Изобретение относится к обработке немёталлических материалов, преимушественно производству радиоэлектронной аппаратуры, И может быть использовано в технологии изготовления технологических пластин, имеющих большое кояигество сквозных отверстий сложной конфигурации.
Известен способ сверпения отверстий лазерным излучением единичными икшульсами и многоимпульсной обработкой .
Однако этот способ не обеспечивает достаточного качества и точности отверстий, получаемых при данной обработке.
Наиболее близким техническим решением к изобретению является способ получения отверстий в керамических изделиях, включающий прошивку изделия cTpycii газа через маски 2.
Однако данный способ не обеспечивает необходимого качества прошиваемых отверстий.
Цель изобретения - повышение качества получаемых отвеостш.
Для этого по предлагаемому способу получения отверстий в керамических изделия
прошивкой изделия струей газа через маски, прошивку изделия производят после выполнения отверстий, диаметр которых меньше диаметра готового отверстия, локальным потоком газ-0рган11чески11 растворитель, причем предварительная обработка мест оформления отверстий может быть проведена в органи ческом растворителе или нанесением технологических проколов.
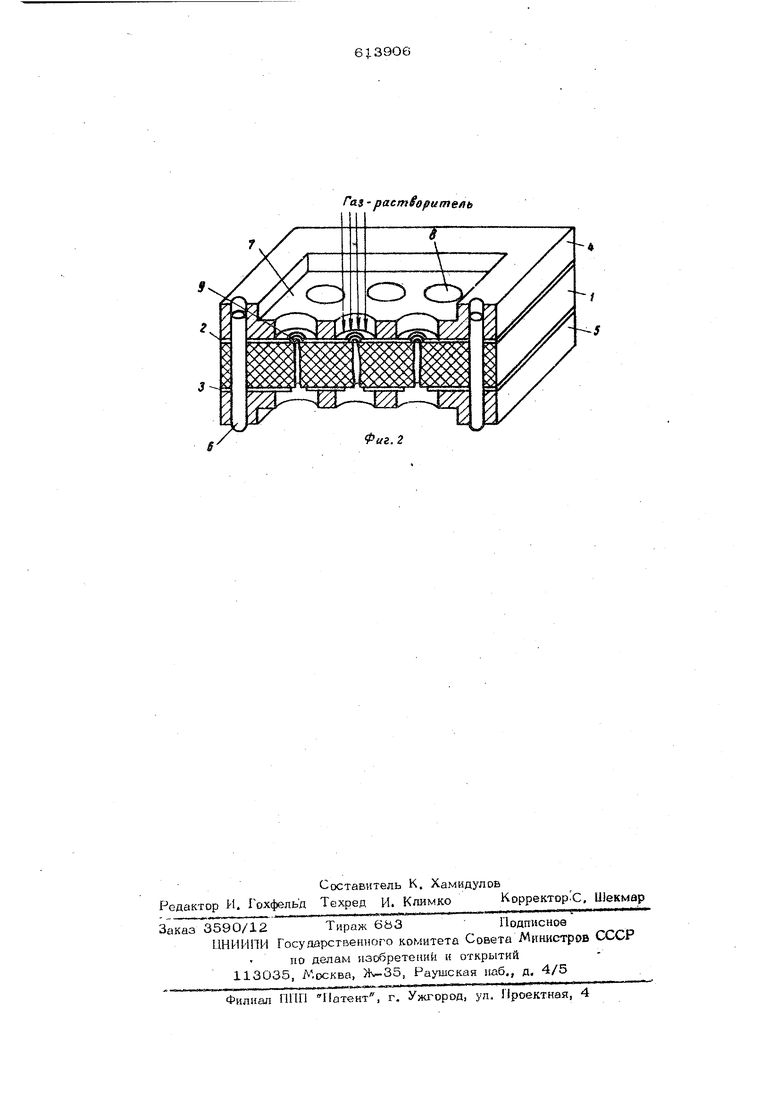
JQ На фиг. 1 изображена схема сборки пакета и осуществление предварительной обра. боткя в органическом растворителе; на фиг.2схема сборки пакета и осуществление предварительной обработки нанесением технологиJ5 ческих проколов.
Заготовку 1 из керамической пленки помешают между верхней 2 и нижней 3 масками, сориентированными на верхней 4 и ниж.ней 5 плитах базовыми направляющими 6.
20 На рабочей зоне 7 верхней плиты 4 расположены отверстия 8 над отверстиями 9 маски, повторяющие топологию рисунка. Для снижения сопротивления системы рабоче среде при прошивке диаметр отверсти 8
23 составляет не менее 1,2-1,5 диаметра отВ€ р -йтй 9е Собранный таким образом пакет fio.aBsprasm- предварительной обработке в ор ra.H5r-jsssoM растворителе например яиметрш формаьшде,3 течение ЗОИЮ сек или же яодверга о-т твзшологическому прокалыванию В местах, поддежещих удаленр5ю. Диаметр йрокола меньше диаметра отверстия Затем пакет йодвергают действшо локального потока газ орга шческ.ий растворитель. Под йействием рабочей среды керамический мат ривл, не saJ HinaHHbifi маской, удаляется через отверстие в нижней паите 5 до полно го повпэрення топологии .рйсунка масок аа счет растворшохиего и пластифицирующего действия органического растворителя. Пример 1 . Заготовка из пленки тошцйЕой 0,4 мм из массы 22ХС, пластифицироввяная на основе лоливишшбутираля, аежпааывалась между двумя фольгх)выми масками из бронзы БрБ2Т Н толщиной мы с отверстиями 0;75 мм. Маски с з штовкой созмешалясь с помощью метал- . .йх направляющими колонками; плиты со сквозными отверстиями диаметром 1.2MM.f Пакет (гшита-маска-заготовка-мас ка«-Т1лнта) помещался на 40 сек в диметипформамид Х4 ГОСТ -2О229 74, а затем продувался поток.ом воздуха под давлением 4.3атм« Прошивка осуществлялась с одной стороньи Далее заготовка подвергалась угнлы кому обжигу при 12ОО°С, Полученные от®я Вйрстия в обожженной заготовке имели Й аметр 0,7+0,1 мм, точность взаимного распояожения i:0j55 мм. П р к м ер 2, .Пленка из массы 22 ХС классифкиированнай на основе поливинил- , бутерапь, толщиной 1,0-мм была помещена в пакет (ппита-маска-заготовка-маска-плита). Затем заготовка пленки была проколо та иглой диамэтрок 0,4 мм, проколы имели диаметр 0,40 ± 0,43 мм. После предва рительной обработки пакет продувался по-ТОКОМ воздуха под давлением 4,3 атм, причем в поток воздуха вводился диметилформамид в количестве 50 мл/мин. Прошивка воздухом осуществлялась с двух сторон. Полученные в заготовке отверстия после утильного обжига пленки имели диаметр 0,7 ± 0,1 мм, точность расположения ± ± 0,55 мм. Использование предлагаемого способа упрощает технологию иаготовления и качество таких изделий,как диэлектрические матричные панели для газоразрядных индикаторных приборов, применяемых в дисплеях для отображения буквенно-цифровой и век орно-графической информации. Формула изобретения 1.Способ получения отверстий в керамических изделиях, включающий прошивку изделия струей газа через маски, отличающийся тем, что, с целью повыщения качества получаемых отверстий, вначале выполняют отверстия, диаметр которых меньще диаметра готового отверстия с последующей прощивкой их локальным потоком гаэ-органический растворитель. 2.Способ по п. 1, отличающ- и и с я тем, Что предварительную обработку мест оформления отверстий проводят в органическом растворителе. 3.Способ поп, 1, отлича ющ и и с я тем, что предварительную обработку мест оформления отверстий проводят нанесением технологических проколов. Источники информации, принятые во внимание при экспертизе: 1, Лазеры в технологии под редакцией Стельмаха М. Ф., М., Энергия, 1975.. 2.Etectronit packoQ iTig and pnjdoctcorv 1971,V.IIrioa, p. 23.
Газ -растворитель
Фиг. 2