Изобретение относится к станкостроению, в частности к зубодолбеж- ным станкам для обработки зубчатых колес в условиях обката.
Цель изобретения - повышение стойкости инструмента при многопроходной обработке за счет выравнивания условий резания на обеих боковых режущих кромках его зубьев.
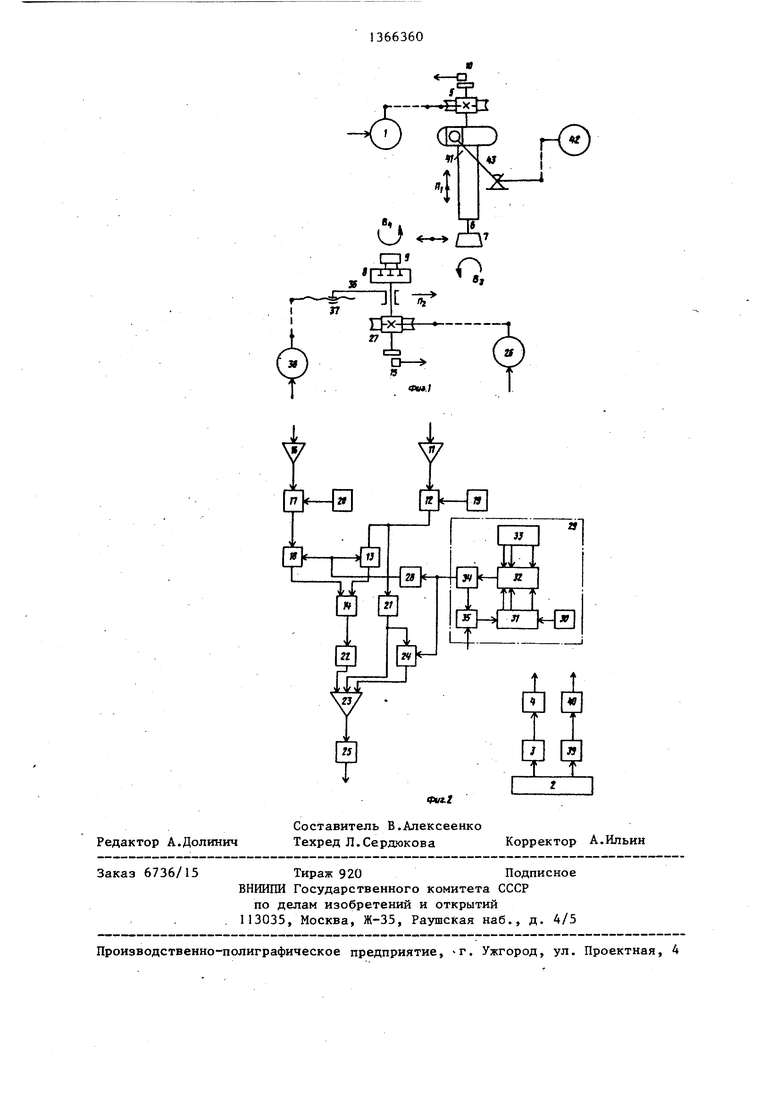
На фиг.1 приведена схема привода; станка; на фиг.2 - блок-схема устройства управления.
Электродвигатель 1, получающий энергию от устройства ЧПУ 2 через блок 3 путевого управления и усилитель А мощности, кинематически связан через червячную делительную пару 5 со штосселем 6 долбяка 7, являющимся задающей координатой функциональной связи (цепи, обката). Ведомой координатой этой связи является делительный стол 8, на котором устанавливается заготовка 9 нарезаемого колеса,
Функциональная связь между штосселем 6 и делительным столом 8, воспроизводящая зубчатое зацепление, осуществляется устройством синхрониза
5
чем второй вход непосредственно, а третий вход - через третий элемент И 24.
Выход суммирующего усилителя 23 через усилитель 25 мощности соединен с электродвигателем 26, кинематически связанным через червячную делительную пару 27 с делительным столом 8.
Вторые входы первого 13 и второго 18 элементов И соединены через элемент НЕ 28 с выходом электронного реле 29 времени. Второй вход третьего элемента И 24 соединен с выходом реле 29 времени.
Электронное реле 29 времени содержит генератор 30 эталонной частоты, счетчик.31 импульсов, компаратор 32 кодов, блок 33 установки кода, усилитель-формирователь 34 и устройство 35 управления.
Привод подачи радиального врезания продольного стола 36, на котором 5 установлен делительный стол 8, осу- .ществляется через винтовую передачу 37 от электродвигателя 38, управляемого от устройства ЧПУ 2 через блок 39 путевого управления и усилитель
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| Устройство для синхронизации приводов зубодолбежного станка | 1986 |
|
SU1328156A1 |
| Зубодолбежный станок | 1990 |
|
SU1734984A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| РОТОРНЫЙ ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2022729C1 |
| Роторный зубодолбежный станок с ЧПУ | 1989 |
|
SU1779542A1 |
| Роторный зубодолбежный станок | 1987 |
|
SU1583229A1 |
Изобретение относится к станкостроению, в частности к зубодолбеж- ным станкам с ЧПУ для обработки зубчатых колес в условиях обката. Цель изобретения - повышение стойкости инструмента при многопроходной обработке за счет выравнивания условий резания на обеих боковых режущих кромках его зубьев. Зубодолбежный станок с ЧПУ содержит устройство для синхронизации приводов вращения штос- селя долбяка и делительного стола, включающее первый и второй импульсные измерительные преобразователи, установленные на штосселе и делительном столе и соединенные соответственно с первым и вторым счетчиками, фазовый дискриминатор, выход которого через импульсно-аналоговый преобразователь соединен с первым входом суммирующего усилителя. Ко второму входу этого усилителя подключен блок задания круговой подачи делительного стола, связанный с первым счетчиком, а выход суммирующего усилителя через усилитель мощности соединен с электродвигателем привода делительного стола. Введены три элемента И, элемент НЕ и реле времени. Первый и второй элементы И соединены своими первыми входами соответственно с первым и вторым счетчиками и выходами - с входами фазового дискриминатора. тий элемент И соединен с первым входом с блоком задания круговой подачи делительного стола и выходом - с третьим входом суммирующего усилителя. Вторые входы первого и второго эле- .ментов И соединены с выходом элемента НЕ, вход которого соединен с выходом реле времени. Второй вход третьего элемента И соединен с выходом реле времени. 2 ил. $ (Л ее о: О5 со О)
ции их приводов. Это устройство вклю- 30 0 мощности.
чает установленный на штосселе 6 .первый импульсный измерительный преобразователь 10, например фотоэлектрический, соединенный посредством последовательно включенных первого усилителя импульсного сигнала 11, первого счетчика 12 и первого элемента И 13 с первым входом фазового дискриминатора 14, и установленный на делитель35
Привод поступательно-возвратного движения гштьзы 41, в которой смонтирован штоссель 6 долбяка, осуществляется электродвигателем 42 и кулисным механизмом 43.
В качестве электродвигателей I, 26 и 38 используются высокомомеитные машины постоянного тока, позволяющие осуществлять бесступенчатое регулиро- ном столе 8 второй импульсный измери- 40 вание круговой частоты. Причем элек- тельный преобразователь 15, .соединен- тродвигатель 1 привода задающей коорный посредством последовательно включенных второго усилителя 16 импульсного сигнала, второго счетчика 17 и второго элемента И 18 со вторым входом фазового дискриминатора 14.
К счетчикам 12 и 17 подсоединены блоки I9 и 20 задания передаточного отношения функциональной связи. К выходу первого счетчика I2 присоединен вход блока 21 задания круговой подачи делительного стола 8.
Выход фазового дискриминатора 14 через импульсно-аналоговый преобразователь 22 соединен с первым входом суммирующего усилителя 23. Второй и . третий входы этого усилителя соединены с выходом блока 21 задания круговой подачи делительного стола. При5
0
5
динаты и электродвигатель 38 привода врезания управляются независимо от способа задания программы от устройства ЧПУ 2.
Передаточное отношение функциональной связи штосселя 6 и делительного стола 8 устанавливается блоками 19 и 20 в виде коэффициента, определяющего соотношение круговой частоты штосселя 6 и круговой частоты делительного стола 8. Круговая подача делительного стола устанавливается посредством блока 21 задания круговой подачи стола.
Подача врезания и количество этапов врезания устанавливаются программно посредством задания программы на; устройстве ЧПУ. Время, в течение которого на каждом очередном этапе врезания происходит дополнительный поворот делительного стола с заготовкой относительно долбяка, устанавливается посредством блока 33 установки кода реле 29 времени. Пуск реле времени осуществляется по программе одновременно с началом соответствующего этапа врезания.
Станок работает следующим образом.
Заготовку 9 устанавливают на делительном столе 8. Затем устанавливают необходимый цикл работы и скорости движений исполнительных органов станка.
При включении электродвигателя 42 получает поступательно-возвратное движение П, гильза 41 штосселя 6 долбяка 7. Затем после ускоренного перемещения продольного -стола 36 в исходную для обработки точку по программе .электродвигатель 38 переключается на рабочую подачу врезания (движение П) на часть высоты зуба, соответствующую величине врезания на первом черновом проходе, и одновременно включается электродвигатель 1, задающий координаты, сообщающий движение В, штосселя 6 с рабочей круговой подачей. Одновременно включается также устройство синхронизации функционально связанных приводов.
Первый импульсный измерительный преобразователь 10 вырабатывает высокочастотный импульсный сигнал. Этот сигнал через усилитель 11 импульсного сигнала поступает в первый счетчик 12, где происходит деление сигнала в соответствии с коэффициентом, установленным на блоке 19. Сигнал с выхода первого счетчика 12 запускает блок 21 задания круговой подачи делительного стола. Блок 21 вырабатывает аналоговый сигнал, который после прохождения усилителей 23 и 25 приводит во вращение электродвигатель 26 ведомой координаты - делительного стола 8 (движение Е).
Сигнал с выхода первого счетчика 12 через первый элемент И 13, открытый по второму входу, поступает на первый вход фазового дискриминатора 14. Второй импульсньш измерительный преобразователь 15 одновременно с началом движения В вырабатьшает высокочастотный сигнал, который после предварительного усиления в усилителе 16 сигнала поступает второй
счётчик 17, где происходит его деление в соответствии с коэффициентом, заданным на блоке 20. С выхода счетчика 17 через второй элемент И 18, открытый по второму входу, сигнал поступает на второй вход фазового дискриминатора 14.
В результате сравнения сигналов,
вырабатываемых задающей и ведомой
координатами, на выходе фазового дискриминатора образуется корректирующий сигнал, который после преобразования в аналоговую форму в импульсноаналоговом преобразователе 22 поступает в суммирующий усилитель 23, где происходит коррекция путевого сигнала управления электродвигателем 26 привода делительного стола, поступающего от блока 21 задания круговой подачи.
После врезания на заданную часть высоты зуба по программе движение врезания П2 прекращается и в течение
полного оборота делительного стола 8 осуществляется первый черновой проход обработки заготовки 9 нарезаемого колеса согласованными движениями Bj и В (движение обката). Затем при
продолжающемся обкате включается движение врезания П для врезания долбяка на вторую часть припуска. Одновременно включается управляющее устройство 35 электронного реле 29 времени.
I
Вьфабатываемый реле 29 времени
сигнал вьщержки времени поступает на второй вход третьего элемента И 24 и открывает его для прохождения сигнала от блока 21 на третий вход суммирующего усилителя 23. Одновременно сигнал выдержки времени через элемент НЕ 28 закрывает элементы И 13 и 18. В итоге сигнал коррекции на
суммирующий усилитель 23 не поступает. Одновременно в этом усилителе происходит сложение двух сигналов, поступающих на второй и третий входы от блока 21. В итоге делительный
стол 8 дополнительно поворачивается и заготовка смещается по отношению к долбяку на угловой щаг так, что срезание припуска на проходе будет осуществляться вдоль одной боковой
режущей кромки долбяка. Затем по программе устройство 35 управления реле 29 времени выключается. Одновременно или через некоторое время прек ращается движение врезания Пз.
51
После выключения реле 29 времени закрывается элемент И 24 и открывается через элемент НЕ 28 элементы И 13 и 18. В итоге устройство синхронизации приводов перестраивается в исходную структуру и в течение полного оборота делительного стола 8 осуществляется второй черновой проход посредством движения обката.
После выполнения второго чернового прохода повторяется цикл врезания для следующего прохода, и т.д. Причем перед каждым последующим черновым проходом структура устройства синхро низации приводов перестраивается, обеспечивая угловое смещение заготовки относительно долбяка в сторону, противоположную ее смещению на предыдущем проходе, что обеспечивает че редование боковой режущей кромки, вдоль которой осуществляется резание на проходе.
Аналогично осуществляется врезание перед чистовым проходом. Однако при заключительном врезании, осуществляемом На минимальную величину, дополнительным движением заготовка устанавливается относительно долбяка так, чтобы срезаемый припуск был рав номерно распределен между обеими боковыми режущими кромками зубьев долбяка.
Формула изобретения
Зубодолбежный станок с ЧПУ, содержащий устройство для синхронизации приводов вращения щтосселя долбяка
6
и делительного стола, включающее первый и второй импульсные измерительные преобразователи, установленные на штосселе и делительном столе и соединенные соответственно с первым и вторым счетчиками, фазовый дискриминатор, выход которого через им- пульсно-аналоговый преобразователь соединен с первым входом суммирующего усилителя, к второму входу которого подключен блок задания круговой подачи делительного стола, связанный с первым счетчиком, а выход суммирующего усилителя через усилитель мощности соединен с электродвигателем привода делительного стола, о т л и
чающийся тем, что, с целью повышения стойкости инструмента при многопроходной обработке за счет выравнивания условий резания на обеих боковых режущих кромках его зубьев, в станок введены первый, второй и третий элементы И, элемент НЕ и реле времени, первый и второй элементы И соединены своими первыми входами соответственно с первым и вторым счетчиками и выходами - с входами фазового дискриминатора, третий элемент И соединен первым входом с блоком задания круговой подачи делительного стола и выходом - с третьим входом суммирующего усилителя, вторые входы первого и второго элементов И соединены с выходом элемента НЕ, вход которого соединен с выходом реле времени, а второй вход третьего элемента И соединен с выходом реле времени.
-X«
1
1
О
&
Q
П
в
«м.;
Фа.
| Программное управление зубооб- рабатывающими станками | |||
| М.: НИИМАШ, 1983, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
