(54) ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ
КАЛИБРОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть с двумя многовалковыми калибрами | 1982 |
|
SU1135505A1 |
| Прокатная клеть с многовалковымКАлибРОМ | 1979 |
|
SU804018A1 |
| ПРОКАТНАЯ КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ | 1972 |
|
SU354912A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Прокатная клеть с многовалковым калибром | 1986 |
|
SU1359027A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Прокатная клеть с многовалковым калибром | 1982 |
|
SU1047555A1 |
1
Изобретение относится к прокатному производству и может быть использовано на станах, производящих проволоку и фасонный прокат.
Известна прокатная клеть с многовалковым калибром, в которой образующие калибр рабочие валки размещены в поворотных корпусах, осями поворота которых служат смонтированные параллельно осям рабочих валков приводные валы. Это позволяет регулировать раствор между валками в радиальном направлении поворотом корпусов относительно приводных валов 1.
Однако отсутствие механизма осевой регулировки валков предъявляет повышенные требования к точности изготовления деталей, узлов подушек и рабочего валка, что повышает стоимость изготовления прокатной клети и быстроизнащиваемых деталей.
Наиболее близкой к предлагаемой по технической сущности является конструкция клети с многовалковым калибром, содержащая корпус кассеты с комплектом рабочих валков с неподвижными осями, механизм радиальной и включающий подвижный
клапан механизм осевой установки валка 2.
Однако известная конструкция не обеспечивает жесткости валка в плоскости вращения, а следовательно и жесткости клети, так как под действием боковых сил, возникающих от скручивания раската в процессе прокатки, происходит угловое смещение плоскости валка от оси симметрии калибра. При этом нарушаются 5аданные геометрические размеры профиля, что веfQ дет к нарущению стабильности процесса прокатки и браку по закатам.
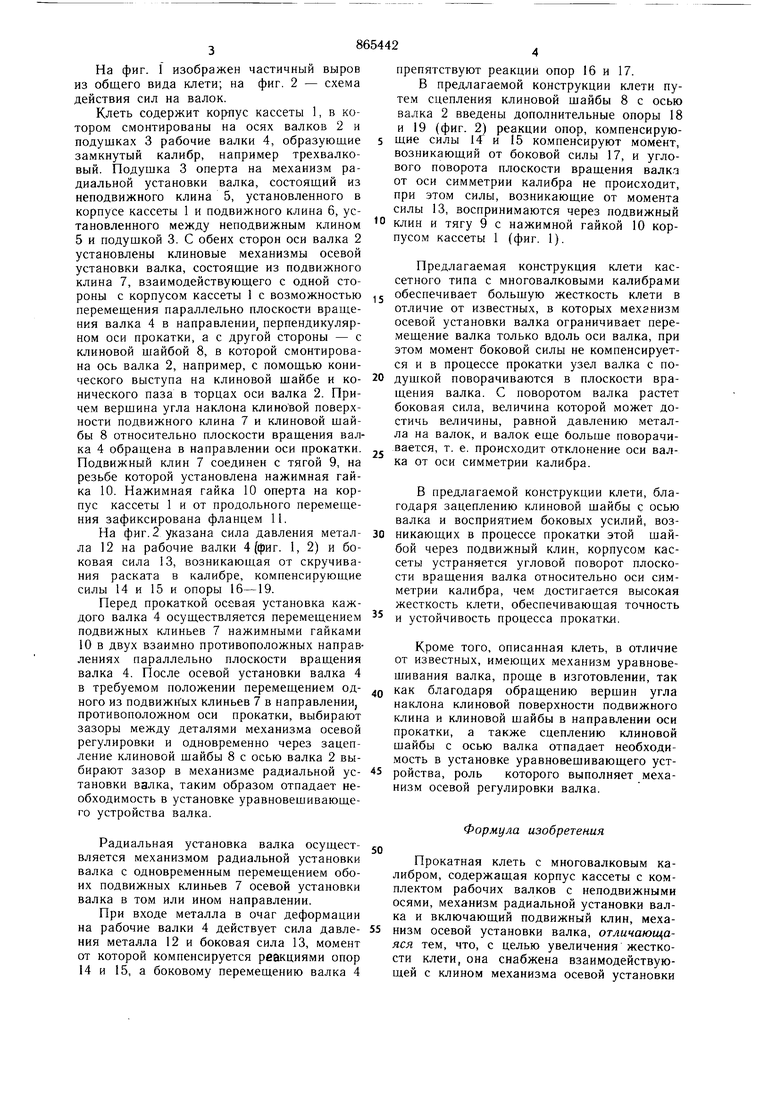
Цель изобретения - увеличение жесткости клети с многовалковыми калибрами. Указанная цель достигается тем, что изtS вестная конструкция клети с многовалковым калибром, содержащая корпус кассеты с комплектом рабочих валков и неподвижными осями, механизм радиальной и включающий подвижный клин механизм осевой установки валка, снабжена взаимодействующей с клином механизма осевой установки валка клиновой шайбой, в которой смонтирована ось валка. На фиг. 1 изображен частичный выров из общего вида клети; на фиг. 2 - схема действия сил на валок. Клеть содержит корпус кассеты 1, в котором смонтированы на осях валков 2 и подушках 3 рабочие валки 4, образующие замкнутый калибр, например трехвалковый. Подушка 3 оперта на механизм радиальной установки валка, состоящий из неподвижного клина 5, установленного в корпусе кассеты 1 и подвижного клина 6, установленного между неподвижным клином 5 и подушкой 3. С обеих сторон оси валка 2 установлены клиновые механизмы осевой установки валка, состоящие из подвижного клина 7, взаимодействующего с одной стороны с корпусом кассеты 1 с возможностью перемещения параллельно плоскости вращения валка 4 в направлении, перпендикулярном оси прокатки, а с другой стороны - с клиновой шайбой 8, в которой смонтирована ось валка 2, например, с помощью конического выступа на клиновой щайбе и конического паза в торцах оси валка 2. Причем вершина угла наклона клиновой поверхности подвижного клина 7 и клиновой шайбы 8 относительно плоскости вращения валка 4 обращена в направлении оси прокатки. Подвижный клин 7 соединен с тягой 9, на резьбе которой установлена нажимная гайка 10. Нажимная гайка 10 оперта на корпус кассеты 1 и от продольного перемещения зафиксирована фланцем 11. На фиг. 2 указана сила давления металла 12 на рабочие валки 4 (ериг. 1, 2) и боковая сила 13, возникающая от скручивания раската в калибре, компенсирующие силы 14 и 15 и опоры 16-19. Перед прокаткой осевая установка каждого валка 4 осуществляется перемещением подвижных клиньев 7 нажимными гайками 10 в двух взаимно противоположных направлениях параллельно плоскости вращения валка 4. После осевой установки валка 4 в требуемом положении перемещением одного из подвижных клиньев 7 в направлении, противоположном оси прокатки, выбирают зазоры между деталями механизма осевой регулировки и одновременно через зацепление клиновой шайбы 8 с осью валка 2 выбирают зазор в механизме радиальной установки валка, таким образом отпадает необходимость в установке уравновешивающего устройства валка. Радиальная установка валка осуществляется механизмом радиальной установки валка с одновременным перемещением обоих подвижных клиньев 7 осевой установки валка в том или ином направлении. При входе металла в очаг деформации на рабочие валки 4 действует сила давления металла 12 и боковая сила 13, момент от которой компенсируется реакциями опор 14 и 15, а боковому перемещению валка 4 нрепятствуют реакции опор 16 и 17. В предлагаемой конструкции клети путем сцепления клиновой шайбы 8 с осью валка 2 введены дополнительные опоры 18 и 19 (фиг. 2) реакции опор, компенсирующие силы 14 и 15 компенсируют момент, возникающий от боковой силы 17, и углового поворота плоскости вращения валкл от оси симметрии калибра не происходит, при этом силы, возникающие от момента силы 13, воспринимаются через подвижный клин и тягу 9 с нажимной гайкой 10 корпусом кассеты 1 (фиг. 1). Предлагаемая конструкция клети кассетного типа с многовалковыми калибрами обеспечивает большую жесткость клети в отличие от известных, в которых механизм осевой установки валка ограничивает перемещение валка только вдоль оси валка, при этом момент боковой силы не компенсируется и в процессе прокатки узел валка с подушкой поворачиваются в плоскости вращения валка. С поворотом валка растет боковая сила, величина которой может достичь величины, равной давлению металла на валок, и валок еще больше поворачивается, т. е. происходит отклонение оси валка от оси симметрии калибра. В предлагаемой конструкции клети, благодаря зацеплению клиновой шайбы с осью валка и восприятием боковых усилий, возникающих в процессе прокатки этой шайбой через подвижный клин, корпусом кассеты устраняется угловой поворот плоскости вращения валка относительно оси симметрии калибра, чем достигается высокая жесткость клети, обеспечивающая точность и устойчивость процесса прокатки, Кроме того, описанная клеть, в отличие от известных, имеющих механизм уравновешивания валка, проще в изготовлении, так как благодаря обращению вершин угла наклона клиновой поверхности подвижного клина и клиновой шайбы в направлении оси прокатки, а также сцеплению клиновой шайбы с осью валка отпадает необходимость в установке уравновешивающего устройства,роль которого выполняет механизм осевой регулировки валка, Формула изобретения Прокатная клеть с многовалковым калибром, содержащая корпус кассеты с комплектом рабочих валков с неподвижными осями, механизм радиальной установки валка и включающий подвижный клин, механизм осевой установки валка, отличающаяся тем, что, с целью увеличения жесткости клети, она снабжена взаимодействующей с клином механизма осевой установки
