Данное изобретение относится к канатному производству и может быть использовано для изготовления пластически обжатых канатов в целом, а также элементов каната (прядей, металлического сердечника).
Известен способ пластического обжатия каната путем протягивания его через две последовательно расположенные волоки (SU 36196, МПК D02J 3/08, опубликовано 08.11.1973 г.).
Недостатком известного способа является низкое качество каната за счет высокой неравномерности деформации в поверхностном слое пряди из-за действия на нее больших сил контактного трения в очаге деформации. В результате этого центральные слои сечения повивочных проволок каната движутся несколько быстрее поверхностного слоя пряди, что приводит к большей неравномерности их деформации не только вдоль канала волоки, но и в радиальных направлениях. Кроме того, неравномерность деформации в поверхностном слое пряди увеличивается с увеличением угла волоки. Данный способ применим только для пластической деформации прядей или канатов одинарной свивки.
Известен способ пластического обжатия витых проволочных изделий, включающий протяжку свитых проволок через обжимной инструмент, последующую развивку проволок и свивку их с повторной протяжкой через обжимной инструмент. С целью повышения качества изделий, между развивкой и свивкой проволок производят постепенное накапливание их избыточных длин с выбором слабины (SU 614143, МПК D07B 7/02, опубликовано 05.07.1978 г.).
Недостатками данного способа являются высокая неравномерность деформации в поверхностном слое, повышенный риск обрыва проволок, сложность изготовления.
Известен способ изготовления проволочного каната, включающий свивку проволок и пластическое обжатие полученной заготовки. С целью повышения качества каната, пластическое обжатие осуществляется до уменьшения диаметра заготовки на 4-8% от исходного (SU 867976, МПК D07B 7/02, опубликовано 30.09.1981 г.).
Данный способ не позволяет получить равномерное радиальное обжатие площади поперечного сечения, точную геометрию каната или элементов каната.
Известен способ изготовления проволочного каната, включающий свивку элементов в канат, волочение каната и его последующую смотку, отличающийся тем, что перед волочением осуществляют прокатку каната в системе калибров "круг-круг" в несколько проходов до достижения величины, равной 0,7÷0,9 заданной суммарной степени обжатия (RU 2223354, МПК D07B 1/06, опубликовано 10.02.2004 г.).
Данный способ имеет ряд недостатков. Так использование волочения при финишной обработке каната вызывает большие силы контактного трения в очаге деформации, что приводит к большей неравномерности деформации в поверхностном слое проволок прядей, в результате чего снижаются прочностные характеристики проволок и каната в целом; сложность размещения прокатных клетей в габаритах канатовьющей машины; трудоемкость при заправке.
Известен способ (принят за прототип) изготовления канатов, включающий изготовление проволок, свивку проволок в канат и обжатие свитого каната приводными или неприводными роликами, отличающийся тем, что обжатие производится вдоль оси проволок или прядей наружного слоя каната, причем каждый ролик постоянно обжимает одни и те же проволоки или пряди, зазоры между роликами располагают во впадинах между проволоками или прядями наружного слоя каната, а количество проволок или прядей, обжимаемых одним роликом, составляет от 1 до n/2 для четного количества проволок n и (n-1)/2 для нечетного n (RU 2245407, МПК D07B 7/02, опубликовано 27.01.2005 г.).
Недостатками данного способа являются низкое качество каната за счет высокой неравномерности деформации в поверхностном слое пряди из-за действия на нее больших сил контактного трения в очаге деформации, сложность размещения устройства на канатовьющей машине из-за массивности и больших габаритов.
Технической задачей, на решение которой направлено изобретение, является повышение физико-механических свойств канатов за счет высокой степени заполнения металлом поперечного сечения путем уменьшения площади сечения элементов каната или каната в целом в результате их уплотнения, получение точной геометрии круга с максимальной степенью пластического обжатия элементов каната или каната в целом.
Поставленная задача решается тем, что в настоящем изобретении предложен способ изготовления пластически обжатых элементов каната или каната в целом, включающий свивку элементов или каната, и дальнейшее радиальное обжатие в сдвоенной клети-волоке, отличающийся тем, что обжатие осуществляется системой калибров «треугольник-круг», где калибр «треугольник» обеспечивает треугольную форму элемента, при этом диаметр, вписанной в треугольник, окружности равен диаметру готового элемента, а калибр «круг» также равен диаметру готового элемента с учетом степени обжатия площади поперечного сечения на 13-20%.
Особенность данного изобретения состоит в том, что пластическому обжатию могут быть подвергнуты: пряди каната различных конструкций; металлический сердечник, свитый в виде пряди или независимо свитого каната, а также канат одинарной или двойной свивки в целом.
Изобретение поясняется рисунками, на которых изображено:
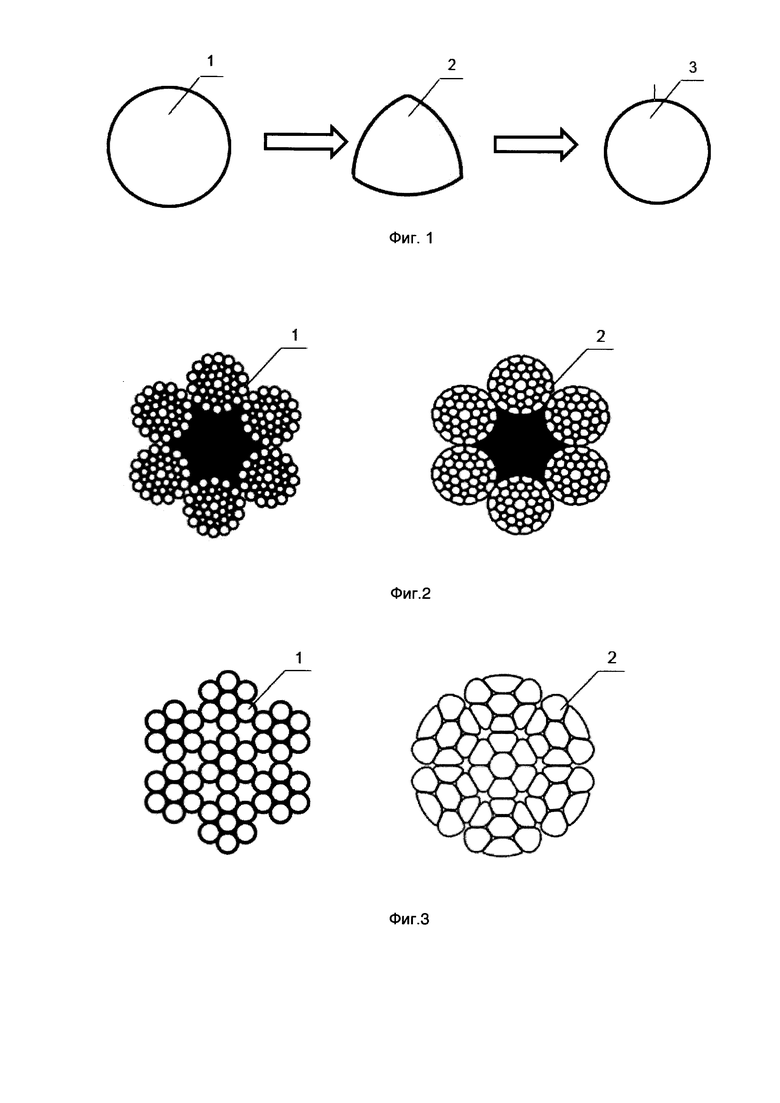
на фиг. 1 - схема обжатия, получаемая в сдвоенной клети-волоке, где 1 - форма элемента каната или каната до обжатия; 2 - треугольная форма элемента каната или каната при обжатии; 3 - форма элемента каната или каната после обжатия.
на фиг. 2 - поперечные сечения канатов конструкции 6×36(1+7+7/7+14)+1о.с, где 1 - пряди каната изготовлены без пластического обжатия, а 2 - пряди каната пластически обжаты;
на фиг. 3 - поперечные сечения канатов конструкции 6×7(1+6)+1×7(1+6), где 1 -канат изготовлен без пластического обжатия, а 2 - канат пластически обжат в целом.
Изготовление пластически обжатых элементов каната или каната в целом осуществляется с помощью радиального обжатия в сдвоенной клеть-волоке с системой калибров «треугольник-круг». Сдвоенная клеть-волока устанавливается соосно на канатовьющем оборудовании между плашкодержателем и рихтовальным приспособлением. Это позволяет производить скрутку и обжатие за одну технологическую операцию. Клеть-волока состоит из двух 3-х роликовых волок, установленных последовательно друг за другом и развернутых вокруг собственной оси относительно друг друга на 60°. Профиль ручьев роликов соответствует диаметру элемента каната или каната после обжатия. Первая секция роликов клеть-волоки при смыкании образует треугольную форму, а вторая секция - круглую. Свиваемый канат или элемент каната, поступающий в клеть-волоку из плашек, зажимается первой секцией роликов, при этом происходит уплотнение и круглое сечение преобразуется в треугольное. После этого с помощью роликов второй секции формируется круглое сечение элемента каната или каната со степенью обжатия площади поперечного сечения на 13-20%. В результате пластического обжатия круглое сечение проволок в прядях каната преобразуется в фасонное сечение, между проволоками создается уже не линейный контакт, а поверхностный контакт. А при пластическом обжатии каната в целом круглые пряди приобретают форму трапеции с большей стороной по наружной поверхности каната.
Техническим результатом предлагаемого изобретения является получение точной геометрии круга, равномерного радиального обжатия площади поперечного сечения с максимальной степенью 13-20%. При этом способе пряди каната (канат в целом) имеют гладкую поверхность, без выдавливания металла в местах контакта роликов.
Формирование треугольной формы позволяет увеличить радиус кривизны для дальнейшего получения точной геометрии круга с максимальной степенью обжатия 13-20% площади поперечного сечения.
С помощью заявленного способа достигается заполнение пустот между проволоками в канате, увеличивается конструктивная плотность каната, а проволоки наружного слоя приобретают форму трапеции, тем самым образуя гладкую поверхность каната, при этом сохраняются межпроволочные и межпрядные зазоры. Это обеспечивает высокую степень заполнения металлом поперечного сечения прядей и свитого из них каната, благодаря чему увеличивается сопротивление поперечному раздавливанию, стойкость к истиранию, равномерную нагрузку на проволоки, значительное сокращение единичных обрывов проволок. Гладкая поверхность после пластического обжатия способствует увеличению сопротивления каната контактным напряжениям при обегании им шкива, блока или барабана при эксплуатации и меньший износ канатоведущих элементов.
При обжатии каната менее 13% не обеспечивается требуемое разрывное усилие каната, при этом поверхность остается рельефной, что снижает устойчивость каната к истиранию и раздавливанию. Обжатие более 20% приводит к наибольшим потерям прочности, снижению механических свойств проволок прядей и каната в целом.
Для сравнения в таблице приведены технические характеристики канатов конструкции 6×36(1+7+7/7+14)+1о.с.
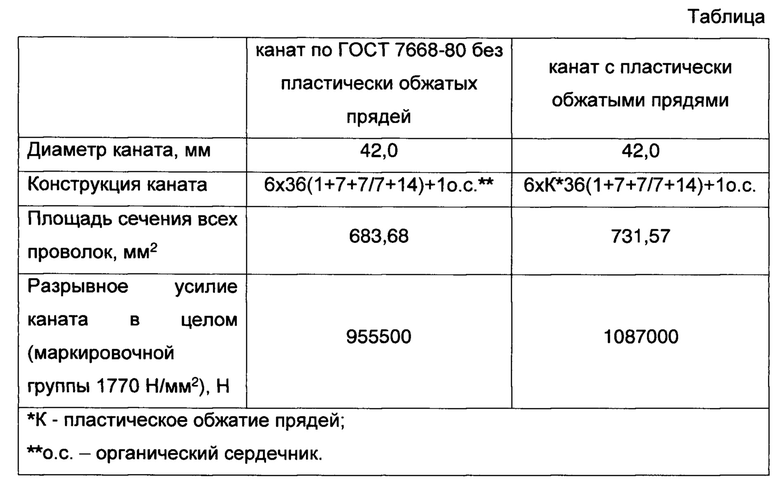
Из таблицы видно значительное увеличение площади сечения всех проволок и разрывного усилия каната при сохранении диаметра у каната с пластически обжатыми прядями.
В связи с улучшенными показателями канат диаметром 42,0 мм конструкции 6×К36(1+7+7/7+14)+1о.с. позволил провести замену стандартного каната диаметром 42,0 мм по ГОСТ 7668-80 в горнорудной промышленности на шахтных подъемных установках в машинах со шкивом трения. При этом увеличение эксплуатационного ресурса возросло в 1,5-1,8 раза.
Данное изобретение реализовано при изготовлении канатов не только для горнодобывающей промышленности, но и для кранов и других грузоподъемных механизмов, для нефтедобывающей промышленности.
Таким образом, предлагаемое изобретение позволяет увеличить прочность при сохранении диаметра каната, сопротивляемость износу проволок. Канаты с пластически обжатыми прядями имеют повышенную способность противостоять внешним деформирующим воздействиям, уменьшается возможность проникновения влаги и загрязнений внутрь пряди.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения каната для обслуживания скважин | 2018 |
|
RU2692267C1 |
| Канат экскаваторный | 2021 |
|
RU2765115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОГО КАНАТА | 2002 |
|
RU2223354C1 |
| Канат стальной двойной свивки с компактным металлическим сердечником | 2020 |
|
RU2762093C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| Канат стальной двойной свивки с композитным сердечником | 2024 |
|
RU2831257C1 |
| Способ изготовления пластически обжатых проволочных витых изделий и устройство для его осуществления | 2019 |
|
RU2742419C1 |
| КАНАТ СТАЛЬНОЙ ВОСЬМИПРЯДНЫЙ | 2020 |
|
RU2740988C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО КАНАТА | 2018 |
|
RU2705668C1 |
| КАНАТ СТАЛЬНОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2822146C1 |
Изобретение относится к канатному производству и может быть использовано для изготовления пластически обжатых канатов в целом, а также элементов каната, т.е. прядей, металлического сердечника. Технический результат – предложенный способ обеспечивает однократное радиальное обжатие элементов каната или каната в целом с максимальной степенью обжатия площади поперечного сечения на 13-20%, что имеет ряд преимуществ перед многократным обжатием: получение ровной гладкой поверхности без выдавливания металла; обеспечение равномерной деформации проволок в поверхностном слое; снижение контактных и свивочных напряжений; сохранение механических свойств проволок; уменьшение потери прочности проволоки от свивки. Способ изготовления пластически обжатых элементов каната или каната в целом включает свивку элементов или каната и дальнейшее радиальное обжатие в сдвоенной клети-волоке системой калибров «треугольник-круг», при этом калибр «треугольник» обеспечивает треугольную форму элемента, при этом диаметр вписанной в треугольник окружности равен диаметру готового элемента, а калибр «круг» также равен диаметру готового элемента с учетом степени обжатия площади поперечного сечения на 13-20%, при этом основное обжатие происходит калибром «треугольник» с последующим формированием круглого сечения калибром «круг». 3 ил., 1 табл.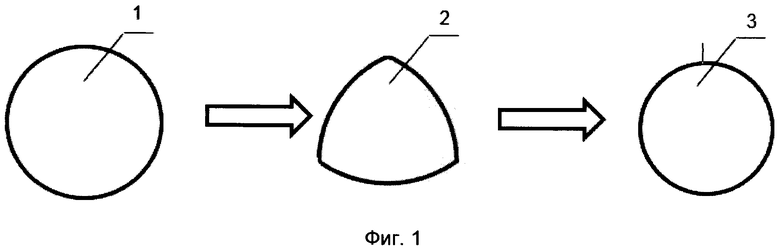
Способ изготовления пластически обжатых элементов каната или каната в целом, включающий свивку элементов или каната и дальнейшее радиальное обжатие в сдвоенной клети-волоке системой калибров «треугольник-круг», отличающийся тем, что калибр «треугольник» обеспечивает треугольную форму элемента, при этом диаметр вписанной в треугольник окружности равен диаметру готового элемента, а калибр «круг» также равен диаметру готового элемента с учетом степени обжатия площади поперечного сечения на 13-20%, при этом основное обжатие происходит калибром «треугольник» с последующим формированием круглого сечения калибром «круг».
| ЛАПТЕВА Т.А | |||
| Повышение работоспособности подвижных канатов на основе применения калибрующего обжатия прядей, диссертация на соиск | |||
| уч | |||
| ст | |||
| к.т.н., 2014, всего 142 с., с.20-23 | |||
| ГЛУШКО М.Ф | |||
| и др | |||
| Поисковые схемы формоизменения прядей путем проката каната // Стальные канаты - сборник статей, вып.4, Киев, изд-во "Техника", 1967, с.179-187 | |||
| Устройство для обжатия прядей и канатов | 1972 |
|
SU492186A1 |

