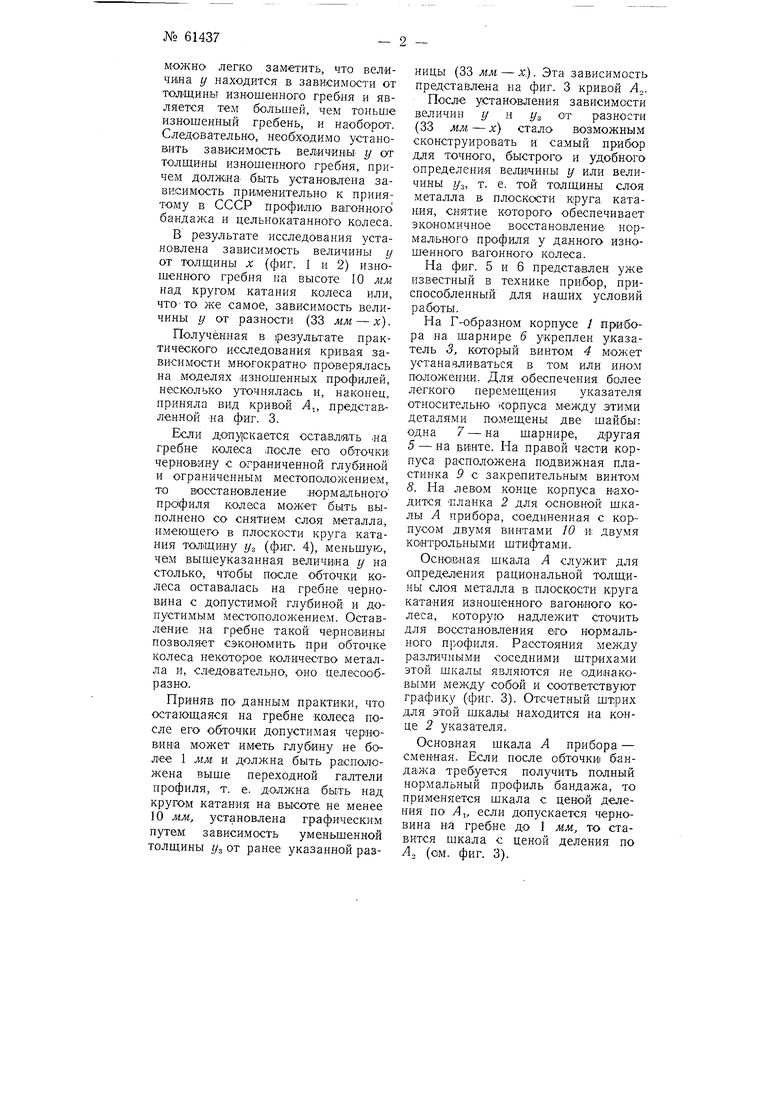
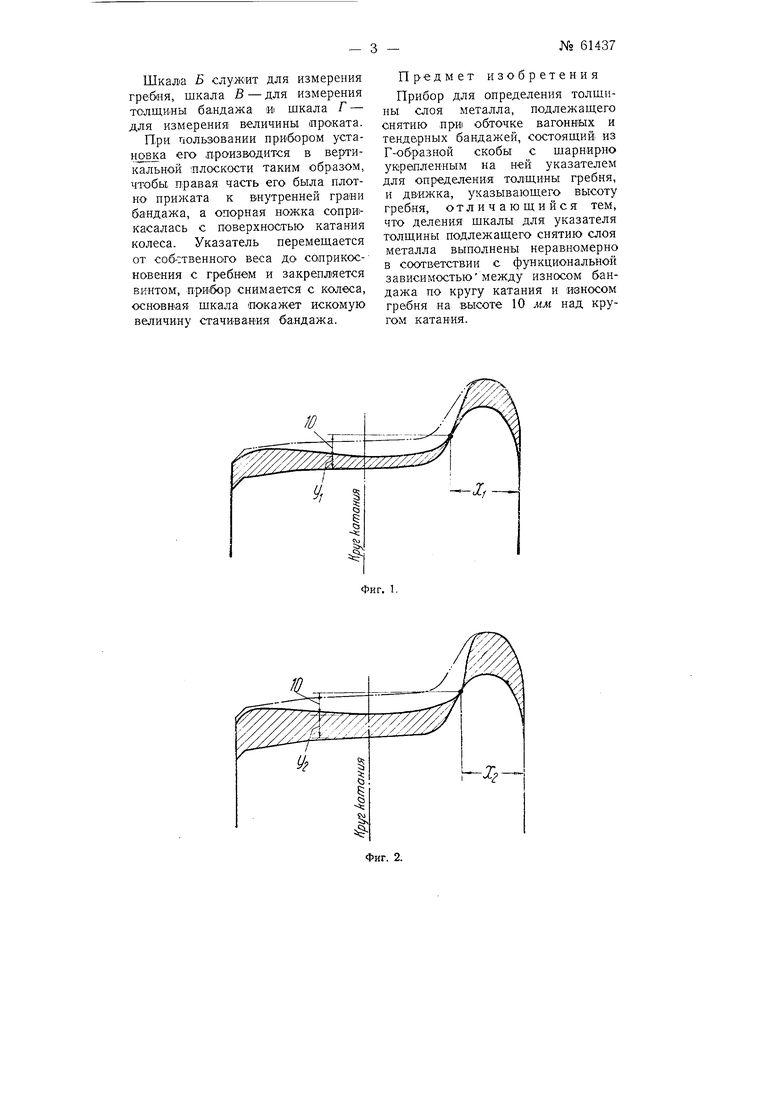
Для восстановления нормального профиля у вагонного колеса с изношенным профилем, изображенным на фиг. 1, (Необходимо и достаточно снять при обточке такого колеса слой металла, заштрихованный на фиг. 1 К: имеюш,ий в плоскости круга катания толщину t/j. Если при обточке этого колеса снять слой металла меньшей толщины, то не получится полный гребень, а останется на гребне черновина, и тем большая, чем меньще металла снято при обточке. Наоборот, если при обточке колеса снять слой металла большей толщины, нормальный профиль будет получен, однако, с излишним снятием некоторого количества металла. Следовательно, г/i является той самой толшиной слоя колеса в плоскости круга катания, снятие которой обеспечивает экономичное ВОсстановление нормального профиля у изношенного вагонного колеса с таким профилем, как на фиг. 1. Подобной толщиной при восстановлении, нормального профиля у вагонного колеса с изношенным профилем, изображенным на фиг. 2, является у...
,Токарк необходимо знать величину г/ до обточки изношенного колеса, так как иначе при обточке может |быть излишне снят металл или значительно удлинен процесс обточки, если токарь из опасения излишнего снятия металла применяет лишние проходы резцами. Можно было бы эту величину выявить на изношенном колесе при помощи какого-либо профилографа. Однако применение профилографа весьма усложнило бы работу колесного цеха, а поэтому оно нецелесообразно.
Жизненным для колесного цеха может быть только такой прибор, который вполне обеспечивал бы, помимо точности показаний, удОбство и быстроту определения вышеуказанной величины г/ в производственных условиях. Но такой прибор можно сконструировать только после установления зависимости величины у от какого-то размера, легко измеряемого на изношенном колесе.
При вписывании нормального профиля вагонного бандажа в самые различные изношенные йрофили вагоНных колес таким способом, как показано на фиг. 1 и 2,
можно легко заметить, что величина у находится в зависимости от толщи:ны изношенного гребня и является тем большей, чем тоньше изношенный гребень, и наоборот. Следовательно, необходимо установить зависимость величины у от толщины изношенного гребня, нричем должна быть установлена зависимость применительно к принятому в СССР нрофилю вагонного бандажа и цельнокатанного колеса.
В результате исследования установлена зависимость величины у от толндины X (фиг. 1 и 2) изношенного гребня на высоте 10 мм над кругом катания колеса или, что то же самое, зависимость величины у от разности (33 мм - х).
Получё.Н|Ная в результате практического исследования кривая зависимости многократно проверялась на моделях изношенных профилей, несколько уточнялась и, наконец, прИняла вид кривой Л, представленной на фиг. 3.
Если anyiCKaeTCH оставлять -на гребне колеса лосле его обточки: черноБину с ограниченной глубиной и ограниченным местоположением, то восстановление нормального профиля колеса может быть выполнено со снятием слоя металла, имеющего в плоскости круга катания толщину Уз (фиг. 4), меньшую, чем вышеуказанная величина у на столько, чтобы после обточки колеса оставалась на гребне черновина с допустимой глубиной и допустимым местоположением. Оставление на гребне такой чернсвины позволяет сэкономить при обточке колеса некоторое количество металла и, следовательно, оно целесообразно.
Приняв по данным практики, что остающаяся на гребне колеса после его обточки допустимая черновина может иметь глубину не более 1 мм и должна быть расположена выше переходной галтели нрофиля, т. е. доллсна быть над кругом катания на высоте не менее 10 мм, установлена графическим путем зависимость уменьшенной толщины f/3 от ранее указанной разницы (33 мм - х}. Эта зависимость представлена на фиг. 3 кривой А.
После установления зависимости величин у и t/3 от разности (33 мм. - х) стало возможным сконструировать и самый лрибор для точного, быстрого и удобного определения величины у или величины г/3, т. е. той толщины слоя металла в. плоскости круга катания, снятие которого обеспечивает экономичное восстановление нормального профиля у данного изношенного в агонного колеса.
На фиг. 5 и 6 представлен уже известный в технике прибор, приспособленный для наших условий работы.
На Г-образном корпусе / прибора на шарнире 6 укреплен указатель 3, который винтом 4 может устанавливаться в том или ином положении. Для обеспечения более легкого перемещения указателя относительно корпуса между этими деталями помещены две шайбы: одна 7-на щарнире, другая 5 - на винте. На правой части корпуса расположена подвижная пластинка 9 с закрепительным винтом 8. На левом конце корпуса находится Планка 2 для основной щкалы А прибора, соединенная с корпусом двумя винтами 10 и двумя контрольными штифтами.
Основная шкала А служит для определения рациональной толщины слоя металла в плоскости круга катания изношенного вагонного колеса, которую надлежит сточить для восстановления его нормального профиля. Расстояния между различными соседними штрихами этой шкалы являются не одинаковыми между собой и соответствуют графику (фиг. 3). Отсчетный штрих для этой шкалы находится на конце 2 указателя.
Основная шкала А прибора - с.менная. Если носле обточки бандажа требуется получить полный нормальный профиль бандажа, то применяется шкала с ценой деления по А, если допускается черновина на гребне до 1 мм, то ставится шкала с ценой деления по Л, (с1м. фиг. 3).
Шкала Б служит для измерения гребня, шкала В - для измерения толщииы бандажа и шкала Г - для измерения; величины проката.
При пользовании прибором устаliOBKa его производится в вертикальной ПЛОСКОСТИ таким образом, чтобы правая часть его была плотно прижата к внутренней грани бандажа, а опорная ножка сопри касалась с поверхностью катания колеса. Указатель перемещается от собственного веса до соприкосновения с гребнем и закрепляется винтом, прибор снимается с колеса, основная шкала покажет искомую величину стачи-вания баядажа.
Предмет изобретения
Прибор для определения толшины слоя металла, подлежаш,его снятию при1 обточке вагонвых и тендерных бандажей, состоящий, из Г-образной скобы с шарнирно укрепленным на ней указателем для определения толщины гребня, и движка, указывающего высоту гребня, отличающийся тем, что деления шкалы для указателя толщины подлежащего снятию слоя металла выполнены неравномерно в соответствии с функциональной зависимостьюмежду износом бандажа по кругу катания и износом гребня на высоте 10 мм над кругом катания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для обмера бандажей | 1942 |
|
SU65810A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТОЛЩИНЫ И ПРОФИЛЯ ГРЕБНЯ БАНДАЖА КОЛЕСНОЙ ПАРЫ БЕЗ ОБТОЧКИ БАНДАЖА И ВЫКАТКИ ЕЕ ИЗ-ПОД ЛОКОМОТИВА | 2007 |
|
RU2342238C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБНЕЙ ВАГОННЫХ КОЛЕС | 1996 |
|
RU2109613C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ КАТАНИЯ ВАГОННЫХ КОЛЕС | 1997 |
|
RU2113325C1 |
| Способ восстановления профиля поверхности катания колес рельсового транспорта | 1987 |
|
SU1420041A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОБОДА КОЛЕСА РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2487001C1 |
| Профиль поверхности обода колес грузовых вагонов | 2017 |
|
RU2661186C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ПРОФИЛЕЙ ПОВЕРХНОСТЕЙ КАТАНИЯ КОЛЕС ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2000 |
|
RU2167075C1 |
| Прибор для записи профиля бандажей колесных скатов | 1927 |
|
SU10457A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЕЙ КАТАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ПО КОПИРАМ | 2007 |
|
RU2370352C2 |

