Фрезерование в направлении подачи, известное под названием «фрезерование вниз или «попутное фрезерование, обладает рядом преимуществ, делающих целесообразным применение этого метода во всех случаях за исключением обработки деталей с твердой коркой. Эти преимущества заключаются в увеличении производительности станков, улучщении качества обработанной поверхности, уменьшении стоимости обработки и т. д.
Однако до сего времени распространение этого способа обработки задерживается, потому что при фрезеровании в направлении подачи усилие резания, не являясь постоянным и действуя в сторону движения стола, периодически сообщает последнему сдвиг на величину, равную зазору в винтовой паре, приводящей стол в движение. При этом деталь быстро затягивается под фрезу, что может вызвать прогиб оправки, дефекты обрабатываемой поверхности или поломку инструмента.
Существует множество самых разнообразных устройств для устранения влияния зазора между резьбами ходового винта и гайки, а также для обеспечения плавного хода
стола. Однако одни из них имеют много недостатков, другие же весьма сложны и дороги. В числе устройств подобного рода известны такие, в которых применяется гайка, состоящая из двух частей, по существу представляющая собою две гайки, могущие законтриваться на ходовом винте путем их относительного поворота.
Предлагаемое устройство относится к типу последних, но оно отличается тем, что имеет, механизм для поворота одной из гаек относительно другой. Этот механизм выполнен планетарным; водило механизма связано с поворотной гайкой, причем этот же механизм, выбирая люфт, служит для последующего вращения ходового винта. На фиг. 1 и 2 показаны две примерные формы выполнения предлагаемого устройства.
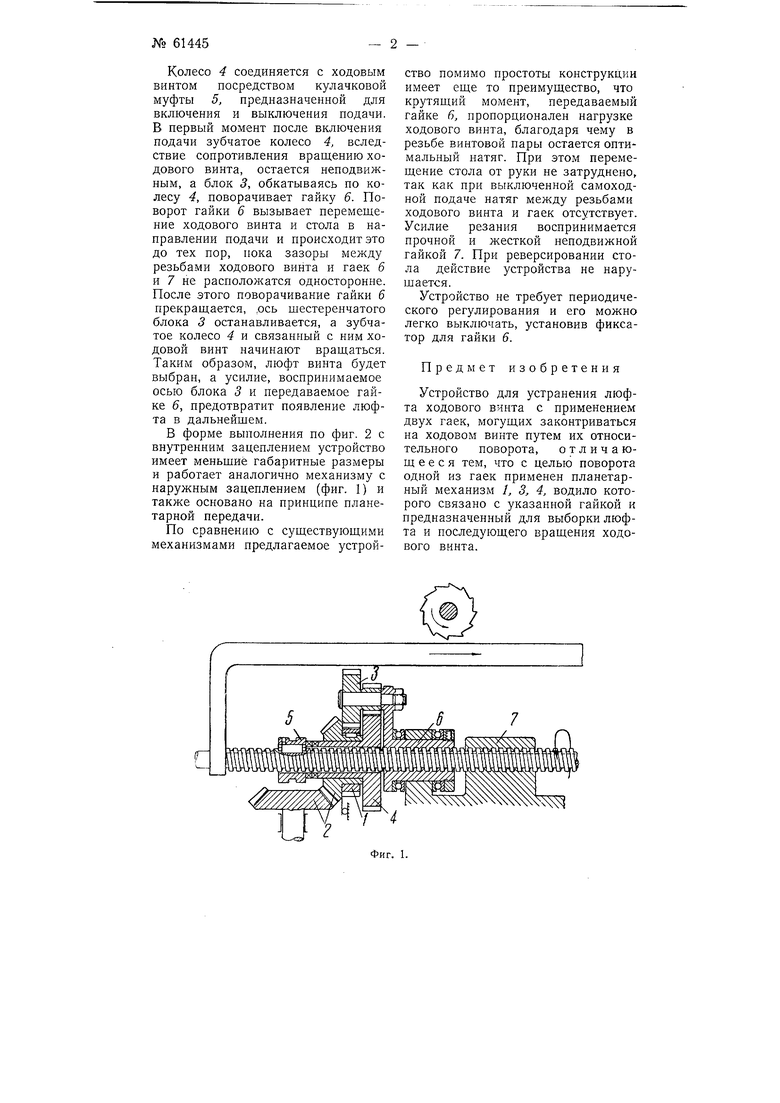
Цилиндрическое зубчатое колесо 1 (фиг. 1), получая движение от конической пары 2, вращает щестеренчатый блок 3, малая щестерня которого находится в зацеплении с зубчатым колесом 4. Таким образом части Л 3, 4 представляют собою планетарную систему, в которой колесо 4 является солнечным.
Колесо 4 соединяется с ходовым винтом посредством кулачковой муфты 5, предназначенной для включения и выключения подачи. В первый момент после включения подачи зубчатое колесо 4, вследствие сопротивления вращению ходового винта, остается неподвижным, а блок 5, обкатываясь по колесу 4, поворачивает гайку 6. Поворот гайки 6 вызывает перемещение ходового винта и стола в направлении подачи и происходит это до тех пор, пока зазоры между резьбами ходового винта и гаек б и 7 не расположатся односторонне. После этого поворачивание гайки 6 прекращается, ,ось шестеренчатого блока 3 останавливается, а зубчатое колесо 4 и связанный с ним ходовой винт начинают вращаться. Таким образом, люфт винта будет выбран, а усилие, воспринимаемое осью блока 3 и передаваемое гайке 6, предотвратит появление люфта в дальнейшем.
В форме выполнения по фиг. 2 с внутренним зацеплением устройство имеет меньшие габаритные размеры и работает аналогично механизму с наружным зацеплением (фиг. 1) и также основано на принципе планетарной передачи.
По сравнению с существующими механизмами предлагаемое устройство помимо простоты конструкции имеет еще то преимущество, что крутящий момент, передаваемый гайке 6, пропорционален нагрузке ходового винта, благодаря чему в резьбе винтовой пары остается оптимальный натяг. При этом перемещение стола от руки не затруднено, так как при выключенной самоходной подаче натяг между резьбами ходового винта и гаек отсутствует. Усилие резания воспринимается прочной и жесткой неподвижной гайкой 7. При реверсировании стола действие устройства не нарушается.
Устройство не требует периодического регулирования и его можно легко выключать, установив фиксатор для гайки 6.
Предмет изобретения
Устройство для устранения люфта ходового винта с применением двух гаек, могущих законтриваться на ходовом винте путем их относительного поворота, отличающееся тем, что с целью поворота одной из гаек применен планетарный механизм 1, 3, 4, водило которого связано с указанной гайкой и предназначенный для выборки люфта и последующего вращения ходового винта.
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения шлифуемых ступенчатых валов на ходу станка | 1938 |
|
SU54502A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ И НАРЕЗАНИЯ РЕЗЬБЫ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 1999 |
|
RU2168401C2 |
| ПЛАНЕТАРНАЯ ПЕРЕДАЧА ВИНТ-ГАЙКА С ДЛИННЫМИ РЕЗЬБОВЫМИ РОЛИКАМИ | 2006 |
|
RU2341707C2 |
| Приспособление для нарезания резьбы на трубах вне станка | 2019 |
|
RU2726744C1 |
| Приспособление для нарезания резьбы на трубах вне станка | 2019 |
|
RU2731452C1 |
| Редуктор-шарнир | 2017 |
|
RU2663030C1 |
| Приводное устройство план-шайбы поворотно-делительного стола | 1976 |
|
SU663544A1 |
| Шариковый винтовой механизм | 1982 |
|
SU1079926A1 |
| Безлюфтовый винтовой привод | 1967 |
|
SU238990A1 |
| Фрезерный станок | 1961 |
|
SU149012A1 |

