Изобретение относится к прокатному производству и может быть использовано при прокатке гнутых профилей.
Известен привод прокатных валков, содержащий статор, установленный иа одном из подвижных элементов клети, и ротор, смонтированный иа нерабочей части бочки валка ij.
Однако известный привод не позволяет получать повышение развиваемого момента вращения И; кроме того, он усложняет конструкцию клети.
Целью изобретения является повышение развнваемого момента вращения валков и .упрощение конструкции клети.
Эта цель достигается тем, что в приводе валка прокатной , преимущественно с многовалковым калибром, статор выполнен незамкнутым и установлен с частичным охватом бочки валка, а ротор - в виде набора пластин, установленных на торцах бочки.
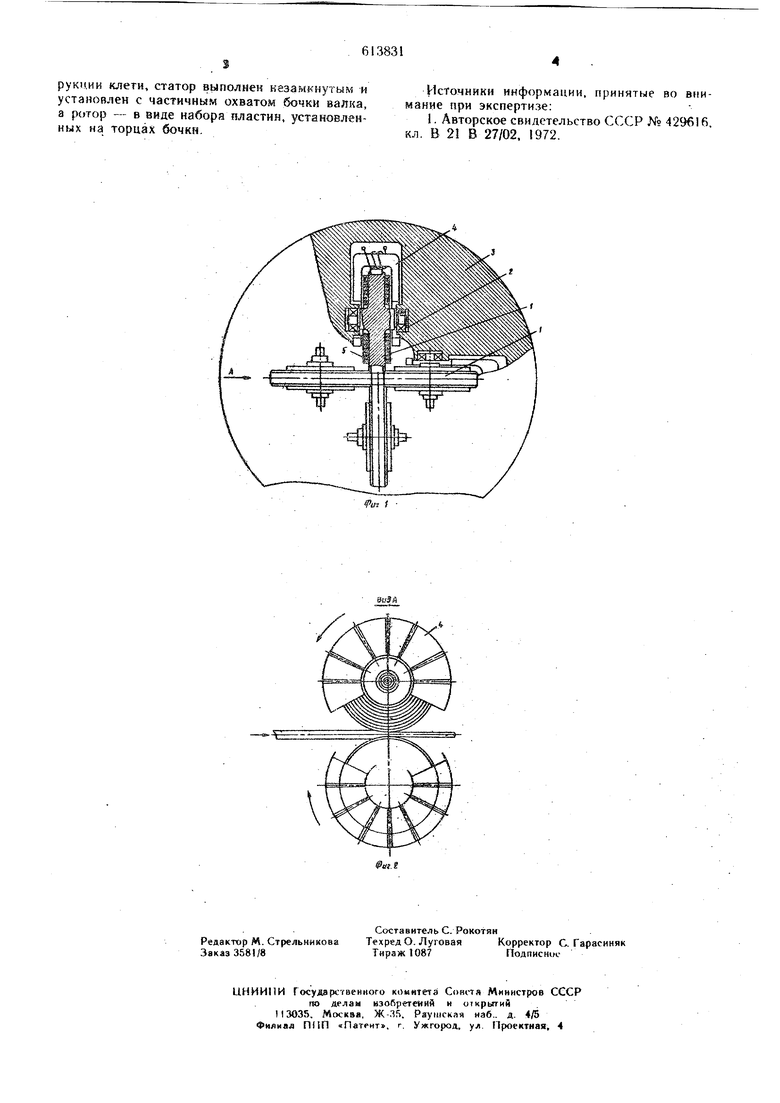
На фиг. 1 схематически изображен привод валка многовалковой прокатной клети, общий вид; на фиг. 2 - вид А фиг. 1.
Валки I установлены на подшипниках 2 в корпусе 3 клети. По окружности валков в корпусе 3 установлены статоры 4. С налком t
жестко связаны кольцевые наборы пластин 5 из трансформаторной стали.
При подключении к электрической сети статоров 4 образуется бегущее магнитное поле (направление указанно стрелками на фиг. 2).. При этом валки увлекаются магнитным потоком и выполняют роль ротора, в результате чего они вращаются в этом же направлении. При задаче металла между валками будет осуществляться процесс прокатки.
Передача движения непосредственно к валкам от статоров устраняет необходимость использовать передаточные Механизмы, что значительно упрощает конструкцию клети и позволяет повысить развиваемый момент вращения валков.
Формула изобретения
Привод валка прокатной клети, преимущоотвенно с многовалковым калибром, содержащий статор, установленный на одном из неподвиж иых элементов клети, и ротор, смонтировгпии-и на нерабочей части бочки валка, отличающийся тем, что, с целью повышения развиваемого момента вращения валков и упрощения коиструкнии клети, статор выполнен незамкнутым и установлен с частичным охватом бочки валка, а ротор -- в виде набора пластин, установленных на торцах бочкн.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 42% 16 кл. В 21 В 27/02, 1972.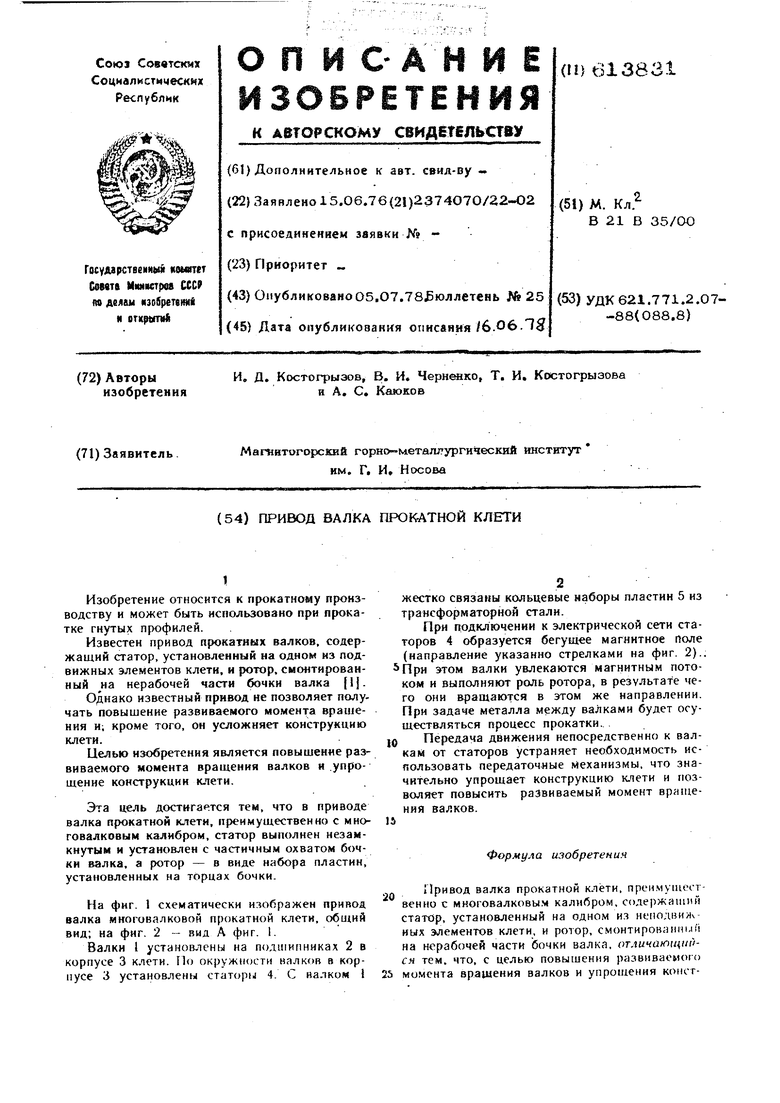
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1974 |
|
SU498048A1 |
| ПРОКАТНАЯ КЛЕТЬ С ДВУМЯ МНОГОВАЛКОВЬ1М'Й^^Й.:я-- -^^^^^^^^^^^^КАЛИБРАМИБИйЛИОТЬКА! | 1972 |
|
SU326002A1 |
| Многовалковый калибр | 1988 |
|
SU1502142A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Тормозное устройство для выборки люфтов в линии привода прокатного стана | 1978 |
|
SU727247A1 |
| Прокатная клеть с многовалковым калибром | 1980 |
|
SU865442A1 |
| Многовалковый калибр | 1979 |
|
SU806175A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
