( 54) СПОСОБ ПЛАСТИЧЕСКОГО ОБЖАТИЯ ВИТЫХ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИЧЕСКИ ОБЖАТЫХ ЭЛЕМЕНТОВ КАНАТА ИЛИ КАНАТА В ЦЕЛОМ | 2019 |
|
RU2731240C1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1980 |
|
SU941455A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1032074A2 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1978 |
|
SU1004507A2 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1032072A2 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1040006A1 |
| Способ производства длинномерных витых изделий | 1990 |
|
SU1719502A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU720084A1 |
| Канатовьющая машина | 1978 |
|
SU796278A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ДЕФОРМАЦИИ СВИВАЕМЫХ ЭЛЕМЕНТОВ | 2005 |
|
RU2293809C2 |
Изобретение относнтся к сталепроволочнока 1атиому и кабельному производству, а именно к нзготовленню пластически обжатых кабель-канатов, канатных прядей, канатов, жнл кабелей и других подобных витых проволочных изделий.
Известен способ пластического обжатия витых проволочных изделий, включающий протяжку свитых проволок через обжимной инструмент, последующую развивку проволок и свнвку нх с повторной протяжкой через обжимной инструмент I.
Недостатком этого способа является невысокое качество изделий из-за постепенно нарастающего выпучивания проволок перед обжимным инструментом.
С целью повышения качества изделий между развивкой и свивкой проволок производят постепенное накапливание их избыточных длин с выбором слабины, который могут производить путем свивки проволок с большей угловой скоростью, чем развивку их. В этом случае между развивкой и свивкой проволоки или дополнительно свивают в противоположном относительно основного направлении, или навивают их по спирали на опорную поверхность.
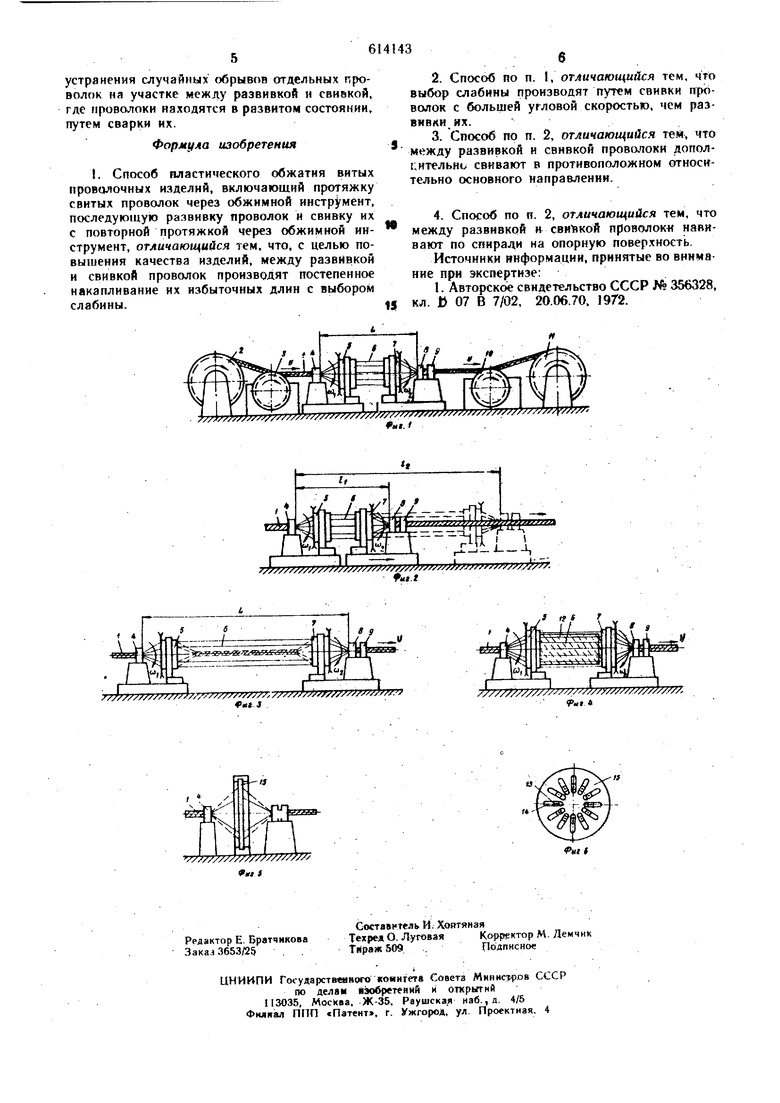
На фиг. I схематически показан процесс обжатия витого изделия; на фиг. 2 -- накопление избыточной длины проволок с помощью увеличения длины участка изделия в развитом состоянии; на фиг. 3 - то же, с помощью промежуточной свивки и.зделия; иа фиг. 4 - то же, с помощью иавивки на накопительный барабан; на фиг. 5 - то же, с помощью изменения размеров конусов развнвкн и свивки; на фиг. б - распределительный шаблон с радиально-подвяжными проводками для проволок.
Изделие 1 (фиг. I) сматывают с барабана 2, огибают одним или несколькими витками натяжной шкив 3 и пропускают через обжимной иист-румент в виде развивочных плашек 4. Здесь изделие полностью (или только обжимаемце слои проволок) развивают и пропускают сквозь отверстия в развивочном распределительном шаблоне 5. Затем отдельные проволоки 6 и сердечник изделия пропускают сквозь такие же otвepcтия в свивочном распределительном шаблоне 7 н свивают в свивочных плашках 8, В свитом состоянии изделие протягивают сквозь обжимной инструмент 9 (воЛока, роликовая волок и т. д. ), в котором изделие подвергается пластическому обжатию, навивают несколькими витками на вытяжной шкив 10 И подают на приемный/барабан li.
Развивочный и свивочный шаблоны 5 и 7 вращают при помощи привода (на чертежах не покааан) таким образом, что за время протяжки изделия на один шаг свивки они делают один оборот. При этом угловые скорости вращения развивочного и СБИВОЧНОГО шаблона (01 и (1) могут быть равны или несколько отличаться в зависимости от отношения шагов свивки исходного и обжатого изделия и от принятого способа накопления избыточной длины проволок. В любом случае угловая скорость вращения развивочного шаблона MI связана со скоростью протяжки изделия V простой зависимостью
гл-у 1 -ТГ
где h - шаг свивки исходного изделия.
Наличие участка изделия длиной L в развитом состоянии (между развивочными и свивочными плащками) позволяет накапливать на этом участке избыточную длину проволок, возникающую в процессе обжатия.
Ниже приведены конкретные примеры осуществления предл эгаемого способа, отличающиеся только принципом накопления избыточной длины проволок на участке между развивкой и свивкой.
На фиг. 2 показана схема накопления избыточной длины проволок путем постепенного увеличения длины L участка изделия в развитом состоянии, fi нлчале процесса обжатия изделия развивочный и свивочный шаблоны 3 и 7 сдвигают на минимальное расстояние Ь. Затем по мере протяжки изделия 1 и образования избыточной длины проволок 6 развивочный шаблон 5 и плашки 4 и (или) свнвочный шаблон 7 вместе с плащками 8 и обжимным инструмен том 9 при tiOMOiiiH ручного или автоматическог6 отодвигают друг от друга, увеличивая длину развитого участка изделия от Ь в начале процесса протяжки изделия до I в конце. Необходимый ход Is-h определяется опытным или расчетным путем.
Накопление избыточной длины можно производить также за счет промежуточной свивки изделия иа участке между развивочным и свипочным шаблонами (фиг. 3). В этом случае свивочный щаблон 7 имеет большую скорость враш,еиия, чем развивочный щаблон 5 (ш w |)За счет разности угловых скоростей вращения шаблонов иа участке между ними постепенно происходит свивка проволок, первоначально расположенних паралле ;1ьно оси изделия, в противоположном направлении, в которую уходит образующаяся при обжатии слабина проволок. Необходимые пр1 вышения ско{юсти вращения свивочного шаблона ш над скоростью развивочного шаблона ui i можно получить, применив для привода свивочного шаблона алектродвигатель постоянного тока с последовательным возбуждением. Как известно, у такого двигателя число оборотов обратно пропорционально нагрузке. Так как образованне слабины проволок уменьшает крутящий момент на свивочиом шйблоне, этот электродвигатель
автоматически обеспечивает необходимую скорость та 11) (.
Для этой же цели можно применить дифференциальную передачу. Аналогичный принцип используется в способе накопления избыточной длины проволок на накопительном барабане (фиг. 4). Между развивочным и свивочным шаблонами 5 и 7 помещают соосно с ними цилиндрический бардбан 12, который имеет возможность вращаться вместе с одним из щаблонов. Свивочный шаблон 7 здесь также вращают с большей угловой скоростью, чем развнвочный щаблон 5 (tai tai)
За счет этого по мере образовання слабины в обжимном инструменте, проволоки б, первоначально натянутые параллельно оси изделня л барабана, постепенно навиваются на барабан по винтовым лиййЗМ, что позволяет накапливать на барабане большую длину прюволок. Накопление избыточной длины проволок возможно также за счет увеличения радиальных размеров конусов развивки и свнвкн с нспользованием одного шаблона (фиг. 5). В этом случае проволоки пропускают сквозь подвижные проводки {3, установленные в радиальных 1юаах 14 распределительного щаблона 15 (фиг. С). В начальный момент проводки 13 располагают на минимальных расстояниях от центра шаблона. По мере протяжки изделия и образования слабины проволок в обжимном ииструмеиге, проводки 13 с проволоками 6, перемещаясь и радиальных пазах 14, постепенно удаляются от центра под действием пружин (на чертежах не показаны) или цеитробежных сил. Благодаря этому, автоматически обеспечивается натяжение проволок и устранение слабины из зоны перед обжимным инструментом. Достоинством этого варианта способа является независимое устраненне слабины отдельных проволок, что обеино необходимо при обжатии изделия, состоящего из нескольких слоев проволок, когда избыточная длина проволок разных слоев различна.
Недостатком этого варианта способа является ограничение накапливаемой длины проволок радиальными размерами шаблона, которые по конструктивным соображениям нецелесообразно делать большими. Поэтому данный вариант целесообразно совмещать с рассмотрениымн выше. Тогда за счет радиального перемещения проводок с проволоками в развивочНом и свивочпом Ц1аблонах накапливают толь: ко разницу между избыточными длинами.вроволок (например, в разных слоях изделия), а сами избыточные длины накапливают .либо с помощью перемещения шаблонов (фиг. 2), либо с помощью промежуточной свивки (фиг. 3) или (авивки на накопительный барабан (фиг. 4).
Мри обжатии витых проволочных изделий по 1тредложеиному способу отпадает необходимгкть в применении подкрутки, что позволяет подвергать г)бжатию изделия, подкрутка которых противопоказана, например, пряди и канаты с противоположным направ.1ением слогов свивки, кабель канаты и др. Другим важным преимуществом способа является возможность
