Изобретение относится к прокатному производству.
Известна прокатная клеть с многовалковым калибром, включающая станину, валки, привод валков и средства установки валков.
Однако такая прокатная клеть содержит только один калибр.
Описываемая клеть л.ишена указанного недостатка и отличается от известной тем, что по меньшей мере некоторые из рабочих валков вьгполнены коническими, с ручьями на конических поверхностях и на границе оснований конусов ,и установлены так, что ручьи, нарезанные на границах оснований валков, образуют многовалковый калибр, a ручьи на бочках валко:В - двухвалковые калибры.
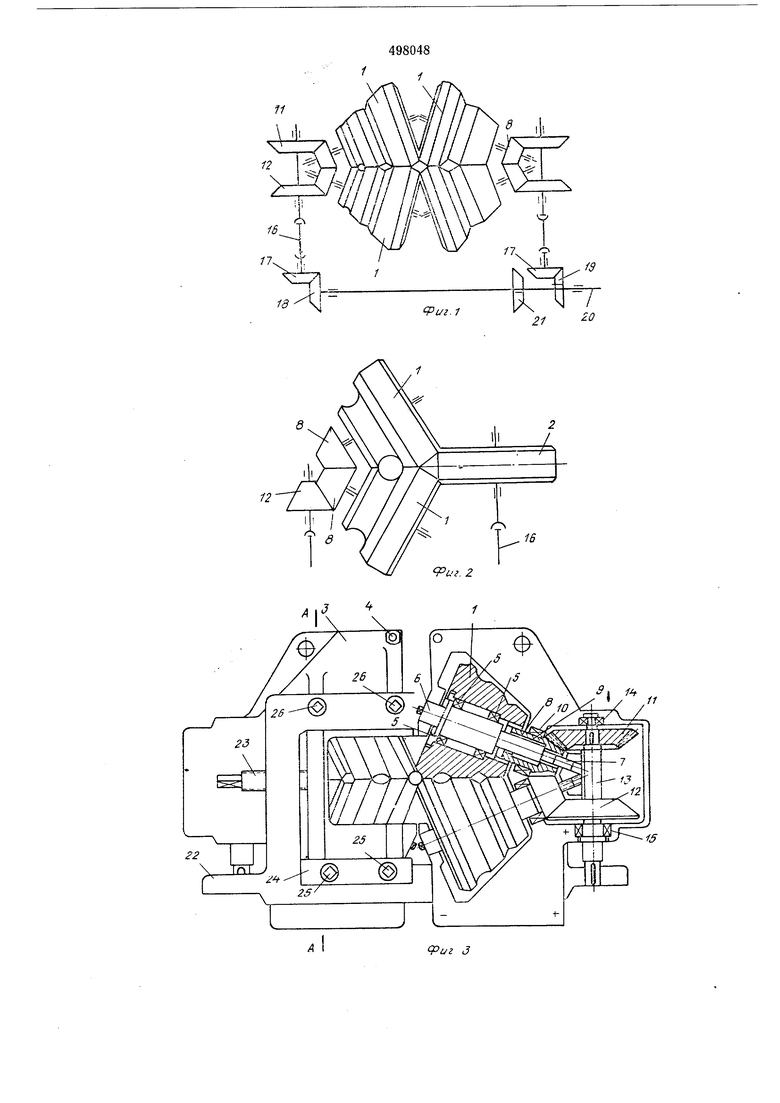
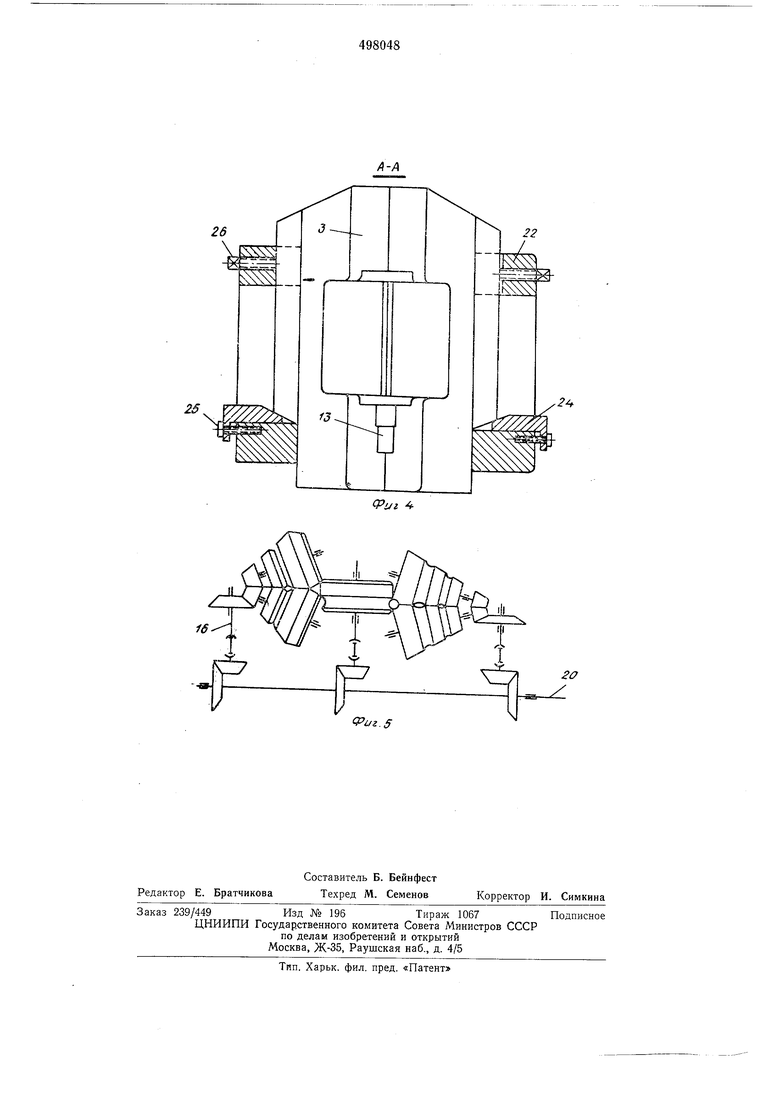
На фиг. 1 представлена схема прокатной клети с четырехвалковым и двухвалковыми калибрами; на фиг. 2 - то же, с двухвалковыми и трехвалковым калибрами; на фиг. 3 - общий вид прокатной клети с разрезом; на фиг. 4 - разрез по Л-/1 на фиг. 3; на фиг. 5 - схема сборки прокатной клети с двумя трехвалковыми и двухвалковыми калибрами.
На конических рабочих валках 1 (фиг. 1, 2 и 3) выполнены ручьи, образующие ряд двухвалковых калибров. Многовалковый калибр образован ручьями, расположенными у оснований валков с помощью другой такой же пары валков или одним цилиндрическим валком 2.
Пара конических валков собрана в отдельной кассете с разъемным корпусом 3. Половинки корпуса кассеты соединены болтами 4 и снабл ены отверстиями для зячалки гр зоподъемным механизмом. Конические валки с подшипниками 5 установлены на неподвижных осях 6, снабженных резьбовыми хвостовиками 7 и головками под ключ. Шестерни 8 привода валков установлены на подщипниках 9 vi 10 и соединены щлицами с коническими валками. Такая установка щестерен позволяет регулировать двухвалковые калибры перемещепием валков вдоль осей вращения без нарущения зацепления шестерен привода. Кроме этого, в шестеренной коробке, выполненной з одно целое с кассетой, установлены гнестернп // и 12, посаженные на вал 13. Этот вал установлен в подщипниках 14 и 15, в нижней части соединен со шпинделем 16, который получает вращение через шестерни 17-19 от вала 20 привода, на котором подвижно установлена шестерня 21 для привода цилиндрического
валка (фиг. 2 и 5).
В станине 22 установлена одна кассета и один цилиндрический валок или две кассеты и один цилиндрический валок (фиг. 1, 2 и 5). Во всех случаях для регулировки многовалковых калибров кассеты установлены подвижно
по горизонтальным направляющим станины винтами 23. Для регулировки многовалковых калибров в вертикальной нлоскости и для обесиечения сборки (фиг. 5) на горизонтальных направляющих станины установлены клинья 24 (фиг. 3 и 4) с винтами 25. Для фиксирования кассеты в станине размещены винты 26.
Крутящий момент от вала 20 передается через конические шестерни 19, 18, 17, 21 шпинделям 16, которые соединяют непосредственно с цилиндрическим валком 2 и с валом 13. От вала 13 конические валки получают вращение через шестерни 12, 11 и 8. При прокатке в двухвалковых калибрах давление прокатки воспринимается корпусом 3 кассеты. При прокатке в многовалковых калибрах вертикальные составляющие давления воспринимаются корпусами кассет, а горизонтальная составляющая - станиной 22. При сборке клети возможна прокатка в двух встречных направлениях. Двухвалковые калибры регулируются в|ращением осей 6, которые завинчиваются или вывинчиваются резьбовыми хвостовиками 7 в корпус кассеты и перемещают конические валки /. Это изменяет радиальное расстояние между бочками. Эти калибры регулируются отдельно в кассете или в клети.
Регулировку многовалковых калибров производят только в прокатной клети винтами 23 и 25. После установки валков кассеты стопорят винтами 26. Для замены кассет сначала разъединяют валы 13 со шпинделями 16 и движением вверх извлекают кассеты, предварительно ослабив винты 26. Для замены рабочих валков в кассетах корпуса 3 последние разъединяют и извлекают валки вместе с подщипниками и осями 6.
Формула изобретения
Прокатная клеть с многовалковым калибром, включающая станину, валки, привод валков, средства установки валков, отличающаяся тем, что, с целью наиболее полного использования установленного оборудования и уменьшения парка сменных валков при увеличении сортамента прокатываемых на одной клети прокатных изделий, по меньшей мере некоторые из рабочих валков выполнены коническими, с ручьями на конических поверхностях и на границе оснований конусов, и установлены таким образом, что ручьи, нарезанные на границах оснований валков, образуют многовалковый калибр, а ручьи на бочках валков - двухвалковые калибры.
fd
8
Риг.1
О
16
иг. 2 fiJZ J
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Прокатная клеть | 1975 |
|
SU601862A1 |
| Рабочая клеть для прокатки тавровых профилей | 1978 |
|
SU778848A1 |
| ПРОКАТНАЯ КЛЕТЬ С ДВУМЯ МНОГОВАЛКОВЬ1М'Й^^Й.:я-- -^^^^^^^^^^^^КАЛИБРАМИБИйЛИОТЬКА! | 1972 |
|
SU326002A1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ АВТОМАТИЧЕСКОГО ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2389572C2 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Вакуумный прокатный стан | 1977 |
|
SU1003946A1 |
| Прокатная клеть с многовалковым калибром | 1976 |
|
SU687670A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |
3LI
.З
