(54) ПРИВОДНОЕ УСТРОЙСТВО ПЛАНШАЙЙэГ ПОВОЕЮТНО-ДЕЛИТЕЛЬНОГО СТОЛА


| название | год | авторы | номер документа |
|---|---|---|---|
| Привод планшайбы поворотно-делительного стола | 1979 |
|
SU956876A1 |
| ПЛАНШАЙБА РАСТОЧНОГО СТАНКА С РАДИАЛЬНЫМСУППОРТОМ | 1972 |
|
SU422543A1 |
| Делительный стол | 1976 |
|
SU558780A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Устройство к токарному станку для нарезания цилиндрических колес | 1983 |
|
SU1098699A2 |
| Механизм подачи шлифовальной бабки | 1982 |
|
SU1077767A2 |
| Устройство для позиционирования и круговых подач планшайбы металлорежущего станка | 1988 |
|
SU1590317A1 |

-... .
Изобретение относится к станкостроению, в частности, к узлам металлорежущих станков.
Известны поворотно-делительные столы, в корпусе которых установлены зацепляющиеся с одним колесом два червяка, один из которых выполнен с возможностью осевого перемещения и механизм регулировки бокового зазораП.
Недостатком известных механизмов является то, что в процессе деления сохраняются зазоры в червячных парах и нет возможности точной настройки величины бокового зазора.
Цеяью изобретения является уменьшение износа и повьпиение точности работы стола как при периодическом делении, так и при непрерывной круговой подаче с реверсированием, а также точной предварительной настройки двух значений величины бокового зазора.
Для этого второй червяк установлен с возможностью осевого перемещения, а механизм регулировки бокового зйзора
выполнен в виде двух гаек с наружными зубьями, приводимых в движение от общего привода с помощью составной зубчатой рейки, две половины которой связаны стержнем с возможностью их регулировки при настройке.,
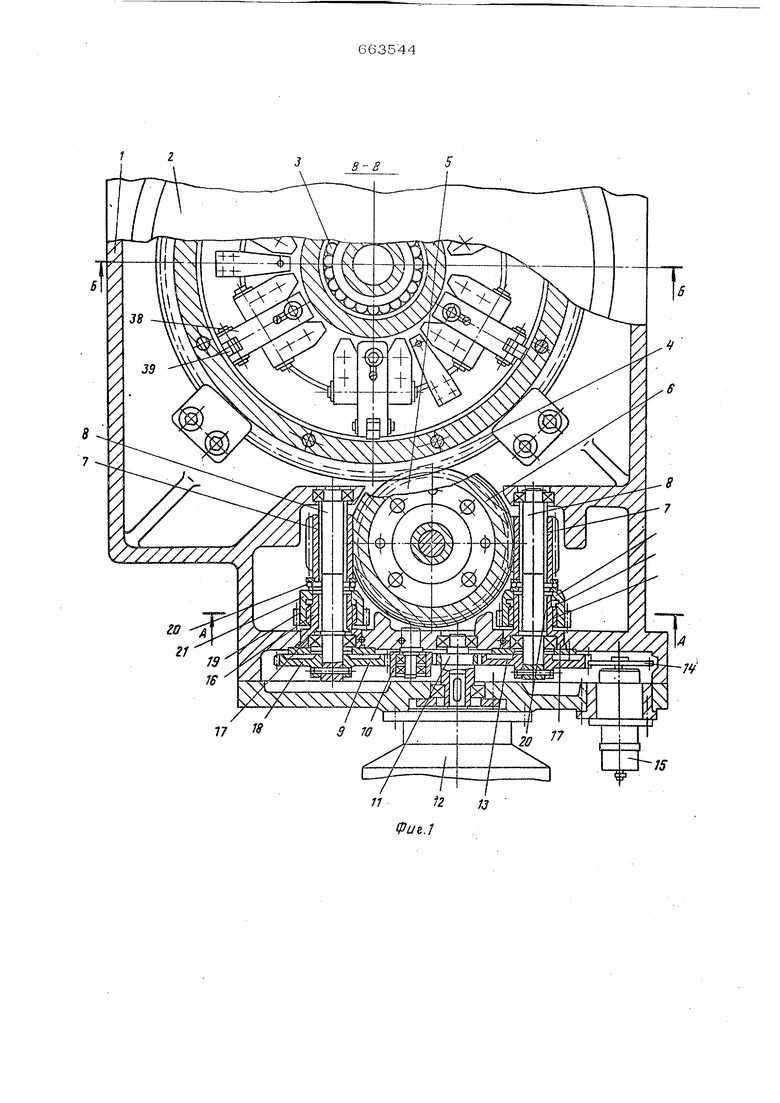
На фиг. 1 изображен общий вид поворотно-делительного стола, разрез В-В фиг, 2; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
В корпусе 1, явл ающимся салазками станка, установлена планшайба 2, вращающаяся на радйалздом прдщи.пнике 3 посредством жестко укрепленного на ней цилиндрического зубчатого колеса 4, зацепляющегося с шестерней 5. Шестерни 5 жестко скреплена с червячным колесом б, с которым находятся в зацеплении два одинаковых червяка 7, установленных на щлиаевой части двух одинаковых параллельных валов 8. Червяки 7 имеют возможность осевого перемещения на шлицах валов 8. На конце одного из валов 8 жестко уреплено зубчатое колесо 9, которое приводится во. вращение через паразитную шестерню 10 от шестерни 11, жестко укрепленной на валу двигателя постоянного тока 12. Другое капёсо 13, жестко укрепленное на конце другого вала 8, приводится во вращение непосредственно от шестерни.11. Благодаря этому, червяки 7, расположенные по разные стороны червячного колеса 6, вращаются в разных направлениях и могут приводить в движение одно черйячное колесо 6.
От колеса 13 приводится во вращение шестерня 14 датчика обратной связи 15 (вращ аюшийся трансформатор), который я ляетсй устройством отсчета поворота планшайбы 2 в системе числового програм™ liiHoro управления станка.
Реверсивный винтовой механизм, посредством которого осуществляется осевое перемещение червяков 7 и управление зазором, содержит две одинаковые винтовые пары с резьбой 16. Каждая винтовая пара имеет в качестве неподвижного элемента фланец 17, жестко укрепленный в корпусе 1 соосно с соответствующим червяком 7. Вал 8 свободно пропущен в отверстие фланца 17 и установлен в нем в подшипнике 18. На резьбе 16 фланца 17 в качестве подвижного элемента установлена цилиндрическая шестерня с центральным резьбовым отверстием 16, то есть гайка-шестерня 19, которая при своем повороте может совершать винтовое движение, и, находяс в контакте с торцом соответствующего червяка 7 через упорный подшипник 2 О, перемещать последний и червяк 7, Между гайкой- шестерней 19 и подшипником 20 установлены распорные пружины 21, чтобы предохранить сепаратор с шарикеми от вьлпадания из беговых дорожек подшипника 2О.
Обе гайки-шестерни 19 (фиг. 2) зацеплены с зубчатыми рейками 22 и 23, которые жестко связаны Между собой стержнем 24, имеющим на концах правую и левую резьбу. Концы стержня 24 ввернуты в соответствующие резьбовые отверстия реек 22 и 23 и снабжены контргайками 25, образуя составную рейку. Поворачивая стержень 24 (при зафиксированных от проворота рейках 22 и 2сЗ), можно регулировать длину стержня 24 между рейками 22 w 23 изменять расстояние между последними. На конце рейки 22 жестко укреплен поршень 26 гидроцилиндра двойного дейстВИЯ 27, приводящего в движение составную рейку 22-25. Перемещение последней ограничено с двух сторон регулируемыми винтами 28 и 29. Трубопроводы
30служат для подвода к гидроцилиндру 27 гидравлического давления.
Делительно-фиксирующее устройство имеет два концентричных плоскозубчатых венца 31 и 32 (фиг. 3), у которых нарезка - зубьев выполнена совместно.. Венец 31 жестко связан с корпусом 1, венец 32 - с планшайбой 2 и колесом 4, а сопрягающийся с обоими венцами
31и 32 прижимной плоскозубчатый венец 33 может перемещаться в осевом нправлении с приложением осевого усилия
в торцовом закреплении всех трех Ьей- цов под действием рычажно-кулачкового механизма. Последний содержит ряд подпружиненных толкателей 34 и 35, расположенных по окружности и взаимодействующий с торцовым кулачком 36, который имеет привод ограниченного реверсивного поворота от гидроцилиндра 37. Посредством толкателей 34, связанных с венцом 33, при повороте кулачка 36 осуществляется подъем венца 33, а через толкатели 35, двуплечие рычаги 38 и коромысла 39 осуществляется опускание и прижим венца 33 в зацеплении с венцами 31 и 32. Связи толкателей 34 с венцом ЗЗ допускают само- установку последнего.
Поворотно-тделительный стол работает следующим образом.
В положении механически зафиксированной планщайбы 2 (это положение представлено на фиг. 3) при переходе к непрерывному вращению по программе поступает команда, управляющая гидроцилиндром 37, посредством которого торцовый кулачок 36 получает поворот на определенный угол. Под действием рабочих поверхностей кулачка 36 толкатели 35 опускаются и через двуплечие рычаги 38 и коромысла 39 снимают осевое усилие с прижимного венца 33 и освобождают его от осевого перемещения вверх. Одновременно под действием других участков рабочих поверхностей кулачка 36 толкатели 34 поднимают венец 33. выводя его из зацепления с венцами 3 i и 32 и тем самым освобождая планшайбу 2 для непрерывного вращения. Одновременно по команде сиг программы в лавзто (подпоршневую) полость гидроцилиндра 27 подается рабочее давление и составная рейка 22-25 перемещается вправо до упора в винт 20, положение которО1-о отрегул11роваио паранее. При этом обе гайки-шесторин 10 поворачиваются на резьбе 1G и через подшипники 20 перемещают оба червяка вдоль их осей к планшайбе 2 (при правых резь бах 16), выбирая пазор в червячной передаче 6-7 до необходимой минимальной величины (в пределе до нуля), определяемой регулировкой винта 29, В этом положении включается привод вращения планшайбы 2 от двигателя 12 через шес терни 11, 10, колеса 9 и 13, валы 8, червячную передачу .7-6, зубчатые колеса 5 и 4; при этом на станке выполняют Си работы с управлением по круговой ко ординате согласно программе (например, фрезерование с реверсивной круговой подачей, угловое позиционирование без механического фиксирования и т. п.). При переходе к точному угловому целению с механическим фиксированием планшайбы 2 сначала производится предварительное (относительно грубое) деление, определяемое отсчетными устройств ми в системе числового программного управления станка. Затем двигатель 12 останавливается и одновременно по программе дается команда, по которой в правую (штоковую) полость гидроцилиндра 27 подается рабочее давление, и составная рейка 23-25 перемещается влево до упора в винт 28, положение которого отрегулировано ранее. Гайки-шестерни 19поворачиваются на резьбе 16 и от- ходят от червяков 7, причем между торцами гаек-чцестерен 19 и подшипниками 20образуются зазоры необходимой величины , определяемой регулировкой винта 28. Эти зазоры в сумме, очевидно, не могут превышать боковой зазор в чер вячной передаче 6-7, Одновременно с остановкой двигателя 12 по программе дается команда, управляющая гидроцилиндром 37, посредством которого кулачок 36 поворачивается в первоначальное по ложение, толкатели 34 и прижимной венец 33 опускаются, венец 33 вводится взацепление с венцами 31 и 32, а толкатели 35 поднимаются и через двуплечие рцчаги 38 и коромысло 39 передают венцу 33 необходимое осевое усилие. Под действием этого усилия, благодаря созданному зазору в червячной передаче 6-7 происходит самоустановка венцов 33 и 32 по венцу 31 корпуса 1, тем самым исправляется погрешность лредва рительного деления и достигается точ- ность и жесткость фиксирования планшайбы 2. Гегулировка упорных винтов 28 и 20 выполняется следующим образом, При любом механически зафиксированном положении планшайбы 2, которое может быть принято за нулевое положение по круговой координате, вращением винта 28 перемещают составную рейку 22-5. вправо, чтобы выбрать зазор в зацеплений одного из червяков 7 с Шестерней 6, Затем при расконтренных гайках 25, поворачивая стержень 24, выбирают зазор в другом червяке 7. Законтрив гай-. ки 25, вращают винт 29 до контакта с составной рейкой 22-25 или оставляют между торцами винта 29 н рейки 23 зазор, определяющий минимальную величину управляемого зазора в червячной передаче 6-7, Затем вращением винта 28 устанавливают между торцами винта 28 и поршня 26 зазор, который определяет необходимую максимальную величину упраытяемого зазора в червячной передаче 6-7, Этот зазор в зацеплении каждого из червяков 7 с колесом 6 при данной регулировке не превышает половины общего бокового зазора в червячной передаче 6-7, причем зазоры обоих червяков 7 одинаковы. Формула из обретения Приводное устройство планшайбы поворотно-делительного стола, в корпусе которого установлены зацепляющиеся с одним колесом два червяка, один из которых выполнен с возможностью осевого перемещения и механизм регулировки бокового зазора, отличающееся тем, что, с целью уменьшения износа и повышения точности работы стола как при периодическом делении, так и при непрерывной круговой подаче с реверсированием, а также точной предварительной настройки двух значений величины бокового зазора, второй червяк установлен с возможностью осевого перемещения, а механизм регулировки бокового зазора выполнен в виде двух гаек с наружными зубьями, приводимых от общего привода спомощью составной зубчатой рейки, две половины которой связаны стержнем с возможностью их регулировки при настройке. Источники информации, -принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 488687, кл. В 23 Q 17/02, 1972,
