5 :
Изобретение относится к производству витых проволочных изделий с.переменныги направлением свивки, напри- . мер канатов, кабелей ит.д.
Известна машина для изготовления . витых изделий с переменным направле- 5 нием свивки, по авт.св. 720084, содержащая расположенные на основании по ходу технологического процесса и кинематически связанные между собой размоточный механизм, собирающий Ю шаблон, установленный с возможностью возвратно-поступательного перемещения по оси изделия от индивидуального привода механизм предварительной свивки элементов изделия (проволок) 15 и механизм свивки, выполненные в виде распределительных шаблонов, каждый из которых смонтирован с возмож-. ностью реверсивного вращения от индивидуального привода, плашки и меха-пп низм вытяжки.
Привод возвратно-поступательного перемещения механизма предварительной свивки выполнен в виде тележки, прикрепленного, к ее торцам гибкого s элемента, огибаемых этим элементом натяжного блока и приводногошкива, а также двух закрепленных на основании переключателей, взаимодействующих с тележкой в ее крайних полбжениях и электрически связанных со всеми приводами.
.К .недостаткам известной машины относят низкую скорость обратного перемещения тележки, а следовательно, значительную длину участка ci- , от 35 крайнего левого положения тележки до собирающего шаблона, а также невозможность автоматизации настройки параметров предварительной свивки.
Цель изобретения - уменьшение га- 40 баритов машины и автоматизация процесса настройки Привода возвратно-поступательного механизма.
Поставленная цель достигается тем, что она снабженасвязанной со j шкивом тормозной муфтой, выполненной в виде ступицы с фрикционной прокл д кой и пружины, при этом шкив установлен на валу между пружиной и фрикционной прокладкой. Причем распределительный шаблон механизма предварительной свивки снабжен подпружиненными роликами в количестве, соответствующем числу свиваемых проволок, установленными на торце шаблона со стороны размоточного механизма с воз-. можностью радиального перемещения, и по крайней мере одним переключателем, установленнвм с возможностью взаимодействия под воздействием проволок с роликами и электрически свя- 60 эанным с приводом перемещения механизма предварительной свивки,
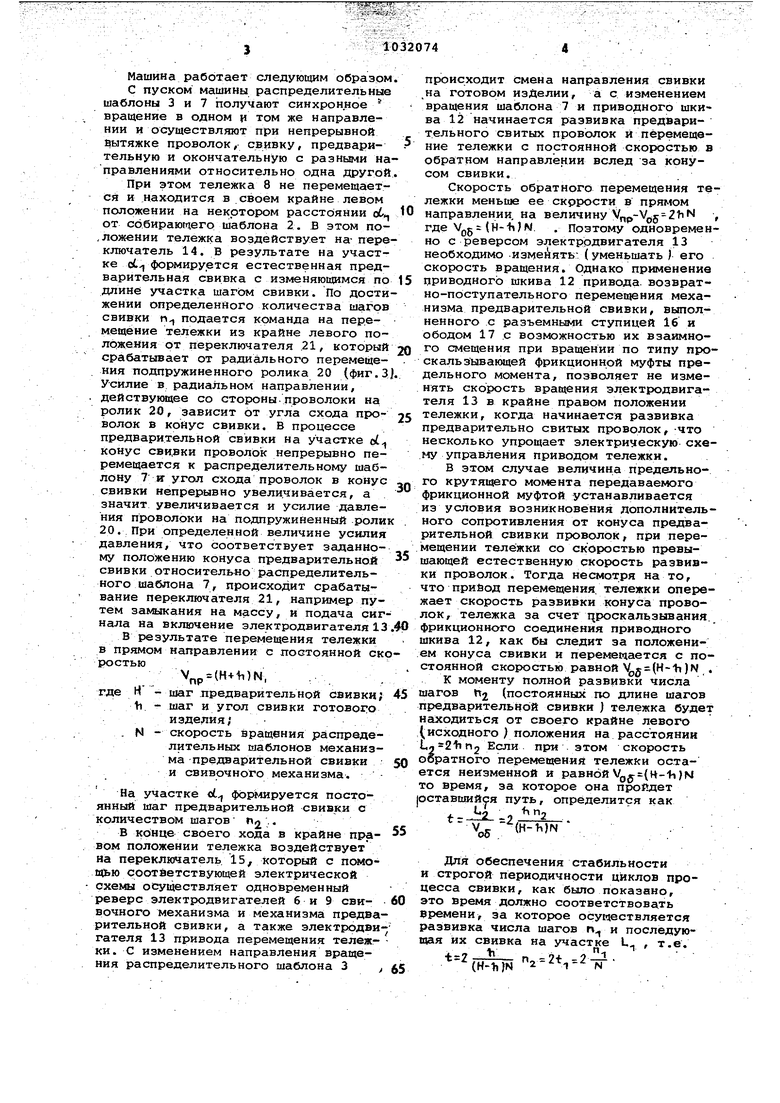
На фиг.1 изображена схема предлагаемой машины; на фиг.2 - схема приводного шкива привода возвратно-постуо5
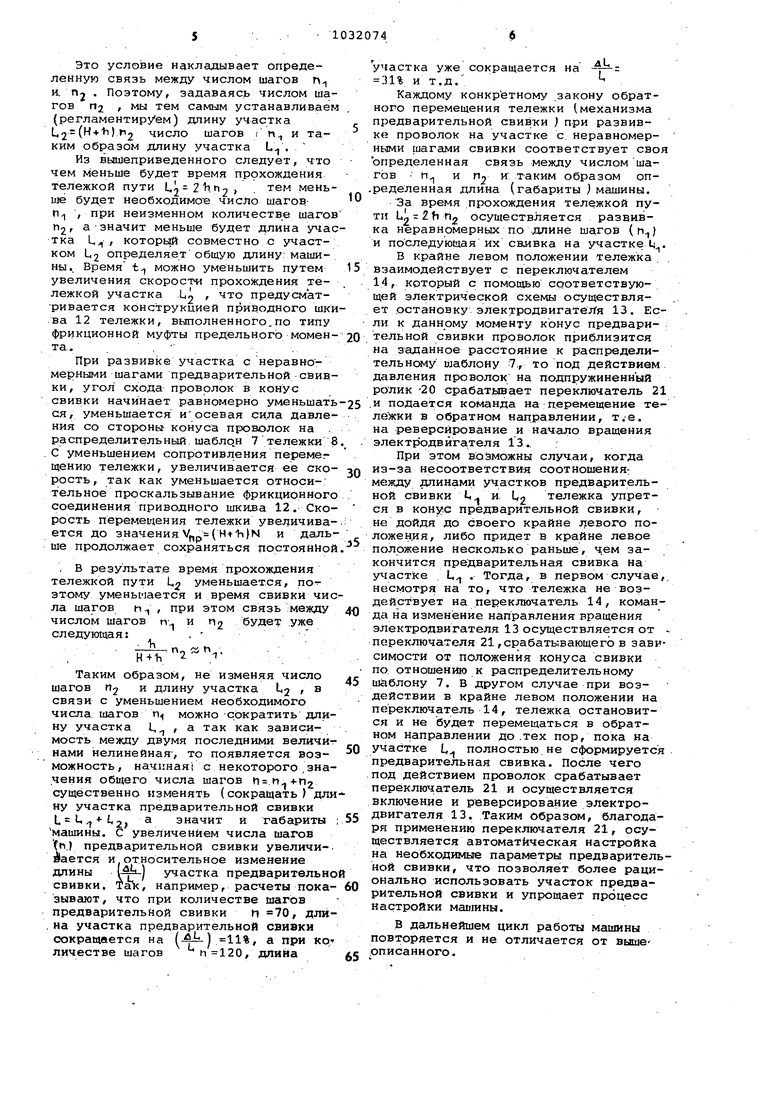
пательного перемещения механизма предварительной свивки} на фиг.З - k схема распределительного шаблона механизма предварительной свивки.
Машина (фиг.1) содержит размоточный, механизм 1, собирающий шаблон 2 и свивочный механизм, вьшолненный в виде распределительного шаблона 3 с зубчатым венцом, закрепленного в подшипнике.4. Подшипник установлен-в неподвижном корпусе 5. Приводом шаблона 3 является электродвигатель б с шестерней, входящей в зацепление с венцом шаблона 3.
. Машина также содержит механизм предварительной свивки, выполненный в виде распределительного шаблона 7 с венцом, также установленного в подшипнике, корпус которого закреплен на тележке 8. На.тележке установлен привод этого шаблона в составе электродвигателя 9 и шестерни. Осевое перемещение .тележки 8 осуществляется по направляющим 10 с помощью гибкого элемента, навешенного на блок 11, приводного шкива 12 .и электродвигателя 13. Электродвигатели 6 и 9 работают синхронно. Для реверсирования .электродвигателей 6, 9 и 13 служат переключатели 14 и 15, на которые воздействует тележка 8 в крайних левом и правом положениях. С помощью переключателя 15 осуществляется реверсирование шаблонов и привода перемещения тележки, а с помощью переключателя 14. - только остановка привода перемещения тележки. I .На фиг.2 показана наиболее простая конструкция приводного шкива 12 привода возвратно-поступательного перемещения механизма предварительной свивки, выполненного.по типу проскальзыва(ощей муфты предельного момента. Ступица 16 и обод 17 приводного шкива 12 вьтолнены разъемными с возможностью взаимного относительного смещения при вращении. Необходимый крутящий момент, при котором начинается проскальзывание обода
17относительно фрикционной накладки
18ступицы 16 устанавливается и регулируется поджимной пружиной 19.
Распределительный шаблон 7 (фиг.З механизма предварительной свивки имеет по количеству свиваемых проволок подпружиненные ролики 20 с возможностью их радиального перемещения под воздействием проволок. Кроме того, : на распределительном шаблоне 7 в конце хода одного из роликов 20 установлен переключатель 21, включенный в электросхему управления электроприводом возвратно-поступательного перемещения механизма предварительной свивки. При срабатывании переключателя 21 обеспечивается команда на перемещение тележки В в обратном направлении из ее крайне левого положения. Машина работает следующим образом С пуском машины распределительные шаблоны 3 и 7 получают синхронное вращение в одном и том же направлении и осуществляют при непрерывной Вытяжке проволок, свивку, предварительную и окончательную с разными на правлениями относительно одна другой При этом тележка 8 не перемещается и ,находится в.своем крайне левом положении на некотором расстоянии ot от собирающего шаблона 2, В этом по,ложении тележка воздействует на- пере ключатель 14. В результате на участке оС формируется естественная предварительная свивка с изменяющимся по длине участка шагом свивки. По дости жении определенного количества шагов свивки п подается команда на перемещение тележки из крайне левого положения от переключателя 21, который срабатывает от радиального перемещения подпружиненного ролика 20 (фиг.З Усилие в. радиальном направлении, действующее со стороны проволоки на ролик 20, зависит 6т угла схода проволок в конус свивки. В процессе предварительной свивки на участке оС конус сви,вки проволок непрерывно перемещается к распределительному шаблону 7 и- угол схода проволок в конус свивки непрерывно увеличивается, а значит увеличивается и усилие давления проволоки на подпружиненный роли 20. При определенной величине усилия давления, что соответствует заданному положению конуса предварительной свивки относительно распределительного шаблона 7, происходит срабатывание переключателя 21, например путем замыкания на массу, и подача сиг нала на включение электродвигателя 13 В результате перемещения тележки в прямом направлении с постоянной ск ростью (H+4i)N, где Н - шаг .предварительной свивки; ti. - шаг и угол свивки готового изделия; . N - скорость вращения распределительных шаблонов механизма -предварительной свивки и свиврчного механизма. На участке ot фор лируется постоянный шаг предварительной свивки с количеством шагов «2,. В кбнце своего хода в крайне правом положении тележка воздействует на переключатель 15, который с помощью соответствующей электрической схемы осуществляет одновременный реверс электродвигателей 6 и 9 свивочного механизма и механизма предварительной свивки, а также электродвигателя 13 привода перемещения тележки. С изменением направления вращения распределительного шаблона 3 происходит смена направления свивки на готовом изделии, а с изменением вращения шаблона 7 и приводного шкива 12 начинается развивка предварительного свитых проволок и перемещение тележки с постоянной скоростью в обратном направлении вслед за конусом свивки.. Скорость обратного перемещения тележки меньше ее скррости в прямом направлении, на величину V p-V j-ZtiN где Vpgi (H-tijN. . Поэтому одновременно с реверсом электродвигателя 13 необходимо изменять: ( уменьшать I его скорость вращения. Однако применение приводного шкива 12 привода, возвратно-поступательного перемещения механизма предварительной свивки, выполненного с разъемными ступицей 16 и ободом 17 .с возможностью их взаимного смещения при вращении по типу проскальзывающей фрикционной муфты предельного момента, позволяет не изменять скорость вращения электродвигателя 13 в крайне правом положении тележки, когда начинается развивка предварительно свитых проволок, -что несколько упрощает электрическую схе.му управления приводом тележки. В этом случае величина предельного крутяи(его момента передаваемого фрикционной муфтой устанавливается из условия возникновения дополнительного сопротивления от конуса предварительной свивки проволок/ при перемещении тележки со скоростью превышающей естественную скорость развивки проволок. Тогда несмот;ря на то, что прийод перемещения, тележки опережает скорость развивки конуса проволок, тележка за счет г роскальзывания. фрикционного соединения приводного шкива 12, как бы следит за положением конуса свивки и перемещается с постоянной скорюстью равной ,5 (4-1i )N . . К моменту полной развивки числа шагов 2 (постоянных по длине шагов предварительной свивки ) тележка будет находиться от своего крайне левого (исходного ) положения на расстоянии {.,2 211П2 Если при этом скорость обратного перемещения тележки остается неизменной и равной Vjjg(H-h)N то время, за которое она пройдет оставшийся путь, определится как ttg - Ь П2 Для обеспечения стабильности и строгой периодичности циклов процесса свивки, как было показано, это время должно соответствовать времени, эа которое осуществляется развивка числа шагов п и последующая их свивка на участке L , т.е. -Й1ы . 2t.-2
Это услозвие накладывает определенную связь между числом шагов п а П2 . Поэтому, задаваясь числом шагов П2 , мы тем самым устанавливаем (регламентируем) длину участка L.2 (H + ti) fij число шагов : п и таким образом длину участка L.
Из вышеприведенного следует, что чем меньше будет время прохождения тележкой пути L,.ri2 , тем меньuje будет необходимо-е число шаговп , при неизменном количестве шагов а-значит меньше будет длина участка Цу, , которьй совместно с участком 1,2 определяетобщую длину машины. Время t можно уменьшить путем увеличения скорости прохождения тележкой участка Ьо г что предусматривается конструкцией приводного шки ва 12 тележки, выполненного.по типу фрикционной муфты предельного момента.. . .
При развивке участка с неравномерными шагами предварительной свив.ки, угол схода проволок в конус свивки начинает равномерно умвньшать ся, уменьшается иосевая сила давления со стороны конуса проволок на . распределительный шaбЛQH 7 тележки; 8 .С уменьшением сопротивления перемет щению тележки, увеличивается ее скорость, так как уменьшается относительное проскальзывание фрикционного соединения приводного шкива 12. Скорость перемещения тележки увеличивается до значения Vf,p(Ht 1-1 }N и дальше продолжает сохраняться постоянной
. В результате время прохождения тележкой пути L,2 уменьшается, по этому уменьшается и время свивки числа шагов П-, , при этом связь между числом шагов п- и будет уже следуютчая:
, T( .
Таким образом, не изменяя число шагов и длину участка L, i в связи с уменьшением необходимого числа шагов п можно -сократить длину участка L, , а так как зависимость между двумя последними величинами нелинейная-, то появляется возможность, начиная с некоторого .значения общего числа шагов и. существенно изменять {сокращать ) длину участка предварительной свивки Lcl,t,2% э значит и габариты машины. С увеличением числа шагое (п.) предварительной свивки увеличи-. Аается и относительное изменение длины VT) участка предварительно свивки. Та, например, расчеты показывают, что при количестве шагов предварительной свивки ц 70, дли.на участка предварительной свивки сокращается на At-| 11%, а при ко личестве шагов , дпийа
участка уже сокращается на -4 31% и т.д.
Каждому конкретному закону обратного перемещения тележки (механизма предварительной свивки ) при развивке проволок на участке с. неравномерными шагами свивки соответствует своя определенная связь между числомшагов - п, и П2 и таким образом оп.ределенная длина (габариты ) машины.
За время прохождения тележкой пути L2 Zfi П2 осуществляется развивка неравномерных по .длине шагов (п и последующая их свлвка на участке Ц
В крайне левом положении тележка. взаимодействует с переключателем 14, который с помощью соответствующей электрической схемы осуществляет .остановку, электродвигателя 13. Если к данному моменту конус предварительной свивки проволок приблизится на заданное расстояние к распределитбгльнсму шаблону 7., то под действием давления проволок на подпружиненный ролик -20 срабатьшает переключатель 21 .и подается команда на;деремещение тележки в обратном направлении, т.-е. на реверсирование и начгшо вращения электродвигателя 13..
При этом возможны случ,аи, когда из-за несоответствия соотношения: между длинами участков предварительной свивки L.. и 1,2 тележка упрется в конус предварительной свивки, Н€ дойдя до своего крайне левого положен.ия, либо придет в крайне левое положение несколько раньше, ч.ем закончится предварительная свивка на участке L, . Тогда, в первом случае несмотря на то, что тележка не воздействует на переключатель 14, команда на изменение направления вращения электродвигателя 13 осуществляется от переключателя 21,срабатывающего в зависимости от положения конуса свивки по отношенмо к распределительному шг блону 7. В другом случае при воздействии в крайне левом положении на переключатель 14, тележка остановится и не будет перемещаться в обратном направлении до .тех пор, пока на участке L, полностью, не сформируется п)едварительная свивка. После чего под действием проволок срабатывает переключатель 21 и осуществляется включение и реверсирование электродвигателя 13. Таким образом, благодаря применению переключателя 21, осуществляется автоматическая настрюйка Hci необходимые параметры предварительной свивки, что позволяет более рационально использовать участок предварительной свивки и упрощает процесс настройки машины.
В дальнейшем цикл работы машины повторяется и не отличается от выше описанного. Предлагаемые варианты конструкции привода возвратно-поступательного пе ремещения механизма цредварительной свивки позволяют наиболее рациональным и эффективным путем реализовать процесс безроторной свивки на извест ной машине. В результате применения предлагаемых устройств достигается полная автоматизация процесса свивки и вместе с тем несколько упрощается система управления механизмами машины, что в итоге позволит повысить и ее производительность. В предлагаемом изобретении решают ся задачи по рациональному использованию занимаемой машиной площади. Та путем незначительных конструктивных изменений в машине можно сократить общую длину машины до 30%, практичес ки, не снижая ее производительности и технологических возможностей. Одной из основных эксплуатационны характеристик канатов-пил является кЬнструктивный параметр, определяющи частоту смены направления свивки на изделии, к наиболее работоспособньм конструкциям относится канаты-пилы, свиваемое с участками односторонней свивки не менее 5-6 м. Производство таких канатов на существующей машине безроторного типа требует 200-240 оборотов вращения свивочных шаблонов в неизменном направлении, или 100120 шагов предварительной свивки. Длина участка предварительной свивки при этом составляет 25 м. Предлагаемый вариант конструкции привода возвратно-поступательного перемещения механизма предварительной свивки позволяет сократить длину участка предварительной свивки на ДС 25 м 31% 1об% м. Общая протяженность машины при этом составит 30 м - 8 м 22 ми что существенно сокращает ее габариты. Применение предлагаемой автоматизации настройки существующей машины позволяет вдвое уменьшить время затрачиваемое на подготовку ее к рабо.те и увеличить производительность.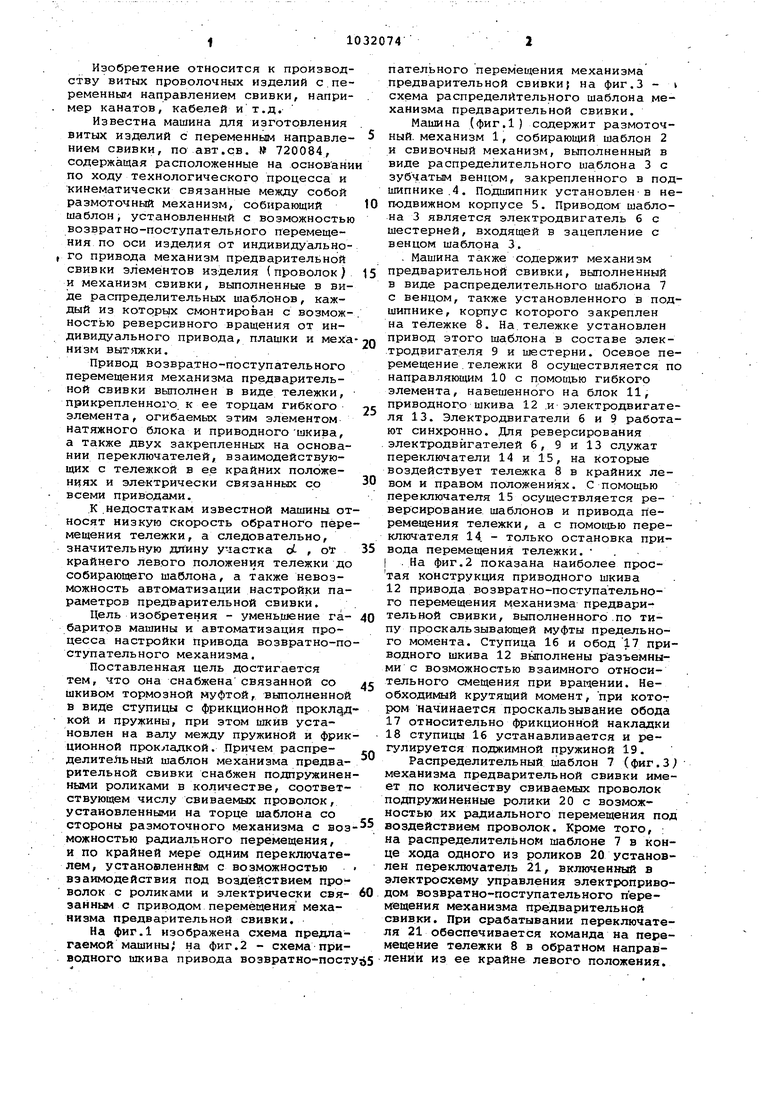
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1040006A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU720084A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1980 |
|
SU885379A2 |
| Машина для изготовления витых проволочных изделий с переменным направлением свивки | 1983 |
|
SU1100346A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1980 |
|
SU941455A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU968123A1 |
| Способ изготовления витых проволочных изделий с переменным направлением свивки | 1976 |
|
SU859512A1 |
| Преформирующее устройство к канатовьющей машине | 1982 |
|
SU1105527A1 |
| Устройство для свивки пучка проволочных прядей | 1978 |
|
SU749514A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1982 |
|
SU1032072A2 |
1. МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ИЗДЕЛИЙ С ПЕРЕМЕННЫ НАПРАВЛЕНИЕМ СВИВКИ по авт.св. № 720084,0 т л и ч а ю щ а я с я тем, что, с целью уменьшения габаритов и повышения производительности путем автоматизации процесса настройки привода возвратно-поступательного механизма, она снабжена связанной со шкивом тормозной муфтой, выполненной в- виде ступицы с фрикционной прокладкой и пружины, при этом шкив установлен на валу, между пружиной и фрикцион ной про-; кладкой. 2, Машина по п.1, о т л и ч а ю щ а я с я тем, что распределительный шаблон механизма предварительной свивки снабжен подпружиненными роликами в количеств е, соответствуюмем числу свиваемых проволок/ установленными на торце шаблона со стороны размоточного механизма с возможностью радиального перемещения, и по крайней мере одним переключателем, уста- g новленным с возможностью взаимодействия под воздействием проволок с роли-j ками и электрически связанным с приводом перемещения механизма предварительной свивки.
17
фиг. 2
го
фаг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для изготовления витых изделий с переменным направлением свивки | 1977 |
|
SU720084A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
