. . 12
Изобретение относится к станкостроению, а именно к станкам для обработки зубчатых колес зуборезным долбяком, и является усовершенствованием устройства по основному авт. св. № 1087276.
Цель изобретения - повьшение стойкости инструмента за счет обеспечения срезания различной по толщине стружки на обеих боковых режущих кро ках, т.е. создания одинаковых условий резания на кромках.
На чертеже схематически изображено предлагаемое устройство.
Электродвигатель 1 посредством цепи поступательно-возвратного движения долбяка,включающей приводной вал 2 и кулисньй механизм 3, кинематически связан с гильзой 4 штосселя 5 долбяка (движение П).
Устройство также содержит делительную пару червячное колесо 6 - червяк 7, гитару зубчатых колес 8, вход 9 суммирующего механизма 10 планетарного типа, выход 11 этого механизма и делительную пару червяк 12 - червячное колесо 13 с делительным столом 14, на котором устанавливаются обрабатываемые заготовки.
Цепь, обката через кинематическую
передачу 15 и орган 16 настройки связана с электродвигателем 17 круговых подач. Станок снабжен дополнительной кинематической цепью взаимного доворота стола и штосселя. Цепь включает суммирующий механизм 10, размещенный на приводном валу 2, датчик 18, работающий в импульсном режиме, например, электромеханический или фотоэлектрический, делитель 19 Импульсов и коммутатор 20, управляющее устройство 21 и шаговый электродвигатель 22. Последний кинематически связан с входом 23 сум- мирукщего механизма- 10.
Привод врезания на высоту зуба осуществляется от гидроцилиндра.24.
Гитара сменных колес 8 используется для настройки цепи обката (установки соотноп ения вращательных движений В и В,, составляющих сложное движение обката).
Орган 16 настройки (гитара зубчатых колес, коробка передач) используется для установки круговой подачи, под которой понимают величину поворота долбяка в движении В, за один его двойной ход в движении П .
i
5
0
5
0
5
0
5
12
Периоды включения шагового электродвигателя 22 и круговая частота его вращения устанавливаются на управляющем устройстве.
Станок работает следукщим образом.
Заготовку нарезаемого колеса уста- , навливают на делительном столе 14. Затем органами настройки устанавливают необходимый цикл работы и скорости движений исполнительных органов.
При включении электродвигателя 1 получает вращение с рабочей круговой частотой приводной вал 2, каждьм оборот которого посредством кулисного механизма 3 преобразуется в один двойной ход гильзы 4 штосселя 5 долбяка (движение П).
От электродвигателя 17 посредством органа 16 настройки сообщаются движения через гитару зубчатых колес 8, вход 9 суммирукхцего механизма 10, выход 11 этого механизма и делительную червячную передачу 12 - 13 делительному столу (движение В), а через делительную червячную передачу 6 - 7 - штосселю 5 долбяка (движение B,j).. Одновременно посредством гидроцилиндра 24 делительному столу 14 сообщается движение П, врезания на часть высоты зуба, соответствующую величине врезания на первом черновом проходе.
После прекращения врезания в течение одного поворота делительного стола 14 посредством движения обката осуШ|ествляется первьм черновой проход. Затем при продолжающемся обкате включается движение врезания П для врезания долбяка на вторую часть срезаемого припуска. Одновременно включается управляющее устройство 21, и постоянно вырабатываемые датчиком 18 импульсы, проходя делитель импульсов, коммутатор и управляющее устройство, приводят в движение шаговый электродвигатель 22. Движение от шагового двигателя через вход 23 суммирующего механизма 10 сообщается делительно.му столу 14 (движение В). В итоге делительный стол на этапе врезания дополнительно поворачивается и заготовка смещается по отношению к долбяку на угловой шаг так, что срезание припуска на проходе осуществляется вдоль
3 1
одной боковой режущей кромки долбя- ка. Затем движения П и П выключают ся и осуществляется второй черновой проход посредством движения обката в течение полного оборота делительного стола.
Причем перед каждь м последующим черновым проходом движением В заготовка смещается в сторону, противоположную ее смещению на предьщущем проходе, что обеспечивает чередование боковой режущей кромки, вдоль
Редактор 0. Бугир
Составитель В. Слиткова Техред О.Гортвай
Заказ 3045/11 Тираж.1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москьа, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предпр51ятие,г.Ужгород,ул.Проектная, 4
35671 4
которой осуществляется резание на проходе.
Аналогично осуществляется врезание перед чистовым проходом. Однако 5 при заключительном врезании, осуществляемом на минимальную величину, движением Bj заготовка устанавливается относительно долбяка таким образом, чтобы срезаемый припуск был 10 равномерно распределен между обеими - боковыми режущими кромками зубьев долбяка.
Корректор Е. Рошко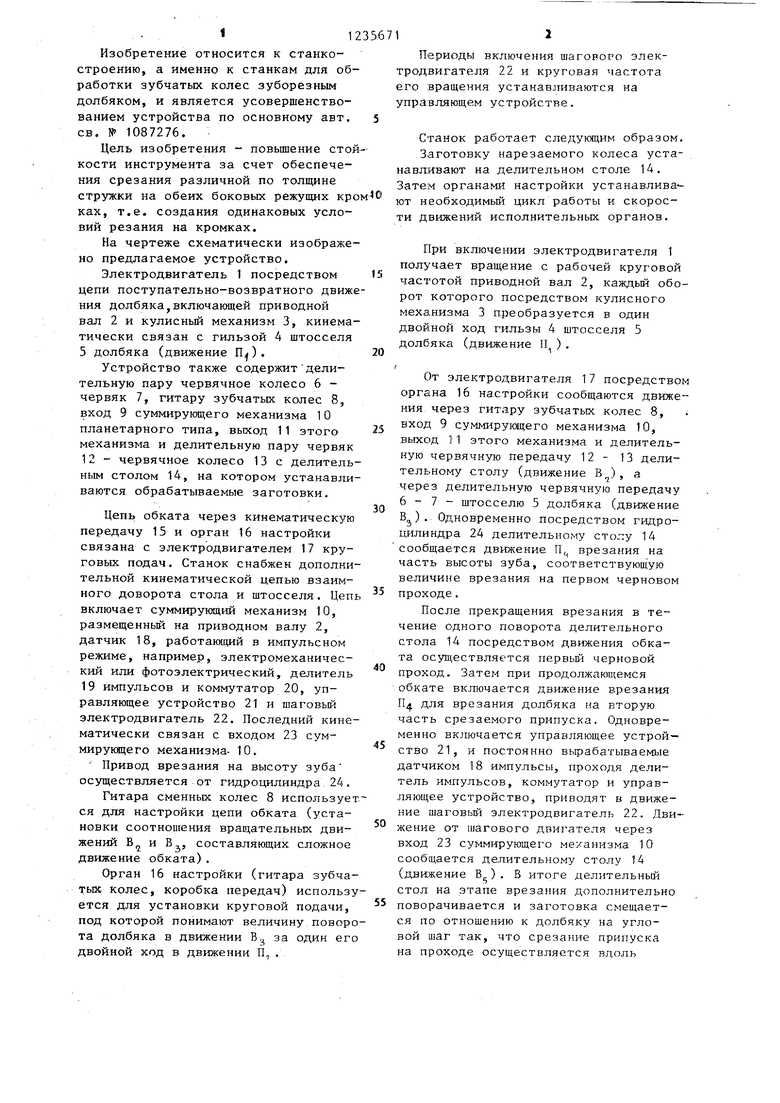

| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ | 1999 |
|
RU2190508C2 |
| Зубодолбежный станок | 1983 |
|
SU1093445A2 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Зубодолбежный станок | 1978 |
|
SU778961A1 |
| Зубодолбежный станок | 1984 |
|
SU1177091A2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1999 |
|
RU2166414C2 |
| Зубодолбежный станок | 1985 |
|
SU1263454A2 |
| Зубодолбежный станок | 1984 |
|
SU1248733A1 |
| Зубодолбежный станок | 1977 |
|
SU673393A1 |
| Зубодолбежный станок | 1982 |
|
SU1087276A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
