1
Многовалковый калибр относится к прокатному и волочильному производству и может быть использован на прокатных и волочильных станах с многовалковьвии калибрами для получения преимущественно шестигранных профилей .
Известны многовалковые калибра, образованные тремя или четырьмя валками, предназначенные для получения шестигранных профилей 1
Однако в трехвалковых калибрах с гладкой бочкой полоса обжимается только по трем граням, что приводит к необходимости кантовки полосы между проходами и удвоения количества проходов для обжатия всех шести граней. В калибре, образованном четйр мя валками, два из которых имеют гладкую бочку и два биконическую, полоса обжимается сразу по шести граням. Но при этом имеет место-затрудненное выполнение двух углов профиля по вершинам калиброванных биконических валков, что также приводит к увеличению количества проходов и кантовке полосы между проходами для получения правильной геометрии шестигранника.
Известен многовалковый калибр, образованный шестью валками с гладкой бочкой. При этом полоса обжимается одновременно по шести граням, а углы профиля формируются в местах стыков сгмежиых валков. Отпадает необходимость кантовки профиля между проходами и примерно в 2 раза сокращается общее количество проходов 2,
o
однако все рассмотренные многовалкобые калибры, образованные тремя, четырьмя и шестью валками, имеют еще и недостаточную жесткость как в радиальном, так и осевом на5правлениях.
Одним из возможных путей увеличения жесткости многовалковых калибров является использование опорных валков. Жесткость трехвалкового
0 калибра увеличивается в радиальном направлении за счет опорных валкрз, оси которых параллельны осям рабочих валков. Жесткость в рсевом Направлении остается недостаточной 3,
5
Известен также многовалковый калибр, содержащий рабочие и опорные валки, расположенные между рабочими и контактиру ощие своими наружными поверхностями с поверхностями углу0 бленяй на торцах рабочих 4.
Недостатком многовалковых калиб.ров с опорными валками является удвоение общего количества.валков, Это приводит к усложненинэ конструкции прокатной клети или волоки, особенно при увеличении количества рабочих валков в калибре, например до б.
Цель изобретения - сокращение общего количества валков и упрощение конструкции.
Поставленная цель достигается тем что между поверхностями опорных валков выполнены рабочие участки бочка, образующие совместно с рабочими валками многовалковый калибр, при этом бурты четных опорных валков наружными поверхностями опираются на поверхности углубле.ний нечетных рабочих валков. Для обеспечения линейного контакта буртов смежных валков больший диаметр конического бурта с внешней контактной поверхностью равен 0,9 0,8 меньшего диаметра конического бурта с внутренней конической поверхностью.
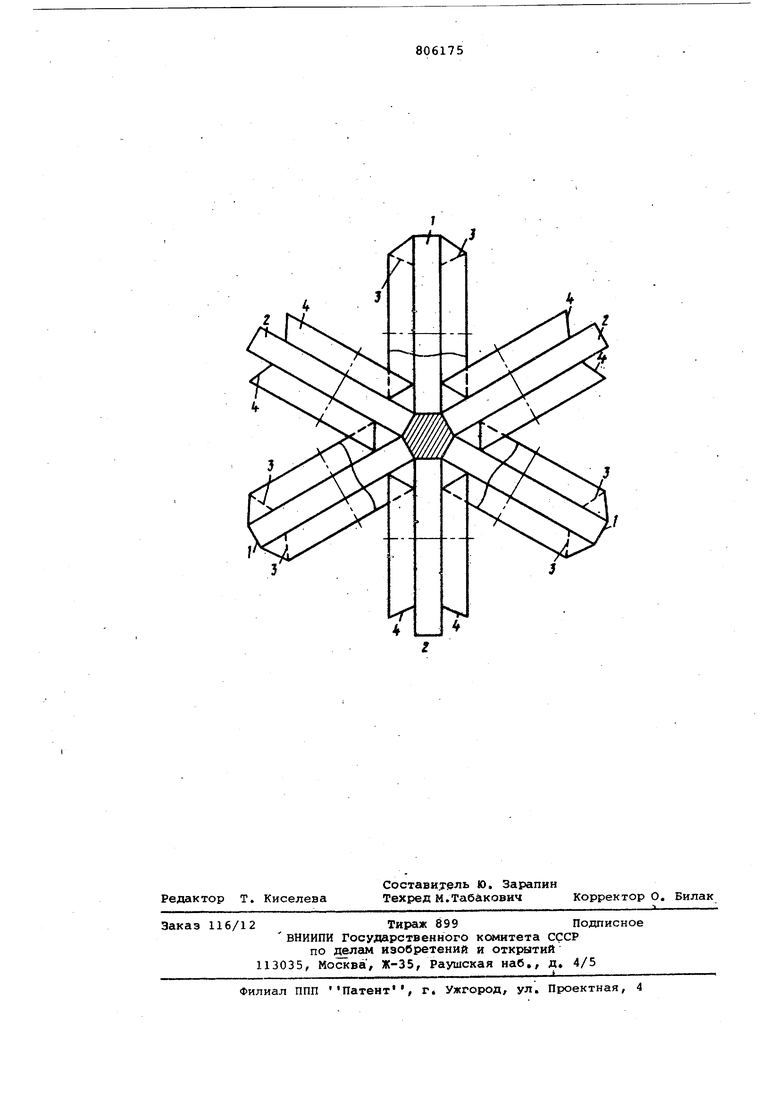
На чертеже схематически изображен шестивалковый калибр.
Рабочие поверхности трех нечетных валков 1 и трех четных валков 2 образуют шестиугольный калибр, выделенны штриховкой. При прокатке или волочении круглой заготовки в таком калибр обжатие осуществляется по всем шести граням. Причем все углы профиля имею одинаковые условия для формирования,
Повыиенная жесткость калибра обеспечивается контактированием внутренних буртов 3 нечетных валков 1 и наружных буртов 4 четных валков 2, Линейное контактирование поверхностей буртов 4 и 3 нечетных 1 и четньк 2 валков обеспечивается заданием их размеров,
Например, больший диаметр буртов 4 должен быть равен 0,9 -0,8 меньшего диаметра буртов 3.
Аналогичный многовалковый калибр, образованный четырьмя нечетными и четырьмя четньми валками, может быть использован для получения восьмигранных профилей.
Предложенный многовалковый калибр испытан в лаборатории прокатки. Для него на стане МК-200 была изготовлена шестивалковая кассета с холостьми валками. Процесс холодной деформации шестигранных профилей осуществлен усилием волочения. По сравнению с волочением через многовалковый калибр, образованный шеотью рабочими валками без буртов, количество проходов сократилось в 2 раза.
Формула изобретения
Многовалковый калибр, содержащий рабочие и опорные валки, расположен,ные между рабочими и контактирующие своими наружными поверхно,стями с поверхностями углублений на торцах рабочих, отличающи и,с я тем, что с целью сокращения общего количества валков н упрощен1 я конструк ции клети или волоки при сохранении повышенной жесткости калибра, между поверхностями опорных валков выполнены рабочие уч астки бочки, образующие совместно с рабочими валками многовалковый калибр.
Источники инфОЕялаци.и, принятые во внимание при экспертизе,
1,Выдрин В.Н, и др. Холодная прокатка шестигранных профилей из сплава ВТЗ-1 на станах с многовалковыми калибрами, Технология легких сплавов, 1976, 1, с, 32 - 34,
2.Авторское свидетельство СССР 311677, кл, В 21 с 3/08, 1971,
3,Авторское свидетельство СССР № 113414, кл. В 21 в 17/04, 1958,
4.Авторское свидетельство СССР 422488, кл. В 21 С 3/08, 1974,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки сортовых профилей из спеченных материалов | 1979 |
|
SU869970A1 |
| Способ изготовления проволоки из спеченных материалов на основе вольфрама | 1980 |
|
SU971575A2 |
| Трехвалковый замковый калибр | 1980 |
|
SU882671A1 |
| Многовалковый калибр | 1978 |
|
SU725727A1 |
| Способ калибровки тонкостенных фланцевых профилей | 1982 |
|
SU1026853A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОГРАННОЙ КАЛИБРОВАННОЙ СТАЛИ | 2019 |
|
RU2732331C1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Многовалковый калибр | 1981 |
|
SU959855A2 |
| Многовалковый калибр | 1986 |
|
SU1380815A2 |
| Многовалковый замковый калибр | 1981 |
|
SU980878A1 |