При существующем способе обработки зубчатых колес на зубодолбежных станках долбяк быстро врезается в заготовку за некоторую долю ее оборота и после этого постепенно ее обрабатывает при кругх)вой обкатке. Каждый зуб долбяка в течение длительного времени снимает стружку в одной и той же впадине заготовки, так как в данных условиях каждый зуб находится в процессе резания столько времени, сколько требуется для полной обработки впадины.
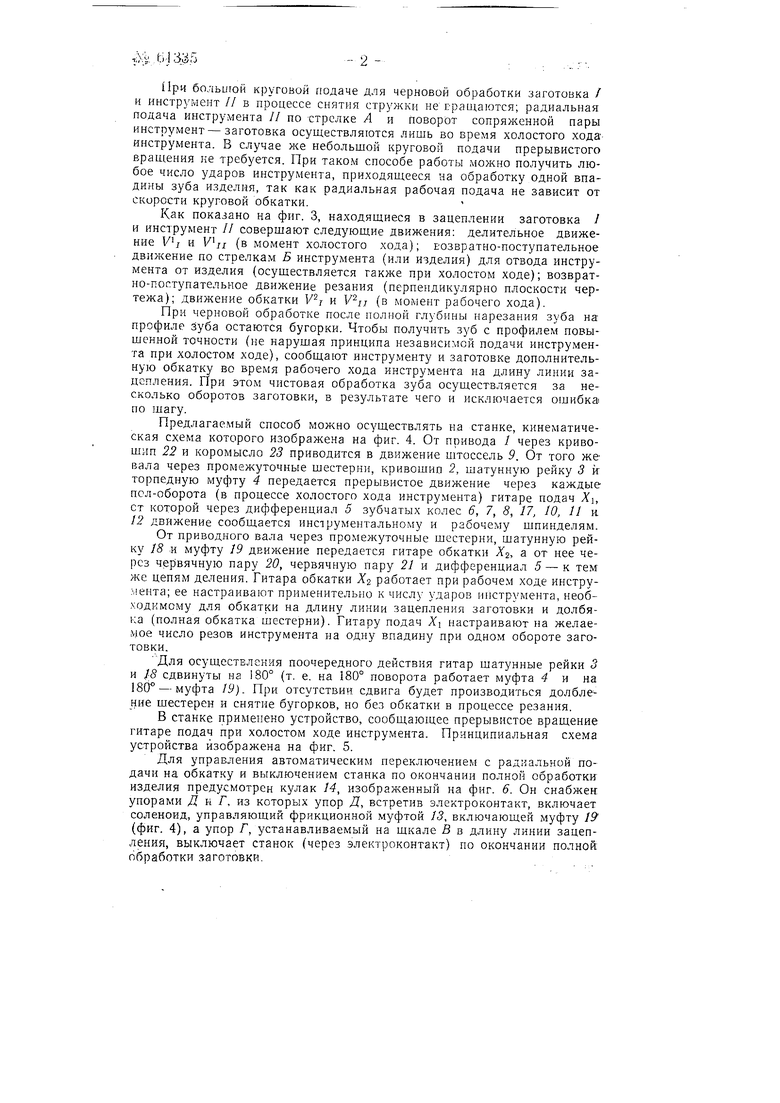
За каждый ход долбяка снимаемое им сечение стружки в процессе обработки впадины зуба (фиг. 1) сильно колеблется. Это приводит к тому, что долбяк тупится с той стороны, которой он снимает самые тонкие стружки, следовательно, нельзя установить высокие скорости резания, так как это влечет за собой резкое сокращение стойкости долбяка.
По предлагаемому способу зуб шестерни обрабатывается за несколько десятков оборотов заготовки. Для этого при черновой обработке долбяку или заготовке помимо обкатывающего движения сообщается еще радиальная подача, затем изменением радиальной и круговой подач достигают постоянства сечения снимаемой стружки (фиг. 2).
Скорость круговой обкатки может быть такой, что на работу одного зуба долбяка будет приходиться меньщее число двойных ходов, чем при существующем способе. В этом случае благодаря сокращению времени резания, приходящегося на один зуб долбяка, скорости резания могут быть повышены до 100 м/мин и более. Износ долбяка при этом будет более равномерным, чем при круговой подаче, что должно дополнительно увеличить его стойкость и снизить стоимость амортизации инструмента, падающую на изготовление шестерен.
Обработка заготовки по предлагаемому способу состоит в следующем (фиг. 3).
,, Ы3а5
При большой круговой подаче для черновой обработки заготовка / и HHCTpvFvienT// в процессе снятия стружки не г-раи;аются; радиальная подача инструмента // по стрелке А и Поворот сопряженной пары инструмент-заготовка осуществляются лишь во время холостого хода инструмента. В случае же небольшой круговой подачи прерывистого вращения ке требуется. При таком способе работы можно получить любое число ударов инструмента, приходящееся на обработку одной впадины зуба изделия, так как радиальная рабочая подача не зависит от скорости круговой обкатки.
Как показано на фиг. 3, находящиеся в зацеплении заготовка / и инструмент // совершают следующие движения; делительное движение и l//j (в момент холостого хода); возвратно-поступательное по стрелкам Б инструмента (или изделия) для отвода инструмента от изделия (осуществляется также при холостом ходе); возвратно-пог.тупательное движение резания (перпендикулярно плоскости чертежа); движение обкатки и (в момент рабочего хода).
При черновой обработке после полной глубины нарезания зуба на профиле зуба остаются бугорки. Чтобы получить зуб с профилем повыщенной точности (не нарушая принципа независимой подачи инструмента при холостом ходе), сообщают инструменту и заготовке дополнительную обкатку во время рабочего хода инструмента на длину линии зацепления. При этом чистовая обработка зуба осуществляется за несколько оборотов заготовки, в результате чего и исключается ошибка по щагу.
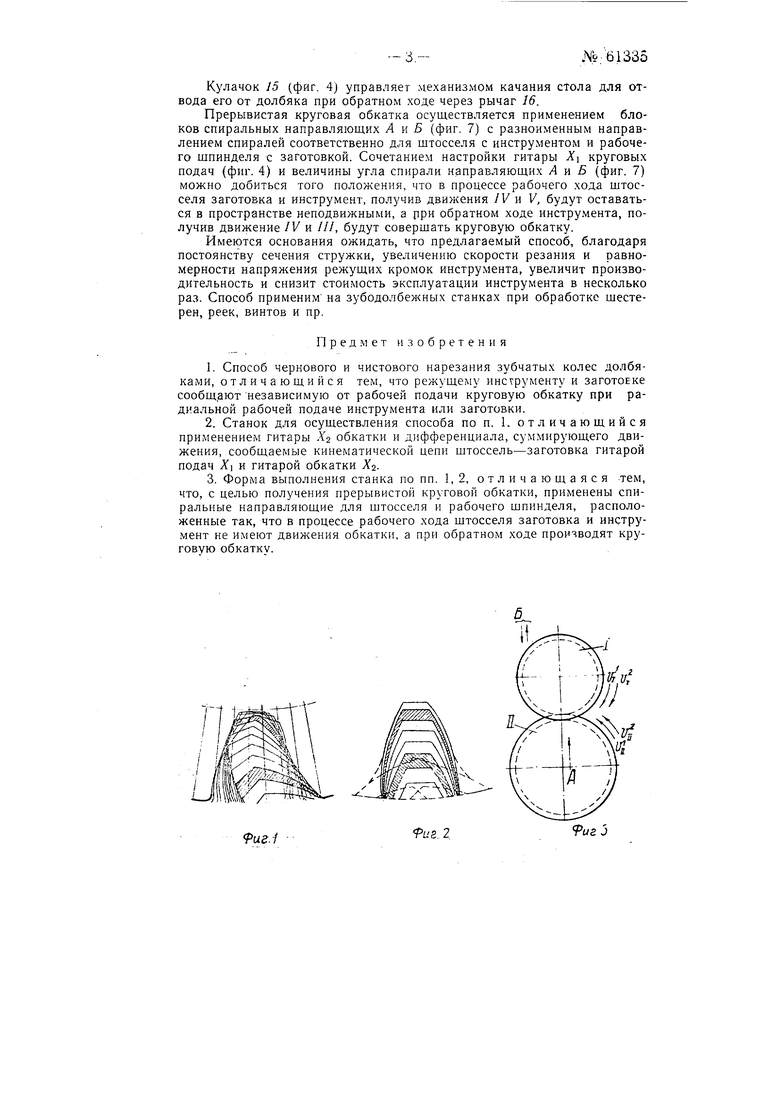
Предлагаемый способ можно осуществлять на станке, кинематическая схема которого изображена на фиг. 4. От привода / через кривощип 22 и коромысло 23 приводится в движение штоссель 9. От того же вала через промежуточные шестерни, кривошип 2, шатунную рейку 5 R торпедную муфту 4 передается прерывистое движение через каждые псл-оборота (в процессе холостого хода инструмента) гитаре подач Xj, ст которой через дифференциал 5 зубчатых колес 6, 7, 8, 17, 10, 11 R 12 движение сообщается инструментальному и рабочему щпинделям.
От приводного вала через промежуточные щестерни, шатунную рейку 18 и муфту 19 движение передается гитаре обкатки Х а от нее через червячную пару 20, червячную пару 21 и дифференциал 5 - к тем же цепям деления. Гитара обкатки Х- работает при рабочем ходе инструл ента; ее настраивают применительно к числу ударов инструмента, необходимому для обкатки на длину линии зацепления заготовки и долбяка (полная обкатка шестерни). Гитару подач Xi настраивают на желаеiVjoe число резов инструмента на одну впадину при одном обороте заготовки.
Для осуществления поочередного действия гитар щатунные рейки 3 и сдвинуты на 180° (т. е. на 180° поворота работает муфта 4 и на 180° - муфта 19). При отсутствии сдвига будет производиться долбление шестерен и снятие бугорков, но без обкатки в процессе резания.
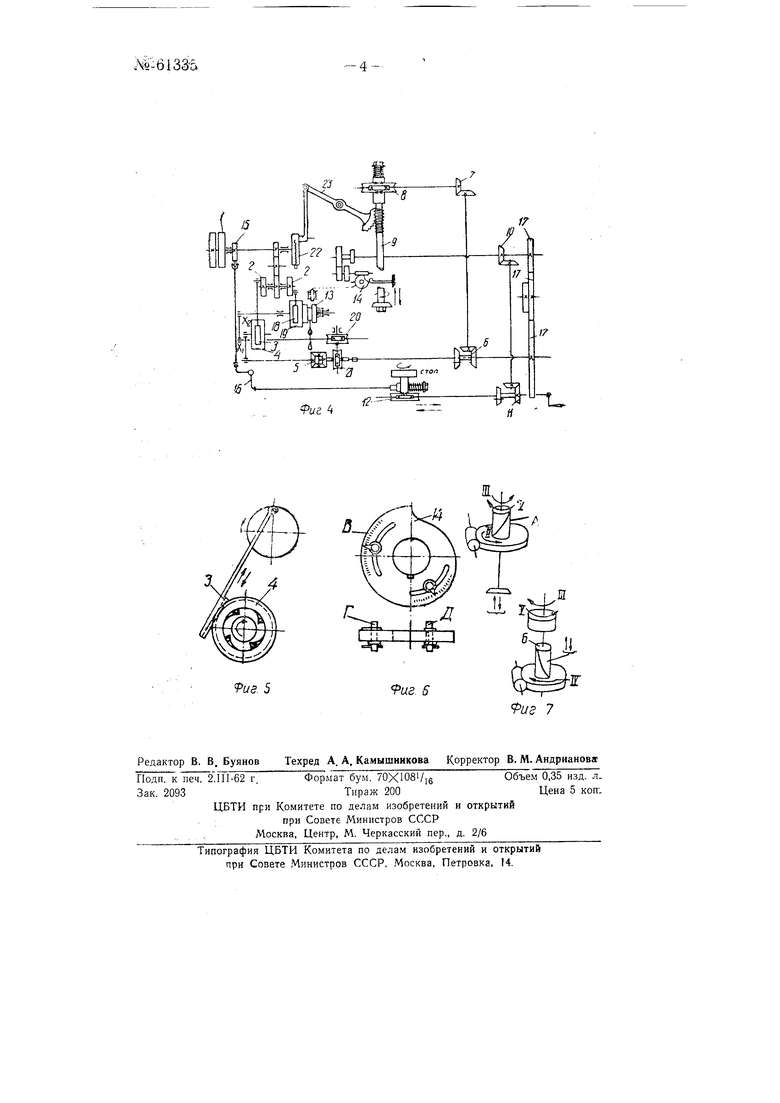
В станке применено устройство, сообщающее прерывистое вращение гитаре подач при холостом ходе инструмента. Принципиальная схема устройства изображена на фиг. 5.
Для управления автоматическим переключением с радиальной подачи на обкатку и выключением станка по окончании полной обработки изделия предусмотрен кулак 14, изображенный на фиг. 6. Он снабжен: упорами Д и Г, из которых упор Д, встретив электроконтакт, включает соленоид, управляющий фрикционной муфтой /, включающей муфту 19 (фиг. 4), а упор Г, устанавливаемый на шкале В в длину линии зацепления, выключает станок (через электроконтакт) по окончании полной обработки заготовки.
Кулачок 15 (фиг. 4) управляет механизмом качания стола для отвода его от долбяка при обратном ходе через рычаг 16.
Прерывистая круговая обкатка осуществляется применением блоков спиральных направляющих Л и Б (фиг. 7) с разноименным направлением спиралей соответственно для щтосселя с инструментом и рабочего шпинделя с заготовкой. Сочетанием настройки гитары i круговых подач (фиг. 4) и величины угла спирали направляющих Л и (фиг. 7) можно добиться того положения, что в процессе рабочего хода щтосселя заготовка и инструмент, получив движения IV и V, будут оставаться в пространстве неподвижными, а рри обратном ходе инструмента, получив движение /V и ///, будут соверщать круговую обкатку.
Имеются основания ожидать, что предлагаемый способ, благодаря постоянству сечения стружки, увеличению скорости резания и равномерности напряжения режущих кромок инструмента, увеличит производительность и снизит стоимость эксплуатации инструмента в несколько раз. Способ применим на зубодолбе ных станках при обработке шестерен, реек, винтов и пр.
Предмет изобретения
1.Способ чернового и чистового нарезания зубчатых колес долбяками, отличающийся тем, что режущему инструменту и заготовке сообщают независимую от рабочей подачи круговую обкатку при радиальной рабочей подаче инструмента или заготовки.
2.Станок для осуществления способа по п. 1. отличающийся применением гитары Х обкатки и дифференциала, суммирующего движения, сообщаемые кинематической цепи штоссель-заготовка гитарой подач Х и гитарой обкатки Х.
3.Форма выполнения станка попп. 1,2, отличающаяся -тем, что, с целью получения прерывистой круговой обкатки, применены спиральные направляющие для штосселя и рабочего шпинделя, расположенные так, что в процессе рабочего хода штосселя заготовка и инструмент не имеют движения обкатки, а при обратном ходе производят круговую обкатку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1985 |
|
SU1263454A2 |
| Станок для нарезания цилиндрических зубчатых колес | 1939 |
|
SU57481A1 |
| Зубодолбежный станок | 1984 |
|
SU1235671A2 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| Зубодолбежный станок | 1985 |
|
SU1379031A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| Зубодолбежный станок | 1984 |
|
SU1248733A1 |
| Зубодолбежный станок для нарезания цилиндрических, в частности, косозубых шестерен | 1948 |
|
SU75604A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2026162C1 |
/«
« 4
/7
/7
ff
