Изобретение относится к машиностроению и может быть использовано при обработке крепежных отверстий корпусных деталей на металлорежущем оборудовании.
Используемые в настоящее время методы обработки резьбовых отверстий предполагают сверление отверстий сверлами, замену сверл на метчики и обработку резьб метчиками с использованием специальной головки. В связи с этим имеют место значительные потери времени, кроме того, качество обработки и точность ограничены вследствие низких скоростей резания.
Известны устройства для нарезания резьбы резцом на сверлильных станках с механизмами для осевого перемещения, вращения шпинделя и радиальной подачи инструмента. Однако указанные устройства сложны и неудобны в эксплуатации, для нарезания резьбы с помощью этих устройств необходимо предварительно просверлить отверстие сверлом, а для нарезания резьбы комбинированным инструментом сверло-метчик эти головки непригодны. Кроме того, качество обработки, точность резания и производительность ограничены вследствие низких скоростей резания и последовательного нарезания витков резьбы резцом (а.с. СССР N 339351, кл. B 23 G 5/10 и N 319422, B 23 G 5/00, 1970 г.).
Наиболее близким к заявляемому техническому решению является устройство для сверления и нарезания резьбы комбинированным инструментом, содержащее неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный корпус с эксцентричным отверстием, соединенный с неподвижным корпусом с возможностью поворота, механизмы осевого перемещения и вращения шпинделя и механизм радиальной подачи инструмента, включающий поворотный стакан с эксцентричным отверстием для установки шпинделя с инструментом, размещенный в эксцентричном отверстии подвижного корпуса, при этом эксцентриситеты отверстий подвижного корпуса и поворотного стакана равны между собой (ЕР 0237035, B 23 G 5/00, 1987 г.). Это решение принято нами за ближайший аналог.
Недостатками устройства по ближайшему аналогу является то, что механизм радиальной подачи инструмента и механизм вращения шпинделя содержат шаговые двигатели, а механизм осевого перемещения - третий шаговый двигатель, который должен работать в строгом взаимодействии с первыми двумя двигателями, для управления которыми требуется устройство программного управления, что увеличивает стоимость оборудования и усложняет его обслуживание и ремонт.
Задачей технического решения является уменьшение стоимости оборудования, упрощение его обслуживания и ремонта.
Для решения поставленной задачи в устройстве для сверления и нарезания резьбы комбинированным инструментом, содержащим неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный корпус с эксцентричным отверстием, соединенный с неподвижным корпусом с возможностью поворота, механизмы осевого перемещения и вращения шпинделя и механизм радиальной подачи инструмента, включавший поворотный стакан с эксцентричным отверстием для установки шпинделя с инструментом, размещенный в эксцентричном отверстии подвижного корпуса, при этом эксцентриситеты отверстий подвижного корпуса и поворотного стакана равны между собой, механизм радиальной подачи инструмента содержит планетарный мультипликатор и два гидроцилиндра с регулируемыми упорами, которые установлены в подвижном корпусе с возможностью взаимодействия с двух взаимно противоположных сторон с выступом, выполненным на поворотном стакане, при этом механизм вращения шпинделя содержит поворотный гидроцилиндр, связанный с установленным эксцентрично относительно оси неподвижного корпуса с зубчатым колесом внутреннего зацепления, предназначенным для взаимодействия с зубчатым колесом наружного зацепления, коаксиально установленным на неподвижном корпусе, а механизм осевого перемещения содержит ходовую гайку, закрепленную в неподвижном корпусе и соединенную с резьбовой частью, выполненной на подвижном корпусе, причем шаг резьбы ходовой гайки равен шагу нарезаемой резьбы.
На фиг. 1 изображен общий вид предлагаемого устройства, осевой разрез.
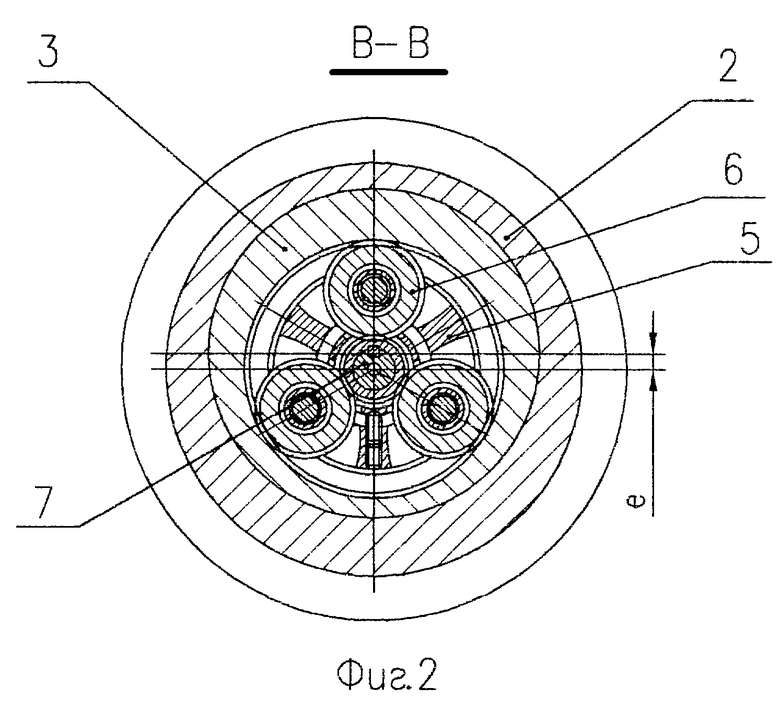
На фиг. 2 - разрез В-В на фиг. 1.
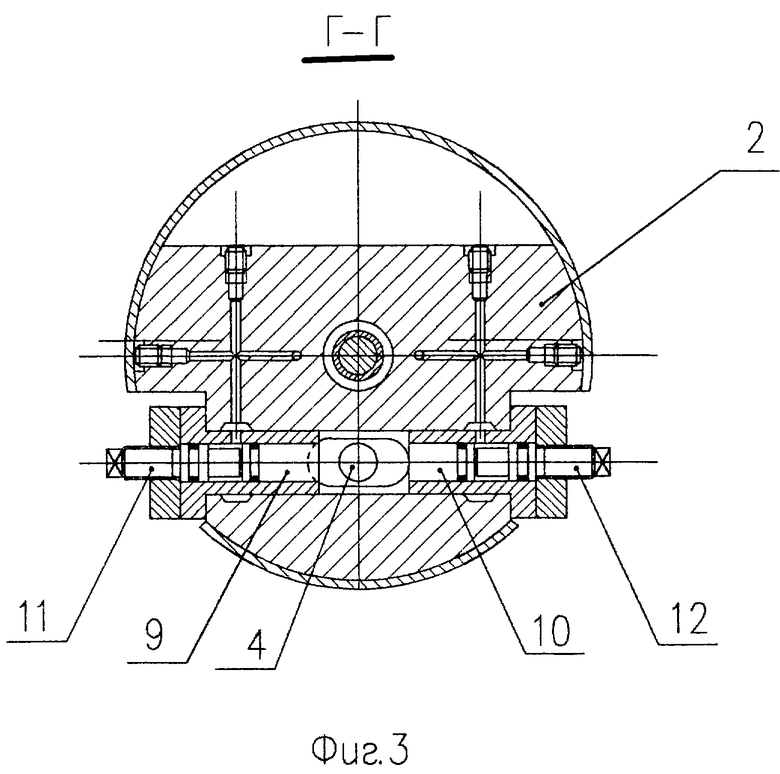
На фиг. 3 - разрез Г-Г на фиг. 1.
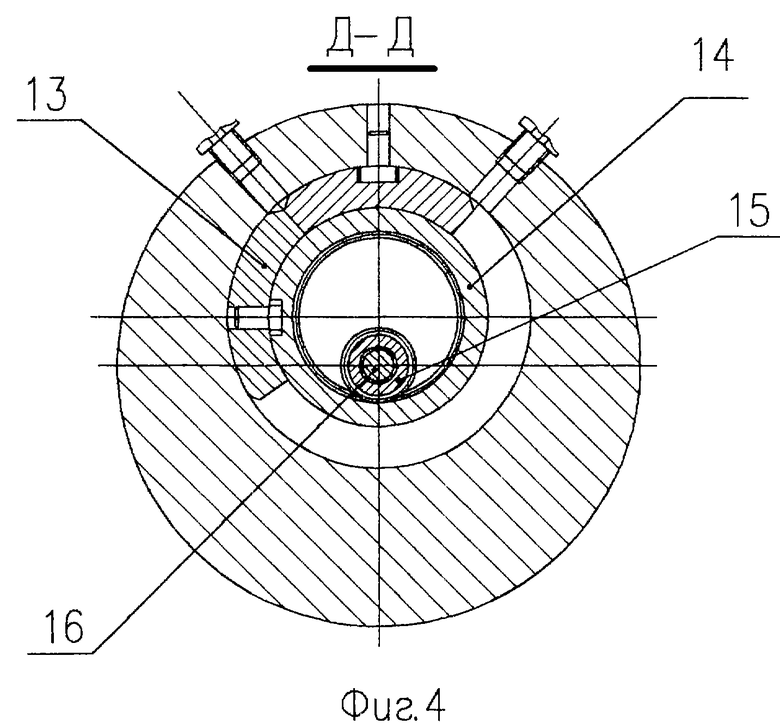
На фиг. 4 - разрез Д-Д на той же фигуре.
Устройство для сверления и нарезания резьбы комбинированным инструментом содержит неподвижный корпус 1, установленный на шпиндельной бабке станка (на чертежах не показана), и подвижный корпус 2 с эксцентричным отверстием "а", в котором коаксиально установлен механизм радиальной подачи инструмента, выполненный в виде поворотного стакана 3 с выступом 4. В эксцентричном отверстии "б" поворотного стакана 3 установлен планетарный мультипликатор 5 с зубчатыми колесами 6, через которые вращение передается на шпиндель 7 комбинированного инструмента 8. При этом эксцентриситеты "е" отверстий подвижного корпуса 2 и поворотного стакана 3 равны между собой (см. фиг. 2). В подвижном корпусе 2 с возможностью воздействия на выступ 4 поворотного стакана 3 с двух взаимно противоположных сторон установлены два гидроцилиндра 9 и 10 с регулируемыми упорами для ограничения поворота стакана 3, выполненными в виде винтов 11 и 12 (см. фиг. 3). При повороте стакана 3 от упора в один регулировочный винт до упора в другой - происходит радиальное врезание или установка инструмента 8 на ось обрабатываемого отверстия.
Подвижный корпус 2 установлен с возможностью поворота на один оборот относительно неподвижного корпуса 1 от поворотного гидроцилиндра 13, который жестко взаимосвязан с зубчатым колесом 14 внутреннего зацепления, установленным эксцентрично относительно оси неподвижного корпуса 1 и входящим в зацепление с зубчатым колесом наружного зацепления 15, закрепленным на подвижном корпусе 2 коаксиально с шлицевым валом 16 резьбонарезного устройства. На шлицевом валу 16 установлено зубчатое колесо 17 наружного зацепления, которое взаимосвязано с зубчатым колесом внутреннего зацепления 18, входящим в зацепление с зубчатым колесом 6 планетарного мультипликатора 5, который служит для повышения частоты вращения инструмента в 4-5 раз (по сравнении с частотой вращения шпинделя станка). Кроме того, подвижный корпус установлен с возможностью перемещения в осевом направлении относительно неподвижного корпуса 2, для чего в подвижном корпусе 2 закреплен ходовой винт 19, взаимосвязанный с беззазорной гайкой 20, жестко взаимосвязанной с подвижным корпусом 2, причем шаг резьбы гайки равен шагу нарезаемой резьбы.
Осевая подача инструмента 8 при сверлении осуществляется с помощью силового стола или привода подачи станка (на чертежах не показано).
Работа резьбонарезного устройства происходит следующим образом. В исходном положении оси шлицевого вала 16 и шпинделя 7 инструмента совпадают. От двигателя вращение передается через вал 16 и зубчатые колеса 17 и 18 на планетарный мультипликатор 5 и через паразитные шестерни 6 на шпиндель 7 с инструментом 8. Происходит сверление отверстия. При достижении заданной глубины отверстия осевая подача прекращается и шпиндельная головка 7 с инструментом 8 отводится на величину, большую, чем шаг резьбы.
Далее от электроавтоматики станка (на чертежах не показана) подается команда на поворот стакана 3. Подается масло в гидроцилиндры 9 или 10, благодари воздействии торцев плунжеров гидроцилиндров на винты 11 или 12 осуществляется поворот стакана 5, а вследствие наличия эксцентриситета установки поворотного стакана 3 в подвижном корпусе 2 - смещение инструмента 8 с оси устройства, совпадающей с осью шлицевого вала, т.е. радиальное смещение инструмента 8 на глубину профиля резьбы. Величина врезания регулируется винтами 11 и 12.
Далее масло под давлением подается в полость поворотного гидроцилиндра 13, ротор которого через зубчатые колеса 14 и 15 вращает подвижный корпус 2 с инструментом 8 на один оборот с эксцентриситетом, равным глубине профиля резьбы. Происходит планетарное вращение инструмента с эксцентриситетом, равным глубине профиля резьбы. Одновременно с вращением корпуса 2 происходит его осевое перемещение на один шаг резьбы благодаря взаимодействию винта 19 с ходовой гайкой, закрепленной на неподвижном корпусе 1 и имеющей тот же шаг, что и шаг нарезаемой резьбы. Благодаря взаимосвязанному перемещению осуществляется нарезание резьбы. После упора поворотного гидроцилиндра 13 в корпус цикл поворота заканчивается и заканчивается нарезание резьбы.
Масло от насосной установки (на чертежах не показано) подается в полость гидроцилиндра 9, вследствие чего стакан 3 поворачивается и ось инструмента 8 совмещается с осью шлицевого вала 16 в его исходном положении. Далее с помощью привода станка происходит вывод инструмента из отработанного отверстия. Цикл работы завершен. Для продолжения обработки следующего отверстия все механизмы станка и резьбонарезного устройства устанавливаются в исходном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОИНСТРУМЕНТАЛЬНОЙ ОБРАБОТКИ ОТВЕРСТИЙ КОМБИНИРОВАННЫМ ИНСТРУМЕНТОМ | 2000 |
|
RU2184638C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Шпиндельный узел для инструмента | 1979 |
|
SU860938A1 |
| ТУРБОБУР-РЕДУКТОР | 2002 |
|
RU2198994C1 |
| ШПИНДЕЛЬНЫЙ УЗЕЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1996 |
|
RU2107592C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ОТВЕРСТИЙ В ДЕЙСТВУЮЩЕМ ТРУБОПРОВОДЕ И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2229961C1 |
| НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ РЕЗЦОМ | 1971 |
|
SU319422A1 |
| Переносной сверлильно-резьбонарезной станок | 1982 |
|
SU1060362A1 |
| Суппорт зубофрезерного станка | 1981 |
|
SU1026981A1 |
Изобретение относится к машиностроению, обработке крепежных отверстий корпусных деталей на металлорежущем оборудовании. Устройство содержит неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный корпус с эксцентричным отверстием, соединенный с неподвижным корпусом с возможностью поворота, механизмы осевого перемещения и вращения шпинделя и механизм радиальной подачи инструмента, включающий поворотный стакан с эксцентричным отверстием для установки шпинделя с инструментом, размещенный в эксцентричном отверстии подвижного корпуса. При этом эксцентриситеты отверстий подвижного корпуса и поворотного стакана равны между собой. Для уменьшения стоимости устройства, упрощения его обслуживания и ремонта механизм радиальной подачи инструмента содержит планетарный мультипликатор и два гидроцилиндра с регулируемыми упорами, которые установлены в подвижном корпусе с возможностью взаимодействия с двух взаимно противоположных сторон с выступом, выполненным на поворотном стакане. При этом механизм вращения шпинделя содержит поворотный гидроцилиндр, связанный с установленным эксцентрично относительно оси неподвижного корпуса зубчатым колесом внутреннего зацепления, предназначенным для взаимодействия с зубчатым колесом наружного зацепления, коаксиально установленным на подвижном корпусе. Механизм осевого перемещения содержит ходовую гайку, закрепленную в неподвижном корпусе и соединенную с резьбовой частью, выполненной на подвижном корпусе, причем шаг резьбы ходовой гайки равен шагу нарезаемой резьбы. 4 ил.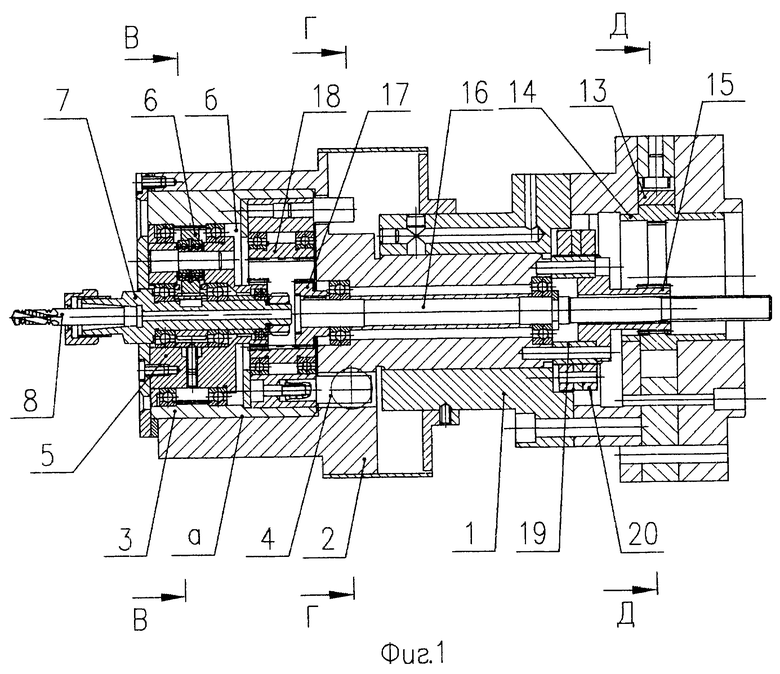
Устройство для сверления и нарезания резьбы комбинированным инструментом, содержащее неподвижный корпус, предназначенный для установки на шпиндельной бабке станка, подвижный корпус с эксцентричным отверстием, соединенный с неподвижным корпусом с возможностью поворота, механизмы осевого перемещения и вращения шпинделя и механизм радиальной подачи инструмента, включающий поворотный стакан с эксцентричным отверстием для установки шпинделя с инструментом, размещенный в эксцентричном отверстии подвижного корпуса, при этом эксцентриситеты отверстий подвижного корпуса и поворотного стакана равны между собой, отличающееся тем, что механизм радиальной подачи инструмента содержит планетарный мультипликатор и два гидроцилиндра с регулируемыми упорами, которые установлены в подвижном корпусе с возможностью взаимодействия с двух взаимно противоположных сторон с выступом, выполненным на поворотном стакане, при этом механизм вращения шпинделя содержит поворотный гидроцилиндр, связанный с установленным эксцентрично относительно оси неподвижного корпуса зубчатым колесом внутреннего зацепления, предназначенным для взаимодействия с зубчатым колесом наружного зацепления, коаксиально установленным на подвижном корпусе, а механизм осевого перемещения содержит ходовую гайку, закрепленную в неподвижном корпусе и соединенную с резьбовой частью, выполненной на подвижном корпусе, причем шаг резьбы ходовой гайки равен шагу нарезаемой резьбы.
| 0 |
|
SU237035A1 | |
| Съемная резьбофрезерная головка к горизонтально-расточным станкам | 1959 |
|
SU131190A1 |
| НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ РЕЗЦОМ | 0 |
|
SU319422A1 |
| Устройство для нарезания резьбыМЕТчиКОМ | 1979 |
|
SU797850A1 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| Шланговое соединение | 0 |
|
SU88A1 |

