(54) КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛ9В
0,03 стороны квадратной гильзы, а радиус закругления углов гильзы составляет 0,025-0,06 той же стороны.
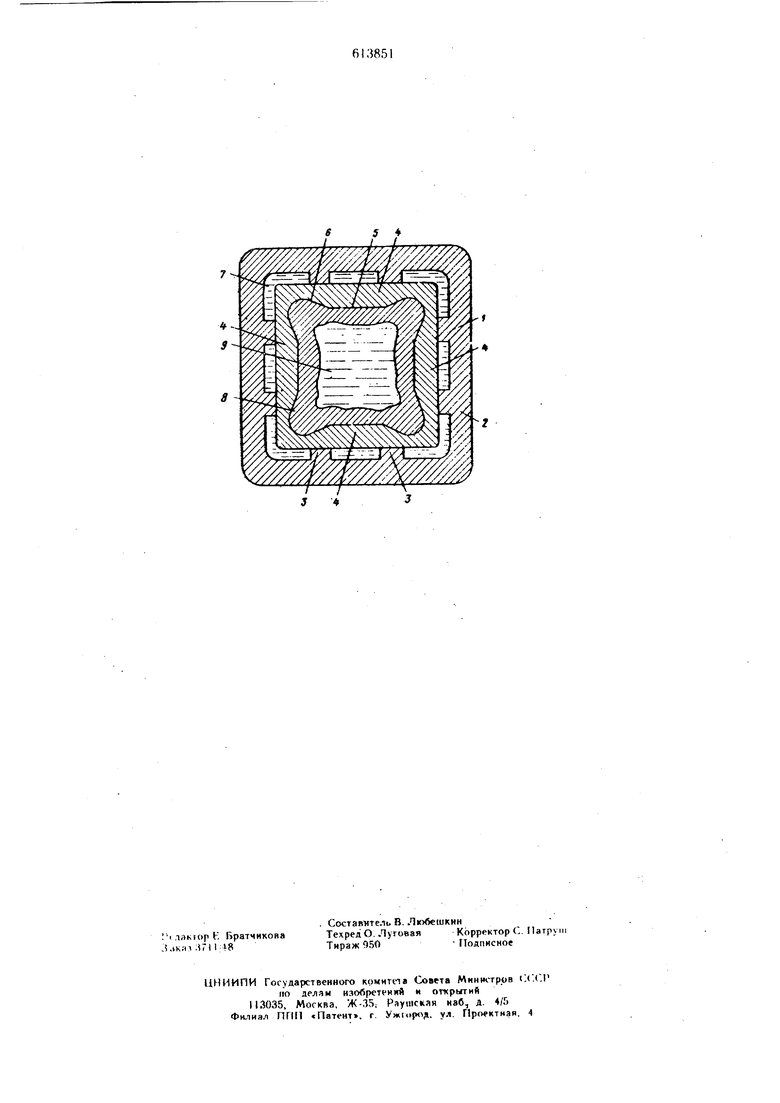
При таком исполнении рабочих стенок упрощается процесс изготовления гильзы за счет упрощения инструмента-протяжки. Кроме того, происходит выравнивание напряжений в оболочке слитка, что приводит к уменьщению ромбичности за счет равномерной усадкии температуры поверхности по периметру слитка. На чертеже показан кристаллизатор для непрерывной разливки, поперечный разрез.
Кристаллизатор для непрерывной разливки металлов состоит из медной гильзы 1, смонтированн- й внутри стального корпуса 2, на внутренней поверхности которого выполнены быступы 3. На рабочих стенках гильзы выполнены выступы 4 в виде равнобедренной трапеции с верхним основанием 5, наклонными участками 6 и радиусами 7 закругления углов. Позицией 8 обозначена оболочка кристаллизующегося металла 9. Кристаллизатор для непрерывной разливки металлов работает следующим образом.
В процессе непрерьгоной разливки в медную квадратную гильзу со стороной 15С мм заливается жидкий металл 9 который кристаллизуясь, образует оболочку слитка. По каналам, расположенным между внешней стенкой медной гильзы 1 и стальным корпусом 2 и образованными выступами 3, протекает охлаждающая вода. Оболочка 8 повторяет профиль рабочих стенок медной гильзы 1.
В процессе разливки вследствие симметрии выступов в виде равнобедренной трапеции не развивается асимметрия напряжений в оболочке слитка. При это1« размеры выступов составляют: длина верхнегооснования 5-0,09 ширины рабочей стенки, или 13,5 мм, нижнее основание равно шири не рабочей стенки, т.е. 150мм, высота трапеции -0,025 ширины рабочей стенки, или 3,8 мм, а радиус 7 закругления углов гильзы 0,04 той же щирины, или 6 мм. Вследствие этого в оболочке слитка действуют напряжения не вызывающие роста ромбичностн слитка. Углы слитка отходят от углов медной гильзы I симметрично и их разогрев происходит одинаково. Кроме того, оболочка слитка, скользя вследствие усадки по наклонным участкам 6, не встречает значительных сопротивлений. Наличие закруглений в углях гильзы 1 с радиусом 6 мм не вызывает возникновения угловых трещин.
Изготовление гильзы с выступами в ьиде равнобедренной трапеции упрощается из-за облегчения изготовления инструмента для ее протяжки. Наличие прямых плоскскгтей на рабочих сгенках гильзы делает более технологичным процесс протягивания гильзы, а также облегчается ремонт и восстановление кристаллизаторов.
Значение пределов размеров равнобедрен ной трапеции, а также радиусов закругления углов гильзы выбираются в прямопропорциональной зависимости от скорости вытягивания
, слитка. Это объясняется временем пребывания слитка в кристаллизаторе и связанной с ним температурой поверхности слитка и пластичностью оболочки. Симметричные углубления иа поверхности граней слитка способствуют упрочнению корки слитка, что также снижает
9 ромбичность слитков.
В результате применения предлагаемого изобретения повышается качество слитков за счет снижения их ромбичности и ликвидации угловых трещин, трудоемкость процесса изго товлекия гильз кристаллизаторов снижается.
Э.
Формула изобретения
Кристаллизатор для непрерывной разливки металлов, состоящий из корпуса с канг15ами
в нем для прохода охладителя и гильзы квадратного поперечного с закругленными углами и с выступами в виде равнобедренной трапеции, отличающийся тем, что, с целью повышения качества слитков, нижнее основание
тргапеции равно стороне гильзы, а,верхнее основание и высота соответственно равны 0,08- 0,1 и 0,02-0,03 стороны , причем радиус закругления углов составляет 0,025-0,06 той же стороны.
Источники информации, принятые во внима4в ние при экспертизе:
1.Авторское свидетельство СССР fэ 143215, кл. В 22 Р 1.1/04, 1962.
2.Авторское свидетельство СССР № 182879, кл. В 22 D П/04, 1964.
л, 3. Авторское свидетельство СССР № 261640, кл. В 22 D И/04, 1967.
5
3 4
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2446911C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛИТКОВ | 1994 |
|
RU2082544C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |