связующего толщиной 285 мкм.
Пример 3
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 300 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 300 секунд (5 минут) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 255 мкм.
Пример 4
В предварительно разогретый до 110°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 200 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 180 мкм.
Пример 5
В предварительно разогретый до 120°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 800 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 180 секунд (3 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 175 мкм.
Пример 6
В предварительно разогретый до 130°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 500 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 120 секунд (2 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 120 мкм.
Пример 7
В предварительно разогретый до 140°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 950 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 20 секунд плиты пресса разводились и извлекалась готовая пленка связующего толщиной 100 мкм.
Пример 8
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 300 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 200 мкм.
Пример 9
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 400 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 6 бар. По прошествии 180 секунд (3 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 180 мкм.
Пример 10
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 350 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 8 бар. По прошествии 120 секунд (2 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 165 мкм.
Пример 11
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 гр мелко измельченного до размера 250 мкм связующее ФН1 (PNT), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 10 бар. По прошествии 60 секунд (1 минута) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 140 мкм.
Пример 12
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 гр. мелко измельченного до размера 400 мкм связующее ФН2 (PNX), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 195 мкм.
Пример 13
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 500 мкм связующее ФН1-Р1 (PNT-P1), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минут) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 220 мкм.
Пример 14
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 400 мкм связующее ФН1-Р2 (PNT-P2), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 220 мкм.
Пример 15
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 300 мкм связующее ФН2-Р1 (PNX-P1), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 225 мкм.
Пример 16
В предварительно разогретый до 100°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 300 мкм связующее ФН2-Р2 (PNX-P2), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 4 бар. По прошествии 240 секунд (4 минуты) плиты пресса разводились и извлекалась готовая пленка связующего толщиной 180 мкм.
Сборка заготовки для ПКМ:
Пример 17
На металлическую оснастку размером 450×550×4 мм3 укладывали силиконовую рамку размерами 350×350×5 мм3 с вырезанной полостью по центру размером 300×300 мм2. С одной стороны тонкой пленки связующего отделяли лист разделительной пленки. На лист углеродной ткани 22502, произведенной компанией ИТЕКМА, саржевого плетения 2×2 из углеродного волокна 3k НТА40, произведенного компанией TohoTenax из группы компаний Teijin, размером 300×300 мм2 помещали пленку связующего так, чтобы связующее находилось между второй разделительной пленкой и армирующей тканью. Лист связующего через пленку валиком равномерно приглаживали к армирующей ткани. Разделительная пленка удалялась со связующего. На оставшиеся незакрытые участки армирующей ткани вручную укладывали сравнимые по размерам куски пленки связующего, полученной по примерам 1-16. Таким образом изготавливали 9 слоев безрастворного препрега. Так как 10 слоев ткани весили 180 г, то масса пленок связующего, взятого для формования девяти слоев препрега, составляла 120 г. Это соответствует расчетному количеству матрицы в ПКМ 40%. Препрег укладывали внутрь силиконовой рамки так, чтобы слой нанесенного связующего на каждом из слоев находился сверху. Поверх девяти слоев препрега укладывали лист углеродной ткани размером 300×300 мм2, а затем - металлическая пластина с размерами 300×300×2 мм2. Поверх укладывался слой дренажного материала марки Ниалон® ИП 340 А с размерами 450×550 мм2. Конструкция помещалась в вакуумный пакет, откуда откачивался воздух до значений <1 мм.рт.ст. Описание возможного режима формования ПКМ из этой заготовки описано далее в примерах Пример -Пример.
Пример 18
На металлическую оснастку размером 450×550×4 мм3 укладывали силиконовую рамку размерами 350×350×5 мм3 с вырезанной полостью по центру размером 300×300 мм2. С одной стороны тонкой пленки связующего отделяли лист разделительной пленки. На лист стеклоткани, марки Т-10, произведенной компанией Полоцк-стекловолокно, размером 300×300 мм2 помещали пленку связующего так, чтобы связующее находилось между второй разделительной пленкой и армирующей тканью. Лист связующего через пленку валиком равномерно приглаживали к армирующей ткани. Разделительная пленка удалялась со связующего. На оставшиеся незакрытые участки армирующей ткани вручную укладывали сравнимые по размерам куски пленки связующего, полученной по примерам 1-16. Таким образом изготавливали 7 слоев безрастворного препрега. Так как 8 слоев ткани весили 230 г, то масса пленок связующего, взятого для формования семи слоев препрега, составляла 98,6 г. Это соответствует расчетному количеству матрицы в ПКМ 30%. Препрег укладывался внутрь силиконовой рамки так, чтобы слой нанесенного связующего на каждом из слоев находился сверху. Поверх семи слоев препрега укладывали лист стеклоткани размером 300×300 мм2, а затем - металлическая пластина с размерами 300×300×2 мм2. Поверх укладывали слой дренажного материала Ниалон® ИП 340 А с размерами 450×550 мм2. Конструкция помещалась в вакуумный пакет, откуда откачивался воздух до значений <1 мм.рт.ст. Описание возможного режима формования ПКМ из этой заготовки описано далее в примерах Пример -Пример.
Примеры получения ПКМ
Пример 19
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 120°С со скоростью 2°С/мин, после чего давление поднималось до 4 бар. Далее, проводили нагрев до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 5°С/мин. Получили ПКМ с содержанием связующего 39%.
Пример 20
Вакуумный пакет с заготовкой ПКМ помещали в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 130°С со скоростью 2°С/мин, после чего давление поднимали до 4 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 3°С/мин. Получили ПКМ с содержанием связующего 37%.
Пример 21
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 140°С со скоростью 2°С/мин, после чего давление поднимали до 4 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 2°С/мин. Получили ПКМ с содержанием связующего 37%.
Пример 22
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при контактном давлении. Производили нагревание заготовки до температуры 150°С со скоростью 2°С/мин, после чего давление поднимали до 4 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 4°С/мин. Получили ПКМ с содержанием связующего 36%.
Пример 23
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 120°С со скоростью 2°С/мин, после чего давление поднимали до 6 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 1°С/мин. Получили ПКМ с содержанием связующего 37%.
Пример 24
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 120°С со скоростью 2°С/мин, после чего давление поднимали до 8 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 5°С/мин. Получили ПКМ с содержанием связующего 35%. Пример 25
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 130°С со скоростью 2°С/мин, после чего давление поднимали до 6 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 2°С/мин. Получили ПКМ с содержанием связующего 35%.
Пример 26
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 130°С со скоростью 2°С/мин, после чего давление поднимали до 8 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 4°С/мин. Получили ПКМ с содержанием связующего 33%.
Пример 27
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 140°С со скоростью 2°С/мин, после чего давление поднимали до 6 бар. Далее, нагрев проводился до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 1°С/мин. Получили ПКМ с содержанием связующего 36%.
Пример 28
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 140°С со скоростью 2°С/мин, после чего давление поднимали до 8 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 470 мин. После этого композит извлекли из формы и постотвердили при 330°С в течение 470 мин в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 2°С/мин. Получили ПКМ с содержанием связующего 37%.
Пример 29
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 150°С со скоростью 2°С/мин, после чего давление поднимали до 6 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в течение 8 ч в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 3°С/мин. Получили ПКМ с содержанием связующего 32%.
Пример 30
Вакуумный пакет с заготовкой ПКМ помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производили нагревание заготовки до температуры 150°С со скоростью 2°С/мин, после чего давление поднимали до 8 бар. Далее, нагрев проводили до температуры 180°С со скоростью 2°С/мин. После достижения этой температуры давление повысили до 10 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы и постотвердили при 330°С в течение 490 мин в свободном виде. Горячие образцы охлаждают, не вынимая из печи, до комнатной температуры со скоростью остывания 3°С/мин. Получили ПКМ с содержанием связующего 31%.
Результаты механических испытаний образцов ПКМ приведены в табл. 4 и 5.

Сравнительный пример 31
В предварительно разогретый до 70°С термопресс Langzauner LZT-L 250 помещали разделительную пленку марки ТУ 5459-055-39160180-00 с антиадгезионным покрытием размером 400×400 мм2. На пленку в центр равномерно помещали 15 г мелко измельченного до размера 800 мкм связующее PNT-P1 (ООО «Итекма»), разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 600 секунд (10 минут) плиты пресса разводились. Связующее представляло собой толстый пласт (1,5 мм) низкого радиуса. Использование термопласта для формования препрега в таком виде невозможно. Сравнительный пример 32.
В предварительно разогретый до 150°С термопресс помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 гр. мелко измельченного до размера 300 мкм связующее PNT-P1, разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 10 секунд связующее начало вытекать из пресса.
Сравнительный пример 33.
В предварительно разогретый до 80°С термопресс Langzauner LZT-L 250 помещали пленку с антиадгезионным покрытием ТУ 5459-055-39160180-00 размером 400×400 мм2. На пленку в центр равномерно помещали 15 гр. мелко измельченного до размера 900 мкм связующее PNT, разравнивали шпателем. Сверху связующее накрывали аналогичной пленкой. Пластины пресса сводились под давлением 2 бар. По прошествии 20 секунд плиты пресса разводились. Связующее представляло собой толстый пласт низкого радиуса (1,7 мм). Использование термопласта для формования препрега в таком виде невозможно.
Сравнительный пример 34
Вакуумный пакет с заготовкой ПКМ из примера 17 помещался в ненагретый термопресс Langzauner LZT-L 250. Пластины пресса сводились при давлении 1 бар. Производилось нагревание заготовки до температуры 180°С со скоростью 2°С/мин, после чего давление повысили до 4 бар, и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы. Получили ПКМ с содержанием связующего 40%. Анализ микрофотографий РЭМ показал высокое содержание пустот в готовом материале.
Сравнительный пример 35
Вакуумный пакет с заготовкой ПКМ из примера 17 помещался в нагретый до 180°С термопресс Langzauner LZT-L 250. Пластины пресса свели при давлении 10 бар и провели выдержку при 180°С в течение 8 ч. После этого композит извлекли из формы. Получили ПКМ с содержанием связующего 39%. Анализ микрофотографий РЭМ показал высокое содержание пустот в готовом материале (фиг. 5).
Таким образом, невыполнение режима прессования тонких пленок связующего ведет либо к получению слишком толстых образцов в случае низких температур, либо к вытеканию связующего за границы разделительных пленок и пресса. Также немаловажно соблюдение условий прессования ПКМ, так слишком низкое давление в момент гелирования связующего приводит к большому количеству остаточной пористости в материале. К аналогичному результату ведет слишком быстрый нагрев образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ФТАЛОНИТРИЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2018 |
|
RU2695606C1 |
| ТРИФУНКЦИОНАЛЬНЫЙ ФТАЛОНИТРИЛЬНЫЙ МОНОМЕР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И КОМПОЗИЦИЯ СВЯЗУЮЩЕГО НА ЕГО ОСНОВЕ | 2019 |
|
RU2744165C1 |
| РЕАКТИВНЫЙ РАЗБАВИТЕЛЬ ФТАЛОНИТРИЛЬНЫХ СМОЛ И ТЕРМООТВЕРЖДАЕМАЯ КОМПОЗИЦИЯ НА ЕГО ОСНОВЕ | 2018 |
|
RU2712547C1 |
| МОДИФИЦИРОВАННЫЙ ФОСФОРОРГАНИЧЕСКИМИ ФРАГМЕНТАМИ МОНОМЕР ФТАЛОНИТРИЛА, СПОСОБ ЕГО ПОЛУЧЕНИЯ, СВЯЗУЮЩЕЕ НА ЕГО ОСНОВЕ И ПРЕПРЕГ | 2016 |
|
RU2638307C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ИЗ УГЛЕПЛАСТИКОВ С ФТАЛОНИТРИЛЬНЫМИ МАТРИЦАМИ | 2020 |
|
RU2745825C1 |
| ФТАЛОНИТРИЛЬНОЕ СВЯЗУЮЩЕЕ И КОМПОЗИЦИЯ НА ЕГО ОСНОВЕ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2021 |
|
RU2789601C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕПЛАСТИКОВ НА ОСНОВЕ ТЕРМОСТОЙКОГО СВЯЗУЮЩЕГО | 2014 |
|
RU2572139C1 |
| МОДИФИЦИРОВАННЫЙ КРЕМНИЙОРГАНИЧЕСКИМИ ФРАГМЕНТАМИ ФТАЛОНИТРИЛЬНЫЙ МОНОМЕР, СПОСОБ ЕГО ПОЛУЧЕНИЯ, СВЯЗУЮЩЕЕ НА ЕГО ОСНОВЕ И ПРЕПРЕГ | 2014 |
|
RU2580927C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ НА ОСНОВЕ ФТОРСОДЕРЖАЩИХ ФТАЛОНИТРИЛЬНЫХ ОЛИГОМЕРОВ ДЛЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2020 |
|
RU2767683C2 |
| АППРЕТИРОВАННОЕ УГЛЕРОДНОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2017 |
|
RU2694030C2 |

Изобретение относится к области полимерной химии и технологии получения полимерных композиционных материалов (ПКМ), а именно к способу получения препрега с фталонитрильной матрицей по безрастворной технологии, а также к способу получения полимерного композиционного материала для применения в авиационной и космической отраслях промышленности. Способ получения препрега с фталонитрильной матрицей заключается в том, что вначале формируют пленку легкоплавкого фталонитрильного связующего толщиной 20-400 мкм между двумя полимерными пленками с антиадгезионным покрытием. Формирование пленки проводят в термопрессе при давлении от 2 до 10 бар и температуре от 80°С до 140°С в течение 20-600 секунд. Затем наносят пленку легкоплавкого фталонитрильного связующего прямым методом с использованием валика на армирующий наполнитель из расчета 35±5 мас.% связующего на массу армирующего наполнителя. Способ получения полимерного композиционного материала заключается в том, что вокруг послойно уложенных слоев вышеуказанного препрега с фталонитрильной матрицей собирают вакуумный пакет, откачивают воздух до значений вакуума <1 мм рт.ст. и отверждают. Отверждение проводят по следующему режиму: нагрев до 120-150°С со скоростью 2±0,5°С/мин и контактным давлением, последующий нагрев до 180±2°С со скоростью 2±0,5°С/мин и давлением 2-8 бар, последующее поднятие давления до 10±0,5 бар, выдержка при этой температуре в течение 8±0,1 ч. Далее композит извлекают из формы, постотверждают при температуре 330±5°С в течение 8±0,1 ч и охлаждают до комнатной температуры со скоростью остывания не более 5°С/мин. Изобретение позволяет получить препреги с фталонитрильными матрицами без использования органических растворителей и получить полимерный композиционный материал с высокими прочностными свойствами и высокой термостойкостью. 2 н. и 6 з.п. ф-лы, 5 табл., 35 пр., 5 ил.
1. Способ получения препрега с фталонитрильной матрицей для получения полимерного композиционного материала, включающий:
 формирование пленки легкоплавкого фталонитрильного связующего толщиной 20-400 мкм между двумя полимерными пленками с антиадгезионным покрытием, в термопрессе при давлении от 2 до 10 бар и температуре от 80°С до 140°С в течение 20-600 секунд;
формирование пленки легкоплавкого фталонитрильного связующего толщиной 20-400 мкм между двумя полимерными пленками с антиадгезионным покрытием, в термопрессе при давлении от 2 до 10 бар и температуре от 80°С до 140°С в течение 20-600 секунд;
 нанесение полученной пленки легкоплавкого фталонитрильного связующего прямым методом с использованием валика на армирующий наполнитель из расчета 35±5 мас.% связующего на массу армирующего наполнителя.
нанесение полученной пленки легкоплавкого фталонитрильного связующего прямым методом с использованием валика на армирующий наполнитель из расчета 35±5 мас.% связующего на массу армирующего наполнителя.
2. Способ по п. 1, характеризующийся тем, что в качестве связующего используют легкоплавкие фталонитрильные связующие с температурами стеклования не выше 50°С.
3. Способ по п. 2, характеризующийся тем, что в качестве фталонитрильных связующих используют связующие, образованные из (1) полимеризуемой смеси, включающей:
- один или несколько бис-фталонитрильных мономеров, выбранных из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-4-хлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-бромбензола, 1,3-бис-(3,4-дицианофенокси)-4-бромбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, 1,5-бис-(3,4-дицианофенокси)-2,4-дихлорбензола, 1,3-бис-(3,4-дицианофенокси)-2-метилбензола, более предпочтительно из 1,3-бис-(3,4-дицианофенокси) бензола, 1,3-бис-(3,4-дицианофенокси)-2-фторбензола, 1,3-бис-(3,4-дицианофенокси)-4-фторбензола, 1,3-бис-(3,4-дицианофенокси)-2,4-дифторбензола, наиболее предпочтительно использование 1,3-бис-(3,4-дицианофенокси) бензола, в количестве 20-94 мас.% от массы полимеризуемой смеси,
- один или несколько реактивных пластификаторов-антипиренов, выбранных из группы, состоящей из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-1-нафтилфосфата, бис-(4-цианофенокси)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-фенилфосфоната, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-пропаргилфосфата, бис-(4-цианофенил)фенилфосфата, бис-(3-цианофенокси)фенилфосфата и бис-4-(3,4-дицианофенокси)фенил)фенилфосфата, более предпочтительно из бис-(4-цианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)-фенилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-изопропилфосфата, бис-(3-(3,4-дицианофенокси)фенил)-бутилфосфата, взятых в количестве 5-80 мас.% от общей массы полимеризуемой смеси, и
- один или несколько активных разбавителей, выбранных из соединений группы, состоящей из 4-[3-(дипропаргиламино)фенокси]фталонитрила, 4-[4-(дипропаргиламино)фенокси]фталонитрила, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-(4-цианофенокси)-фталонитрила, 4-(3-цианофенокси)-фталонитрила и 4-(4-аминофенокси)-фталонитрила, особо предпочтительно из одного или нескольких соединений, 4-(4-цианофенокси)-бензол-1,2-дикарбонитрила, 4-[3-(дипропаргиламино)фенокси]фталонитрила, 4-[4-(дипропаргиламино)фенокси]фталонитрила, в количестве от 1 до 50% от общей массы полимеризуемой смеси; и
(2) инициатора полимеризации, взятого в количестве от 1 до 20% от общей массы полимеризуемой смеси, выбранного из ароматических диаминов или бисфенолов, имеющих температуру кипения при вакууме 0.1 мм рт.ст. не менее 180°С, при этом суммарное содержание полимеризуемой смеси и инициатора полимеризации составляет от 60 до 100 мас.% от общей массы связующего, предпочтительно инициатор полимеризации выбирают из группы, включающей 1,3-бис-(4-аминофенокси)бензола, 4,4'-диаминодифенилсульфона, 3,3'-диаминодифенилсульфона, 3,3'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, 4,4'-[(2,3,5,6-тетрафторбенз-1,4-диил)бис(окси)]дианилина, бис[4-(4-аминофенокси)фенил]сульфона или бисфенола А, наиболее предпочтительно из 1,3-бис-(4-аминофенокси)бензола, или бис[4-(4-аминофенокси)фенил]сульфона.
4. Способ по п. 1, характеризующийся тем, что в качестве армирующего наполнителя используют ткань или ленту, полученную из стеклянного или углеродного волокна.
5. Способ по п. 1, характеризующийся тем, что в качестве полимерных пленок с антиадгезионным покрытием могут быть использованы любые пленки с температурой стеклования выше 130°С.
6. Способ по п. 1, характеризующийся тем, что в качестве полимерных пленок с антиадгезионным покрытием используют пленки из полиэтилентерефталата, полиамида, полиимида, на которые нанесено разделительное покрытие для обеспечения возможности отделения связующего от пленки.
7. Способ получения полимерного композиционного материала, характеризующийся тем, что вокруг послойно уложенных слоев препрега с фталонитрильной матрицей, полученных способом по п. 1, собирают вакуумный пакет, откачивают воздух до значений вакуума <1 мм рт.ст. и отверждают по следующему режиму: нагрев до 120-150°С со скоростью 2±0,5°С/мин и контактным давлением, с последующим нагревом до 180±2°С со скоростью 2±0,5°С/мин и давлением 2-8 бар, с последующим поднятием давления до 10±0,5 бар и выдерживанием при этой температуре в течение 8±0,1 ч, затем композит извлекают из формы и постотверждают при 330±5°С в течение 8±0,1 ч, затем охлаждают до комнатной температуры со скоростью остывания не более 5°С/мин.
8. Способ по п. 7, характеризующийся тем, что полимерный композиционный материал обладает прочностью при межслоевом сдвиге 34,1-47,1 МПа, прочностью при сжатии 463,0-662,9 МПа, модулем упругости 27,2-55,3 ГПа.
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| CN 103834008, A, 04.06.2014 | |||
| КОМПОЗИЦИЯ ФТАЛОНИТРИЛЬНОГО СВЯЗУЮЩЕГО ДЛЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 2018 |
|
RU2695606C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕПЛАСТИКОВ НА ОСНОВЕ ТЕРМОСТОЙКОГО СВЯЗУЮЩЕГО | 2014 |
|
RU2572139C1 |
| ПОЛИМЕРНОЕ СВЯЗУЮЩЕЕ И ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2012 |
|
RU2510408C1 |

