1
Изобретение относится к области черной металлургии, в частности к выплавке стали в мартеновских и двухванных печах.
Известны фурмы для продувки жидкого металла, содержащие головку с соплами разнего сечения, направленными противоположно одно другому .
Иаиболее близкой по технической сущности и достигаемому результату к изобретению является фурма для продувки жидкого металла, содержащая головку с наклоненными под некоторым углом к горизонтали соплами, среди которых два сопла большего сечения направлены противоположно одно другому {2.
Однако известная фурма при расположении соплами большего сечения вдоль продольной оси ванны не обеспечивает эффективной циркуляции металла в горизонтальной плоскости ванны, а при установке нескольких фурм главными диаметрально расположенными соплами равных сечений под одинаковыми углами к оси при циркуляции металла возможен повышенный износ элементов передней стенки по сравнению с задней и выбросы шлака и металла через завалочные окна.
Целью изобретения является улучшение перемешивания жидкой ванны и повышение стойкости футеровки рабочего пространства печи.
Поставленная цель достигается тем, что в предлагаемой фурме для продувкп л идкого металла с наклоненными под некоторым углом к горизонтали соплами, из которых два сопла большего сечения направлены противоположно одно другому, оси сопл большего сечения в плане расположены под углом 160-175°, а соотношение их диаметров составляет 1,05- 1,20. Сопла большего сечения могут быть выполнены так, что горизонтальные проекции их осей отстоя г от вертикальной оси фурмы на расстояние, равное 0,1-0,4 диаметра головки.
При установке в ванне печи по продольной оси нескольких фурм указанной конструкции можно )1аправить сопло большего диаметра между задней стенкой и продольной осью, а сопло меньшего диаметра между передней стенкой и продольной осью в обратную сторону под углом к оси на 5-20° меньшим, чем угол поворота большего сопла к продольной осп печи. Это позволяет организовать эффективную циркуляцию и перемешивание металла в горизонтальных плоскостях вапны и одновременно ослабить отрицательное воздействие брызг и конвективных потоков металла на элементы передней стенки по сравнению с заднеГ стенкой.
При оптимальном угле поворота задних сопл к продольной оси, если углы в плане между
осями сопл меньше 160°, получается малый угол поворота передних сопл к продольной оси, что снижает эффективность циркуляции металла. При углах в плане между осями сопл, больших 175°, угол поворота передних сопл к продольной оси сравнивается с углом поворота задних сопл к той же оси, что усиливает выбросы жидких фаз через завалочные окна. Для надежной работы печи выбрано снижение расходов газа и количеств движения струй, действующих на металл передней половины ванны, в 1,10-1,45 раз по сравнению с параметрами струй на задней половнне ванны и снижение диаметров соответствующих сопл в 1,05-1,20 раза. Кроме того, площадь двух сопл большего сечения составляет 0,6- 0,8 от суммарной площади сопл головки, что обеспечивает рациональное распределение энергии между струями сопл.
При сдвиге осей двух сопл большего сечения от вертикальной оси в обе стороны на некоторое расстояние увеличивается момент количеств движения главных струй, действующих на металл, что улучшает его циркуляцию. Максимальный предел расстояния оси сопла большего сечеиня от оси фурмы, равный 0,4 ее диаметра, взят но конструктивным соображениям. При этом расстоянии, меньшем 0,1 диаметра головки, оси сонл нриближаются к оси фур.мы и в пределе исходят от нее.
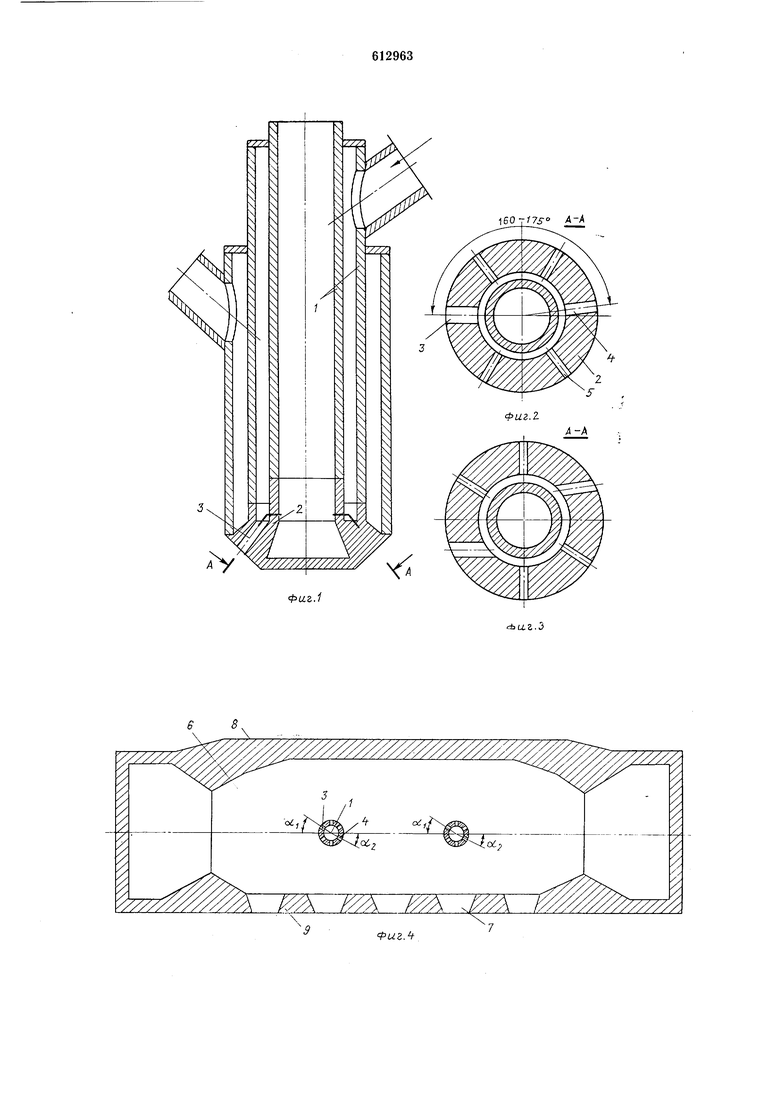
На фиг. 1 показана предлагаемая фзфма, ве)тикальный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1 при выполнении сопл большего сечения с горизонтальными проекциями осей, удаленными от вертикальной оси фурмы на расстояние 0,1-0,4 диаметра головки; на фиг. 4 - схема установки фурмы в рабочем пространстве мартеновской печи.
Фурма состоит из труб 1 , заканчивающихся головкой 2. В головке 2 выполнены два главных сопла 3 и 4, большего и меньшего диаметров. Сопла 3 и 4 наклонены к горизонту под углом 45°. В головке выполнены также другие сопла 5 меньшего сечення под углами 60-75° к горизонтальной плоскости.
В рабочем пространстве мартеновской печи 6 вдоль продольной оси установлены две фурмы напротив второго и четвертого завалочных окон 7.
Сопла 3 большего диаметра расположены между продольной осью и задней стенкой 8, образуя згол в плане к нродольной оси печи ai 40°. Сопла 4 меньшею диаметра расположены между продольной осью и передней
стенкой 9 с углом а2 30° к продольной оси. Фурма работает следующим образом. Подается кислород в фурму, который истекает через сопла 3, 4 и 5 с критическими скоростями. Струи сонл 3 и 4 воздействуют на
металл во взаимно противоположных нанравлениях, обеспечивая его циркуляцию. Струи сопл 5 воздействуют на зоны под фурмами. Происходит эффективное перемешивание жндкого металла при сохранении высокой стойкости огнеупорной кладки.
Формула изобретения
1.Фурма для продувки жидкого металла в мартеновской печи, содержашая головку с
наклоненными под углом к горизонтали соплами, из которых два сонла большего сечения направлены протнвоноложно одно другому, отличающаяся тем, что, с целью улучшеиия иеремешивания жидкой ванны и повышения стойкости футеровки рабочего пространства печи, оси сопл большего сечения в нлане расположены под углом 160-175° друг к другу, а соотношение их диаметров составляет
1,05-1,20.
2.Фурма по п. 1, отличающаяся тем, что горизонтальные проекции осей сопл большего сечения удалены от вертикальной оси фурмы на расстояние, равное 0,1-0,4 диаметра головки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №480767, кл. С 21С 5/48, 30.01.73.
2. Авторское свидетельство СССР №293857, кл. С 21С 5/48, 24.05.66.
фи.г.1
Д-А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| ФУРМА ДЛЯ ПРОДУВКИ жидкого МЕТАЛЛА | 1971 |
|
SU293857A1 |
| Способ продувки металла в подовой печи | 1982 |
|
SU1196382A1 |
| Устройство для глубинной продувки ванны мартеновской печи | 1980 |
|
SU998515A1 |
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| УСТРОЙСТВО для ПРОДУВКИ ВАННЫ МАРТЕНОВСКОЙ ПЕЧИгL_';щзш:?1о:з| | 1973 |
|
SU396369A1 |
| Способ выплавки стали в мартеновской печи | 1983 |
|
SU1131905A1 |
| Фурма для продувки жидкого металла | 1988 |
|
SU1513037A1 |
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| Двухванная сталеплавильная печь | 1981 |
|
SU991118A1 |