1
Изобретение относится к прокатному производству и касается усовершенствования прокатных клетей для производства сортовых и мелких фасонных профилей.
Известна прокатная клеть, включающая станину, приводной монолитный цилиндр, установленный на опорах качения в станине и снабженный кольцевой проточкой для установки ра&очих валков.
Недостатком известной конструкции является ее непригодность для прокатки крупных сортовых и фасонных профилей.
Описываемая прокатная клеть лишена указанного недостатка и отличается тем, .что кольцевая проточка выполнена биконической, причем оси ее конических поверхностей совпадают с осью цилиндра, а раоочие валки выполнены коническими и их воображаемые вершины расположены на осп вращения цилиндра, а подшипники установлены в кассете, закрепленной на станине.
Для разгрузки подшипников валков от осевого давления концы бочек валков снабжены конусами, а приводной цилиндр снаожен конусными буртами.
С целью осевой установки валков один из конических буртов выполнен подвижным вдоль оси илиндра, например в виде втулки, перемещаемой упорным кольцом, закрепленным на торце цилиндра.
Для исключения возможных нробуксовок рабочих валков на конических опорных поверхностях цилиндра на боковой поверхности цилиндра закреплен конический зуочатый венец, который входит в зацепление с одной из зубчатых конических шестерен, установленных в подшипниках кассеты, находящихся в постоянном зацеплении между соОой и соединенных с рабочими валками.
Для повышения производительности и наиболее полного использования установленного оборудования в кольцевой проточке цнлиндра размещено более одной пары рабочих валков, нричем нри ненрерывной прокатке калибр каждой последующей па.ры валков удален от оси вращения цилиндра на величину, пропорциональную вытяжке в предыдущем калибре.
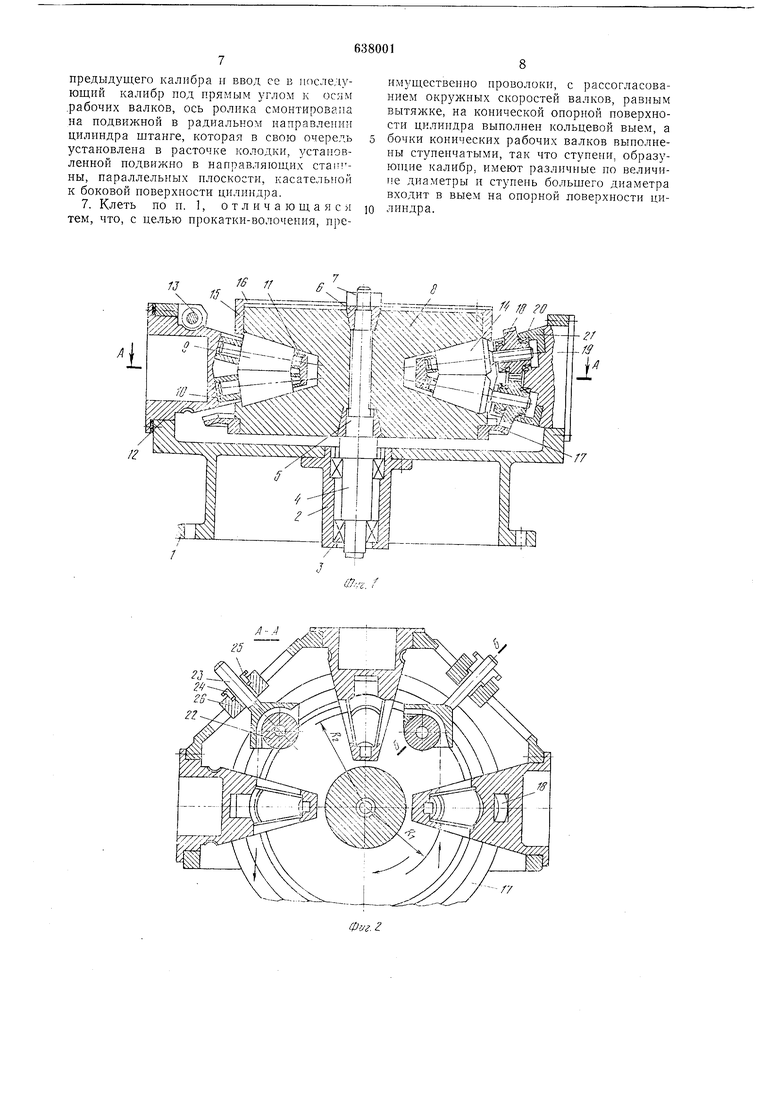
Для изменения направления движения полосы от предыдущей пары валков к последующей в кольцевой проточке цилиндра установлен обводной ролик, ось которого закреплена на станине клети. С целью установки обводного ролика, обеснечивающей вывод полосы из предыдущего калибра и ввод ее в последующей под прямым углом к осям рабочих валков, ось ролика смонтпрована на подвижной в радиальном наиравленнн цилнндра штанге, которая установлена в расточке колодки, установленной в нанравляющих станины, нараллельных касательной нлоскости к боковой поверхности циилндра. С целью прокатки-волочения профилей, пренмупдественно проволоки, с охватом валков полосой и рассогласованием окружных скоростей валков на конической онорной поверхности выполнен кольцевой выем, а бочки конических валков выполнены стуненчатыми так, что ступени, образующие калибр, имеют различные по величине диаметры и ступень большего диаметра входит в выем на опорной поверхности цилиндра. На фиг. 1 изображена предлагаемая прокатная клеть с разрезом по оси враш,енпя приводного монолитного цилиндра; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - Б-Б на фиг. 2; на фиг. 4 - пример исполнения опорных поверхностей приводного цилиндра и рабочих валков для прокатки-волочения нроволоки. В коробчатой станине 1 закренлеп корпус 2, в подшипниках 3 которого установлен вал 4, соединенный с приводом (привод не показан). На шлицевом конце этого вала центрируюш,ими втулками 5 и 6 и гайкой 7 закренлен приводной монолитный цилиндр 8, на боковой поверхности цилиндра выполнена кольцевая проточка, которая образует две конические опорные поверхности так, что воображаемые вершины конусов располагаются па оси враш,ения цилиндра. На конические опорные поверхности цилиндра опираются конические рабочие валки 9, причем воображаемые вершины конусов валков также расположены на оси враш,ения цилиндра. Подшипники 10 и 11 рабочих валков установлены подвижно в радиальных окнах поворотной кассеты 12. Кассета снабжена фланцем для крепления в расточке станины и зубчатой нарезкой, входяш,ей в зацепление с червяком 13, установленным в подшипниках станины. Враш,ением червяка осуш,ествляется поворот кассеты вокруг оси, расположенной между бочками валков, чем достигается установка требуемого раствора между валками. Кроме этого регулировка радиального зазора при износе и переточке валков и конических поверхностей цилиндра достигается перемещением кассеты к оси вращения валков, например, за счет удаления прокладок между фланцем кассеты и станиной. В таком исполнении прокатная клеть пригодна для прокатки крупных профилей без изгиба при подаче в калибр и выводе из него, так как обеспечивается свободный доступ к валкам. Однако подшипники валков ЭТОЙ клети частично нагружены осевой составляющей давления прокатки. Для разгрузки подшинников от (хсвого давления валки 14 снабжены конусами, выполненными на концах бочек, удаленных от оси вращения цилиндра, а цилиндр снабжен конусными буртами, ограничивающими конические опорные поверхности на периферии цилиндра, что исключает осевое перемещение валков пз кольцевой проточки цилиндра. Для осевой установки валков один из конических буртов цилиндра выполнен подвижным, например в виде втул,ки 15, посаженной на боковую повер.хность цилиндра и перемещаемой упорны.м -КОЛЬЦОМ 16, закрепленным на торце цилиндра болтами. Для исключения воз.можных пробуксовок рабочих валков на конических опорных поверхностях цилиндра на боковой поверхности цилиндра закренлен конический зубчатый венец 17, который входит в зацепление с одной из щестерен 18 привода конических валков. Конические шестерни установлены в полости кассеты 19 в подшипниках 20, закрепленных корпусами 21, и находятся в постоянном зацеплении между собой. Шестерни снабжены сквозными шлицевыми отверстиями, в которые входят щлицевые концы валков, которые имеют свободу осевого перемещения. Такое исполнение прокатной клети позволяет увеличить обжатие за один проход, так как мощность прокатки в этом случае не ограничивается запасом фрикционных сил трения на контактных поверхностях валков и цилиндра. С целью непрерывной прокатки мелких профилей, например проволоки, в кольцевой проточке цилиндра размещено более одной пары рабочих валков (см. фиг. 2). При этом калибр каждой последующей пары валков размещеп дальше от оси вращения цилиндра, чем предыдущий. Это удаление определяется из условия постоянства секундных объемов при непрерывной прокатке. Так отношение должно быть равно вытяжке в иредыдущем калиоре. Для изменения иаправлепия движения полосы от одной пары валков к другой в кольцевой проточке цилиндра установлены обводные ролики 22. Для обеспечения возможности настройки обводных роликов, обеспечивающей вывод полосы из предыдущего калибра и ввод ее в последующий калибр под прямым углом к осям рабочих валков, ролики выполиены подвижными в двух пая 1ЯЕлениях:; параллельном касательной к цилиндру и в радиальном. Для этого ось каждого обводного ролика смонтирована на штанге 23 (см. фиг. 2 и 3), которая закреплена конической разрезной втулкой 24 и гайкой 25 в колодке 26. Эта колодка устаповлена в направляющих станины, параллельных касательной плоскости к боковой поверхности цилиндра, и снабжена прижимными планками 27 и 28, закрепленными болтами.
5
Для прокатки-волочеппя мелких профилеи, например проволоки, с рассогласованием окружиых скоростей, равиым вытяжке, и охватом валков полосой на одной из коиических onoiiHbix поверхностей цилиидра 8 (фиг. 4) выиолпен кольцевой выем, а бочки конических валков 29 и 30 выполнены ст непччтыми так. что стуиенн бочек, находяии1еся иа опориых поверхностях цилиидра, имеют равные диаметры, а стуиеип, образуюи1ие калибр, различные. При этом отношение диаметра больи1ей ступени к диаметру меньшей стуиени онределяет вытяжку.
Оиисывасмая ирокатиая клеть работает следующим образом.
При иомощи привода впащают монолитный цилипдр 8 (см. фиг. 1) в направлении, обратном движению полосы (фиг. 2). Полос подают в калибр, нарезанный на конических бочках валков, перпендикулярно осям валкоп и выводят ее в окно станины, образованное направляющими для колодки 26. Одновременно возможно прокатывать полосы в двух противоположных парах валков. При многопроходной прокатке на коннческих бочках валков нарезают ряд калибров согласно выбранной схеме обжатий.
Радиальную установку рабочих валков осуществляют поворотом кассеты 12 червяком 13 вокруг оси, пасполол ениой между бочками валков. Износ бочек валков и опорных поверхностей цилиндра компенсируют за счет пепемещения кассеты с валками к оси вращения цилиндра. Для этого, наппимер, удаляют часть прокладок фланттем поворотной кассеты 12 и станииой 1. Аналогично регулируют валки нпи установке их в кассете с шестернями 18. Осевую установку валков при монтаже их в кассете 12 осунтествляют за счет точной установки подшипников в радиальных пазах. Пои исполнеиитт нриводного цилиндра с унорнымн коническими буртами осевую установку валков 14 осуществляют неремеИ1еиием втулки 15 л иорным кольцом 16. Для этого кольцо 16 закреплено на топце цилиндров 8 болтами. ПРИ затяжке болтов втулка 15 пепемещается по боковой поверхности цилиндра и перемещает верхний валок 14 к оси нилиндра, щлицевой коиен вала ПРИ этом перемещается в отверстии шестерни 18.
ПРИ непрерывной прокатке, наппил1ер, прово.гтоки полосу снача.яа подают в первый калибр и после выхода ее из ва.пков огибают вокрлг обводного ролика 22 и подают в следующий калибр йот ПРЯМЫМ УГЛОМ к валков. Для согласоваиия скоростей пРокатки во всех парах валков, калибры каждой последующей пары нарезают на большем расстоянии от оси вращения цилин.дра. Перевалку рабочих валков осуществляют комплектно кассетами. При ятом демонтируют червяк 13 и извлекают
б
кассету из расточки станнны. Перешлифовк онорных новерхностей цилиндра 8 в зависимости от его размеров и веса осуществляют на щлифовальиом станке или ПРИ иомощи специального приспособления, устанав,1иваемого в расточке станины вместо кассеты.
Фор м у .1 а и 3 о б р е т е н н я
О 1. Прокатная клеть, включающая станину, приводной моно.пнтный цнлинд э, установленный на оиорах качения в станине и снабженный кольцевой ироточкой для установки рабочих ва,тков, отличающая5
с я тем, что, с целью ирокатки круг,пых
сортовых и фасонных профилей, кольцевая нроточка выполнена биконической, причем оси ее конических поверхностей совпадают с осью цилиндра, а рабочие валки выпол пены конттческнмн и их воображаемые вершины расположены на осн вращения цилиндра, а подщипники установлены в кассете, укрепленной на стание. 2. Клеть ио п. 1, отличающаяся
5
тем, что, с целью разгрузки подшипников валков от осевого давления, концы бочек валков, удаленные от оси вращения цилиндра, снабжены конусами, н приводной цилиндр снабжен коническими буртами так,
0 что валки своими конусами упираются в
бурты цилиндра.
3. Клеть по п. 2, отличающаяся тем, что, с целью осевой регулировки валков, один из конических буртов цилиндра
выполнен подвил ным вдоль оси ци,т1индра, например в виде втулки, иосажениой на боковую поверхность цилиндра и перемещаемой упорным кольцом, закрепленным винтами на торце цилиндра.
0 4. Клеть по пп. 1 IT 3, отличаю щ а яс я тем, что, с целью исключения возможных нробуксовок рабочих валков на ОПОРНЫХ поверхностях цилиндра, на боковой поверхности цилиидра закреплеи кониче ский зубчатый венец, КОТОРЫЙ входит в зацепление с одной из сиепляющттхся конических щестерен, установленных на подшипниках в кассете и соединенных с рабочими валками.
0 5. Клеть по ИИ. 1 и 3, отличающаяс я тем, что, с целью непрерывной ирокатки, иреимущественно мелких профилей и проволоки, в ко,яьцевой проточке цилиндра установлено более одной пары конических
5 рабочих валков, причем калибр каждой последующей папы валков удалей от остт вращения цилиндра на величину, пропорциональную вытяжке в предыдущем калибре, а между каждой предыдущей и после0 дуюн1ей парами валков установлен обводной ролик, ось которого закреплена на станине.
б. Клеть по п. 5, отличающаяся тем, что, с целью установки обводного ролика, обеспечивающей вывод полосы из
предыдущего калибра н ввод се в последующий калибр под прямым углом к осям .рабочих валков, ось ролика смонтирована на подвижной в радиальпом направлении цилиндра щтанге, которая в свою очерель установлена в расточке колодки, з становленной подвижно в направляющих стаит-ны, параллельных плоскости, касательной к боковой поверхности цилиндра.
7. Клеть по н. 1, отличающаяся тем, что, е целью прокатки-волочения, преимущественно проволоки, с рассогласованием окружных скоростей валков, равным вытяжке, на конической опорной поверхностн цилиндра выполнен кольцевой выем, а бочки конических рабочих валков выполнены ступенчатыми, так что ступени, образуюн1ие калибр, имеют различные по величине диал1етры и ступень больщего диаметра входит в выем на онорной поверхности цилиндра.

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU509310A1 |
| Прокатная клеть | 1973 |
|
SU480458A1 |
| Прокатная клеть | 1976 |
|
SU564013A1 |
| Прокатная клеть | 1976 |
|
SU599414A1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Многовалковая прокатная клеть | 1978 |
|
SU766679A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2114709C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |

J
2 ZS
22
У
r/
