Изобретение относится к устройствам для изготовления цилиндрических зубчатых колес методом долбления.
Цель изобретения - повышение производительности за счет создания возможности увеличения скорости обката при рабочем ходе в широких диапазонах и повышение качества обработки за счет ликвидации затирания, а следовательно, повышения стойкости долбяка.
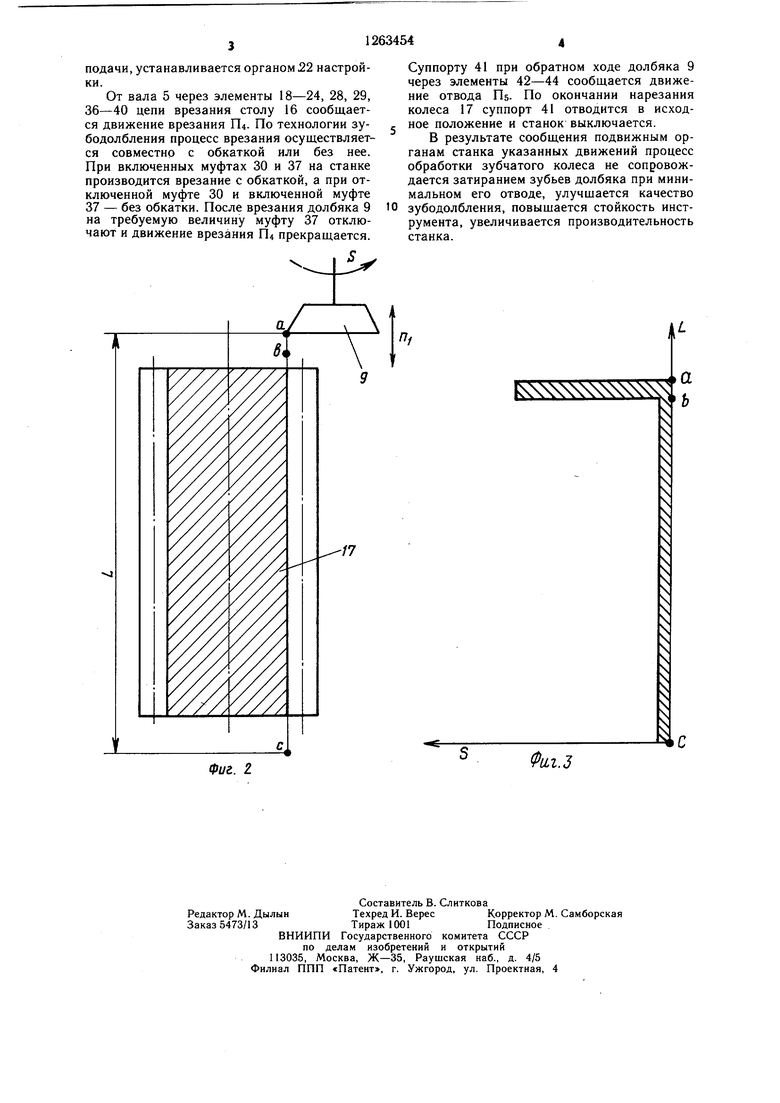
На фиг. 1 представлена кинематическая схема зубодолбежного станка; на фиг. 2 - схема способа зубодолбления; на фиг. 3 - диаграмма зависимости круговой подачи от перемещения долбяка согласно схеме способа.
Электродвигатель 1 посредством кинематической пары 2, органа 3 настройки, пары 4 связан с тяговым валом 5, несущим механизм 6, например кулисный, преобразующий вращательное движение вала 5 в возвратно-поступательное движение гильзы 7, в которой установлен с возможностью вращения штоссель 8 долбяка 9.
Кинематической цепью обката, содержащей червячную передачу 10, пары 11 и 12, орган 13 настройки, пару 14 и червячную передачу 15, щтоссель 8 соединен с делительным столом 16, на котором закреплена заготовка 17.
Цепь круговых подач, связывающая вал 5 со щтосселем 8, содержит последовательно соединенные пару 18, вход 19 первого суммирующего механизма 20, например конического или цилиндрического дифференциала, выход 21 механизма 20, орган 22 настройки, например гитара сменных зубчатых колес, выход 23 второго суммирующего механизма 24, вход 25 которого через пару 26 подключен к двигателю 27, а выход 28 через пару 29, муфту 30, пары 12 и II, червячную передачу 10 - к щтосселю 8. К цепи круговых подач параллельно подключена дополнительная кинематическая цепь, содержащая кулачковый механизм 31, преобразующий постоянное вращательное движение в переменное поступательное, реечную передачу 32, преобразующую переменное поступательное движение в переменное вращательное, через пару 33 подключенную к входу 34 суммирующего механизма 20. Для силового замыкания кулачка 31 и реечной передачи 32 предусмотрена пружина 35.
Кинематической цепью врезания, содержащей последовательно соединенные элементы 18-24, 28, 29, пару 36, муфту 37, орган 38 настройки, пару 39 и кулачок 40 врезания, вал 5 связан с делительным столом 16.
Для отвода суппорта 41 щтосселя 8 при холостом ходе долбяка 9 предусмотрена ненастраиваемая кинематическая цепь,выполненная в виде пар 42 и 43 и кулачка 44 с силовой пружиной 45.
Орган 3 настройки служит для настройки скорости резания, определяемой числом двойных ходов щтосселя 8 в минуту (движение П). Орган 13 настройки служит
для настройки цепи обката (движение 8283). Орган 22 настройки служит для настройки скорости рабочей круговой подачи, под которой понимают величину S (фиг. 2) ускоренного рабочего поворота долбяка 9 при его перемещении над заготовкой 17 между
точками айв (движение 82). Орган 38 настройки служит для настройки скорости врезания, определяемой как величина перемещения стола 16 за один двойной ход долбяка 9 (движение П4).
Станок работает- следующим образом. Заготовку 17 закрепляют на столе 16, после чего органами настройки устанавливают необходимые скорости движений Пь Вд. Вз, П4. При включении электродвигателя 1 начинает вращаться с рабочей ско0 ростью вал 5, каждый оборот которого механизмом 6 преобразуется в движение П гильзы 7 щтосселя 8 с долбяком 9.
Вращение вала 5 одновременно передается через пару 18 на вход 19, а через элементы 42, 43, 31 - 33 - на вход 34
первого суммирующего механизма 20. Профиль кулачка 31, передаточные отношения передачи 32 и пар 18, 19 и 33, 34 подобраны так, что в результате алгебраического суммирования постоянного движения, поступающего на вход 19, и знакопеременного движения, поступающего на вход 34 механизма 20, с выхода 21 движение поступает через орган 22 настройки на вход 23 суммирующего механизма 24 только во время перемещения долбяка 9 между точками а и в, при перемещении долбяка 9 между точками вис участок цепи круговых подач 21-23 вращаться не будет.
Б
Движение, поступающее на вход 23, суммируется с постоянным движением, посту0 пающим от двигателя 27 на вход 25. Движение, полученное в результате алгебраического сложения этих одинаково направленных движений, поступает на выход 28 и далее через элементы 29, 30, 11 и 10 цепи круговых подач сообщается щтосселю 8 (движение Вд), а через элементы 13-15 цепи обката - столу 16 (движение Вз). Сложное движение обката 6283 за время одного двойного хода долбяка 9 будет переменным, причем ускоренным, когда долбяк 9 на0 ходится над заготовкой 17, и замедленным на остальном пути перемещения долбяка 9 (движение П). Скорость замедленного движения обката, необходимого только для натяжения кинематической цепи обката, постоянна, величина ее устанавливается только
5 выбранной частотой вращения двигателя 27 и передаточным отношением пар 25, 26 и 28, 29. Скорость ускоренного движения обката, определяющая величину S рабочей круговой
подачи, устанавливается органом 22 настройки.
От вала 5 через элементы 18-24, 28, 29, 36-40 цепи врезания столу 16 сообщается движение врезания П4. По технологии зубодолбления процесс врезания осуществляется совместно с обкаткой или без нее. При включенных муфтах 30 и 37 на станке производится врезание с обкаткой, а при отключенной муфте 30 и включенной муфте 37 - без обкатки. После врезания долбяка 9 на требуемую величину муфту 37 отключают и движение врезания П4 прекращается.
Суппорту 41 при обратном ходе долбяка 9 через элементы 42-44 сообщается движение отвода ПБ. По окончании нарезания колеса 17 суппорт 41 отводится в исходное положение и станок выключается.
В результате сообщения подвижным органам станка указанных движений процесс обработки зубчатого колеса не сопровождается затиранием зубьев долбяка при минимальном его отводе, улучщается качество
зубодолбления, повышается стойкость инструмента, увеличивается производительность станка.
Фиг. 2
/7/
z.J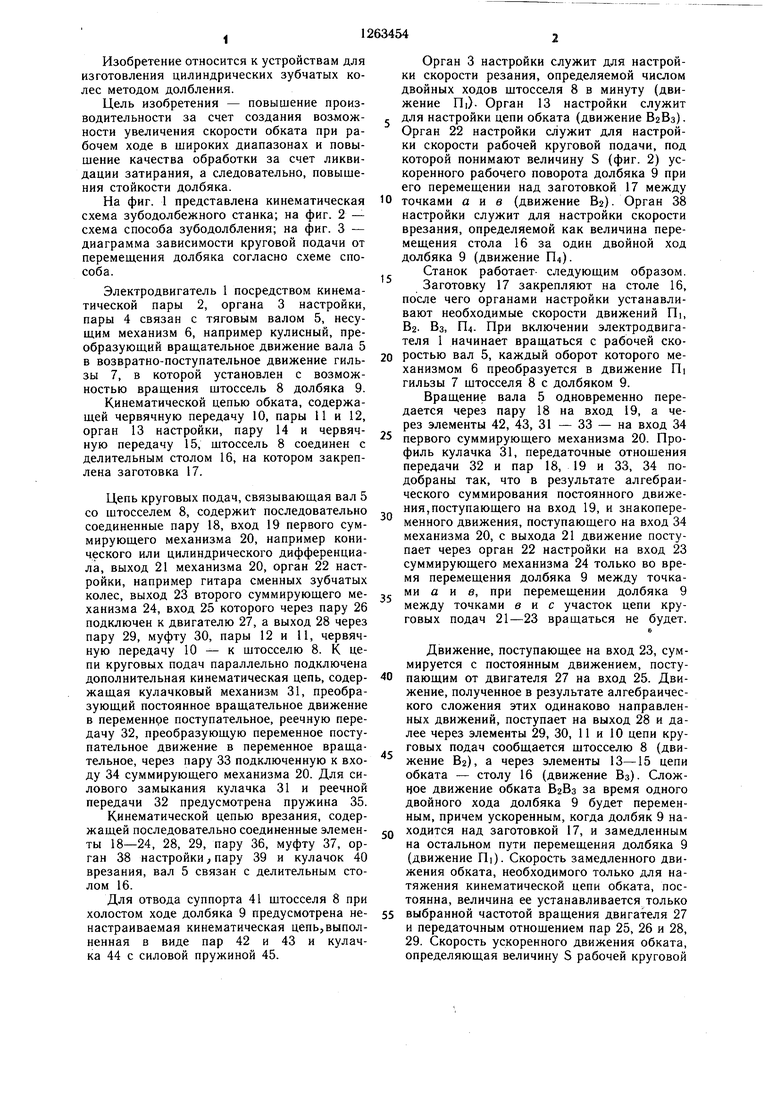
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Зубодолбежный станок | 1980 |
|
SU891274A1 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| Зубодолбежный станок | 1978 |
|
SU688302A1 |
| Зубодолбежный станок | 1984 |
|
SU1248733A1 |
| Зубодолбежный станок | 1975 |
|
SU574283A1 |
| Зубодолбежный станок | 1982 |
|
SU1049207A2 |
| Зубодолбежный станок | 1987 |
|
SU1458114A2 |
| Зубодолбежный станок | 1984 |
|
SU1255314A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
ЗУБОДОЛБЕЖНЫЙ СТАНОК по авт. св. № 778961, отличающийся тем, что, с целью повышения производительности и качества обработки, в цепь круговых подач введен второй суммирующий механизм с приводом, при этом один вход суммирующего механизма через гитару настройки последовательно соединен с выходом первого суммирующего механизма, второй вход связан с приводом, а выход - с цепью обката. 5 4 I / а. 32 35 --
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
