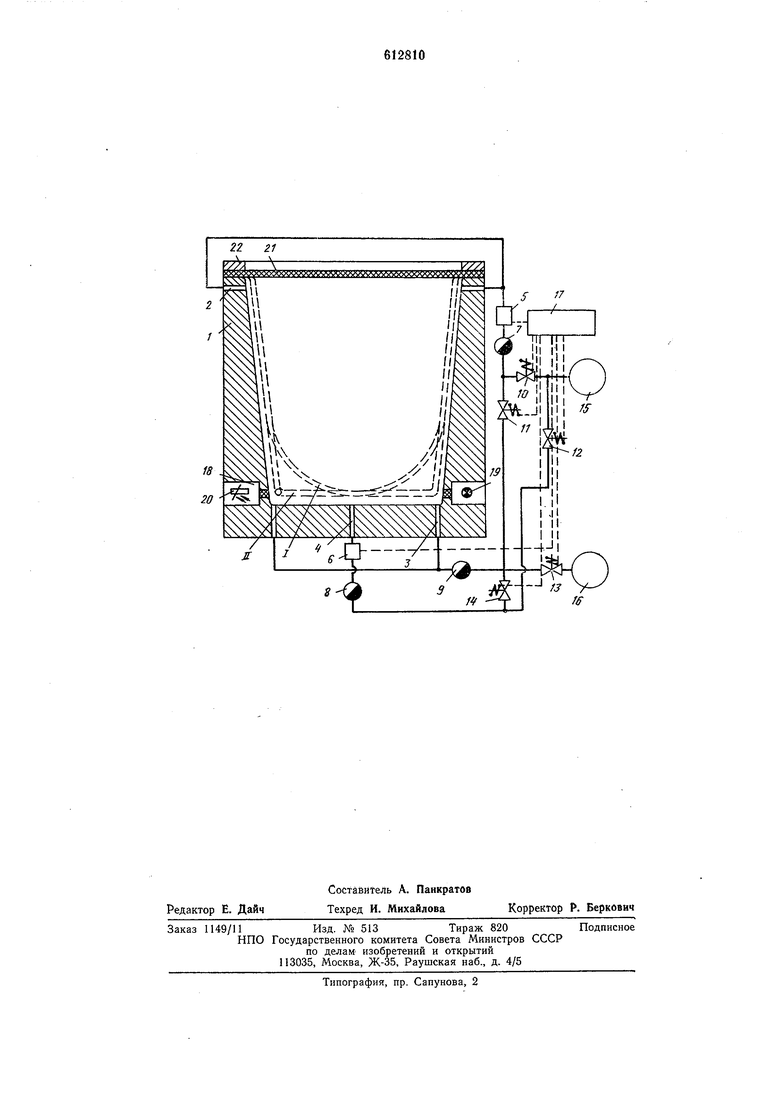
Система дренажных отверстий 2 объединена в группу, которая через электрокалорифер 5, дроссель 7 и электромагнитный клапан 10 соединена с системой 15 сжатого воздуха. Система дренажных, отверстий 3 объединена в группу, которая через дрбссель 9 и электромагнитный клапан 13 связана с системой 16 вакуума. Система дренажных отверстий 4 объединена в группу, которая через электрокалорифер 6, дроссель 8 и электромагнитные клапаны 14 и 13 соединена с системой Г6 вакуума и через электромагнитный клапан 12 - с системой 15 сжатого воздуха.
В основании формы 1 выполнены окна 18 из прозрачного материала, в которых установлены фотоэлементы 19 и источник 20 света.
Все электромагнитные клапаны, электрокалориферь и фотоэлементы соединены с командно-исполнительным устройством 17.
Вакуум-формовочная машина работает следующим образом.
Разогретую до вязкоэластичного состояния листовую заготовку 21 плотно прижимают рамкой 22 к кромкам формы 1. От командноисполнительного устройства 17 подают напряжение к электрокалориферу 5 и электромагнитным клапанам 10, 13 и 14. При этом система дренажных отверстий 2 соединяется с системой 15 сжатого воздуха. Сжатый воздух в электрокалорифере 5 подогревается до температуры порядка 100° С и через дренажные отверстия поступает в форму 1. Одновременно группы дренажных отверстий 3 и 4 соединяются с системой 16 вакуума. Дроссели 7, 8 и 9 устанавливают в такое положение, при котором приток сжатого воздуха через дренажные отверстия 2 значительно меньше, чем его забор через вакуумируемые дренажные отверстия 3 и 4. Из-за разницы в поступлении и заборе воздуха в полости формы 1 создается разряжение, и под действием атмосферного давления заготовка деформируется и вытягивается равномерно по всей площади, так как -поступающий через группу дренажных отверстий подогретый воздух не допускает прикосновения заготовки 21 к поверхности формы 1.
После вытяжки заготовки в положение I световой поток от источника 20 света к фотоэлементу 19 перекрывается заготовкой, И командно-исполнительное устройство 17 отключает электромагнитный клапан 14, включает электромагнитный клапан 12 и электрокалорифер 6. При этом группа дренажных отверстий 4 соединяется с системой 15 сжатого воздуха. После вытяжки заготовки в положение II фотоэлемент 19 дает сигнал на командно-исполнительное устройство 17, которое отключает электрокалориферы б, 6, электромагнитные клапаны 10, 12 и включает электромагнитные клапаны 11, 14. При этом прекращается подача воздуха, а все дренажные отверстия соединяются с системой вакуума 16, заготовка плотно облегает контуры формы и
интенсивно охлаждается. После охлаждения отводится прижимная рамка 22, командноисполнительное устройство 17 отключает электромагнитный клапан 13 и включает электромагнитный клапан 10. При этом все
дренажные отверстия соединяются с системой 15 сжатого воздуха и готовое изделие выталкивается из формы 1.
Использование предлагаемой вакуум-формовочной машины Позволяет обеспечить равномерную вытяжку заготовок по контуру формы.
Формула изобретения
1.Вакуум-формовочная машина, содержащая форму с системой дренажных отверстий,
расположенных в области зажима заготовки в форме по периметру ее основания и по центру основания, и электромагнитные клапаны, соединяющие дренажные отверстия с системой вакуума и сжатого воздуха, отличающаяся тем, что, с целью обеспечения равномерной вытяжки заготовки по контуру формы за счет создания воздушной подушки между заготовкой и стенками формы в процессе формования заготовки, дренажные отверстия, расположенные в области зажима заготовки в форме, по периметру ее основания и по центру основания объединены в отдельные группы, соединяемые электромагнитными клапанами через дроссели с системой вакуума и сжатого воздуха.
2.Вакуум-формовочная машина по п. 1, отличающаяся тем, что группы дренажных отверстий соединены с системой сжатого
воздуха через электрокалориферы.
3.Вакуум-формовочная машина по пп. 1 и 2, отличающаяся тем, что, с целью автоматизации процесса, в основании формы выполнены окна из прозрачного материала, в которых установлены фотоэлементы.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 336424, кл. 264-89, 1967.
2.Патент США № 2973558, кл. 264-89, 1960.
18 .
20
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная вакуум-формовочная машина | 1976 |
|
SU593926A1 |
| ЭЛЕКТРОГИДРОСТАТИЧЕСКИЙ ПРИВОД С ВЗВОДИМЫМ ГИДРОКОМПЕНСАТОРОМ И КЛАПАНОМ ДЕМПФИРОВАНИЯ | 2011 |
|
RU2483979C2 |
| УСТРОЙСТВО ДЛЯ ВАКУУМИРОВАНИЯ ПРЕСС-ФОРМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2114716C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| АВТОНОМНЫЙ ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ ПРИВОД С КОМБИНИРОВАННЫМ РЕГУЛИРОВАНИЕМ СКОРОСТИ ВЫХОДНОГО ЗВЕНА И КЛАПАНОМ ДЕМПФИРОВАНИЯ | 2011 |
|
RU2483978C2 |
| Встряхивающая формовочная машина для изготовления литейных форм | 1980 |
|
SU942867A2 |
| АВТОНОМНЫЙ ГИДРОПРИВОД-БЛОК ЭЛЕКТРОГИДРАВЛИЧЕСКИХ РУЛЕВЫХ МАШИН | 2003 |
|
RU2262625C2 |
| СЕКЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ И РАБОЧАЯ СЕКЦИЯ СЕКЦИОННОГО ГИДРОРАСПРЕДЕЛИТЕЛЯ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2320903C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ФОРМУЕМОГО СИНТЕТИЧЕСКОГО МАТЕРИАЛА | 1990 |
|
RU2023633C1 |