1
Изобретение относится к черной металлургии, в частности к производству стали в подовых печах.
Цель изобретения - улучшение перемешив ния металла и повышение стойкости огнеупоров.
На чертеже представлена подовая печь, разрез. ;
Способ реализуют следующим образом.
г f
При помощи многрсопловых фурм 1 с
асимметрично расположенными соплами установленный вблизи головок 2 мартеновской печи-;ВВОДЯТ вдоль ее продольной оси 3 основное количество кислорода по направлению к центру ванны. Для обеспечения закрутки расплава в ванне 10-15% от общего количества кислорода подают под углом 75-115 к продольной оси печи в сторону завалочных окон 4 и задней стенки печи 5.
Введение части потока окислителя струями, направленными в противоположные стороны относительно друг друга под углом к продольной оси печи подводит к возникновению вращения металла в ванне, что улучшает перемешивание расплава. При этом отсутствует износ футеровки откосов .ванны вблизи головок 2 печи, посколь ку основная масса окислителя направляется к центру ванны.
Подача окислителя под углом к продольной оси печи в плане в количестве, превышающем 15% от общего его расхода, целесообразна, поскольку интенсивность перемешивания ванны при этом возрастает незначительно, а износ футеровки потоками газа и расплава увеличивается вследствие от-. носительно небол11ших расстояний от фурмы до передней или задней стенок (около 2 м для 300-тонной печи).
Введение окислителя в ванну под углом к продольной оси печи в плане в количестве, меньшем 10% от общего его расхода, целесообразно из-за снижения эффективности перемешивания расплава. Эффект закрутки металла
в ванне при этом слабо вьфажен.
I ,
Пример . Ванну продувают с
помощью двух опытных фурм с асимметричным расположением сопел, так что основные потоки окислителя быпи направлены встречно вдоль продольной оси печи к центру ванны. При этом меньшую часть окислителя подают под
963822
углом 75-115 к продольной оси ванны для обеспечения закрутки металла.
Показатели предлагаемого способа. 5 сравнивают с показателями технологии известного способа. В последнем случае продувку.осуществляют через фурму, установленнуюв центре ванны. Приведенный пример сопел фурмы и суммарный расход кислорода идентичны для обоих способов и составляют соответственно 0,04 м и 2000 м/ч.
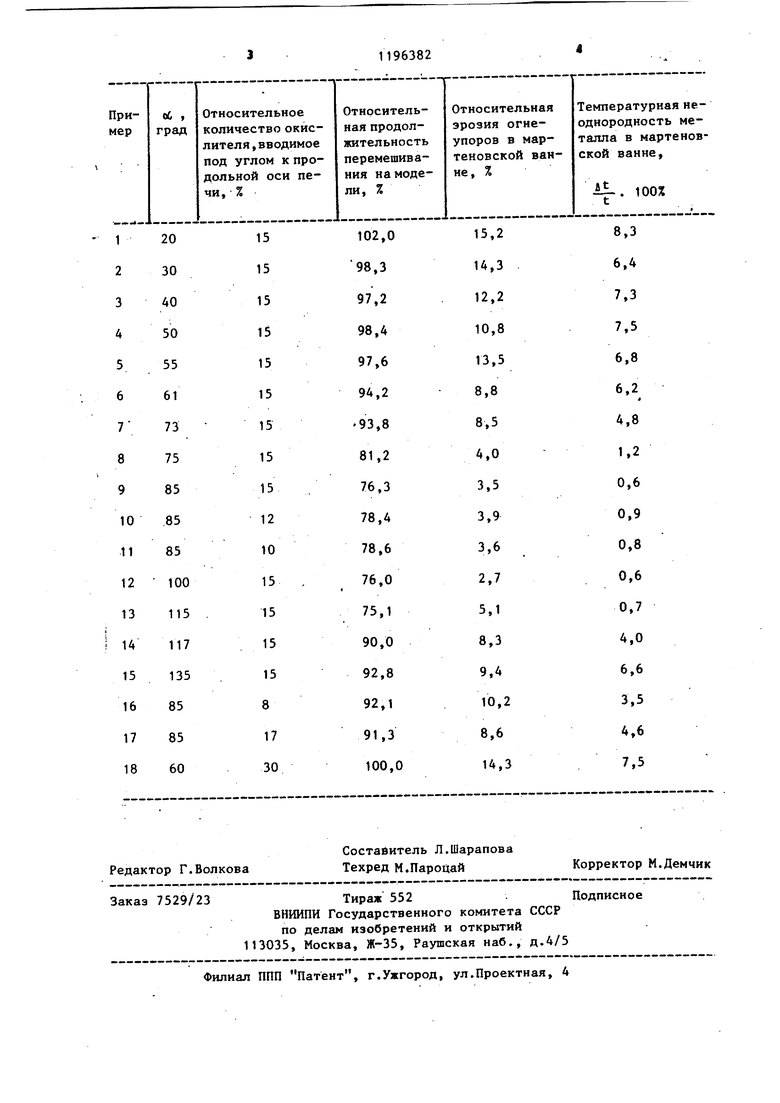
В качестве характеристики, одноJ5 значно связанной с интенсивностью перемешивания, используют величину градиента температуры металла, замеренную специальным зондом на глубинах 0,1 и 0,4 м от поверхности раз2Q дела шлак - металл и. отнесенную к средней температуре ванны согласно показаниям термопары постоянного замера. В модели интенсивность перемешивания определяютвременем установ;
25 ления постоянного водородного потенциала (рН) в жидкой ванне. Относительную эрозию огнеупоров контролируют путем погружения в.ванну через первое завалочное окно специального
,д зонда с огнеупорным хвостовиком. При уменьшении толщины стенки последнего за счет эрозии увеличивается плотность теплового потока (q Вт/м), замеряемой датчиками конструкции ИПЛ. Градиент последней (п-г HI при постоянной продолжительности выдержки зонда в расплаве однозначно определяет величину эрозии огнеупо4)а (таблица).
При вводе меньшей части окисления под углом к продольной оси в плане 75-115 относительная продолжительность перемешивания на модели и температурная неоднородность металла в печи составляют соответственно
75,1-81,2 и 0,6-1,2% против 100 и 7,5% в в известном способе, что свидетельствует о существенном повьппении интенсивности перемешивания при
соблюдении, заявленного интервала изменения об . При этом относительная эрозия огнеупоров составляет 3,6 5,1% против 14,3% по технологии известного способа .
В таблице приведены показатели предлагаемого и известного способов продувки металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В ВАННЕ ПОДОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2265063C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ | 2005 |
|
RU2299246C1 |
| Способ продувки металла в подовой печи | 1989 |
|
SU1744119A1 |
| Способ выплавки стали в подовом сталеплавильном агрегате | 1990 |
|
SU1765183A1 |
| Способ выплавки стали | 1990 |
|
SU1813100A3 |
| Подовая сталеплавильная печь | 1988 |
|
SU1567643A1 |
| Фурма для продувки металла в подовом сталеплавильном агрегате | 1989 |
|
SU1700061A1 |
| Устройство для глубинной продувки ванны мартеновской печи | 1980 |
|
SU998515A1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| Фурма сталеплавильного агрегата | 1988 |
|
SU1548215A1 |
СПОСОБ ПРОДУВКИ МЕТАЛЛА Б ПОДОВОЙ ПЕЧИ, включающий подачу основного количества окислителя струями, направленными в противоположные стороны вдоль продольнойоси ванны, отличающийся тем, что, с целью улучшения перемешивания металла и повьппения стойкости огнеупоров, 10-15% окислителя подают в ванну струями, направленными в горизонтальной плоскости под углом 75-115° к продольной оси ванны в противоположные стороны относительно друг друга. (Л с со Од со 00 1C
| УСТРОЙСТВО для ПРОДУВКИ ВАННЫ МАРТЕНОВСКОЙ ПЕЧИгL_';щзш:?1о:з| | 0 |
|
SU396369A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА В МАРТЕНОВСКОЙ | 0 |
|
SU406894A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ПРОДУВКИ ВАННЫ МАРТЕНОВСКОЙ ПЕЧИ ГАЗООБРАЗНЫМ ОКИСЛИТЕЛЕМ | 0 |
|
SU269961A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ICF€0№: r / f I «М Ii.V.y- - ; , ft I ,.J ИБЛ0)ГЙ, | |||
