Червячные фрезы являются одним из основным зуборезных инструментов. Даже на отдельных заводах на изготовление шестерен расходуется в год несколько тысяч фрез, на что затрачиваются десятки тонн быстрорежущей стали.
Имевшиеся до сих пор попытки создать сборные конструкции червячных фрез со вставными режуШ1ИМИ элементами, с целью экономии расхода быстрорежущей стали, не увенчались успехом. Настоящее изобретение дает возможность изготовлять такие фрезы. Достигается это тем, что в качестве режущих элементов применены зубчатые рейки, закрепляемые тоже зубчатыми рейками. Такая конструкция сборной фрезы приводит к неразрывности ее витков.
Предлагаемая червячная фреза предназначается главным образом для нарезания шестерен с небольшими модулями в массовом производстве.
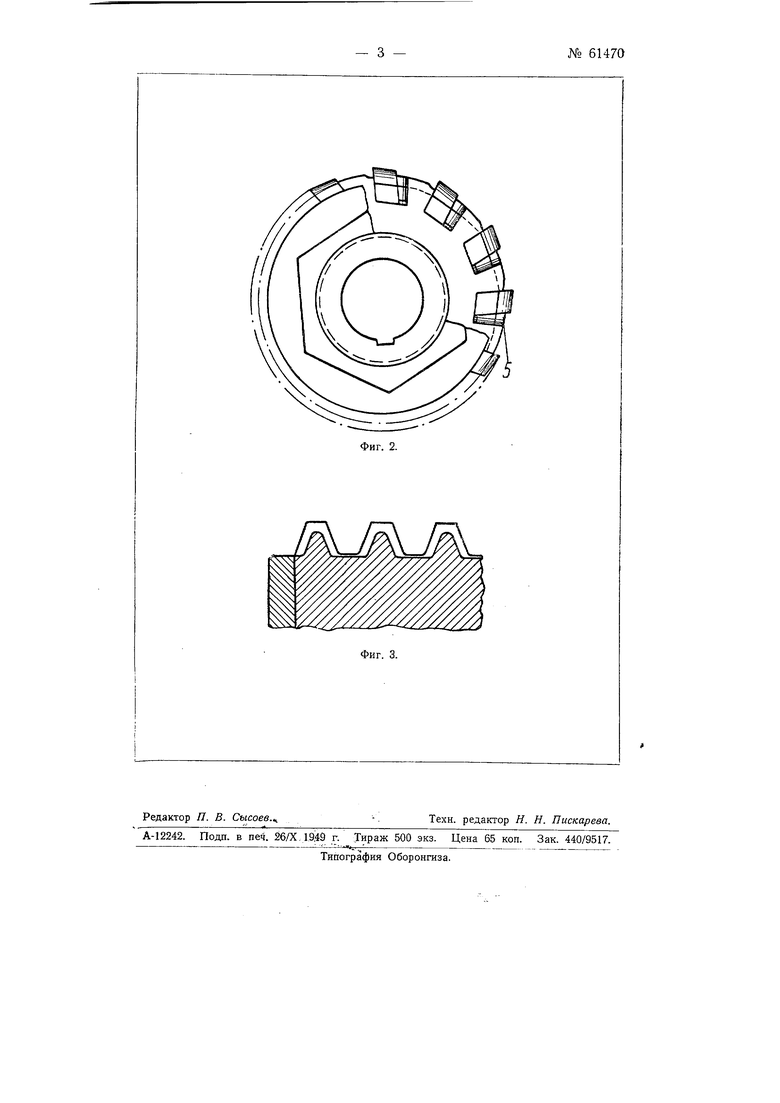
На фиг. 1 показан общий вид предлагаемой фрезы; на фиг. 2 - вид ее с торца и на фиг. 3 - частичный продольный разрез фрезы.
Фреза состоит из червяка-корпуса /, зубья в котором перерезаны
канавками. В эти канавки вставляют режущие зубчатые рейки 2, осевое положение которых определяется буртиками колец 3, закрепленных гайками 4. Режущие зубчатые рейки 2 заклинены зажимными зубчатыми рейками 5. Толщина и высота зубьев 6 червяка-корпуса / должны быть меньше, чем соответствующие размеры зубьев режущей зубчатой рейки; при этом не требуется гл боких канавок, какие обычно делают у нормальных червячных фрез.
Такая конструкция фрезы обеспечивает неразрывность витков сборной фрезы, так как зубья режущей и зажимной реек являются продолжением витков червяка-корпуса /. Это достигается вследствие отсутстия спиральных канавок, которые имеются в обычных конструкциях червячных фрез для образования передних граней и заточки зубьев. Вследствие отсутствия спиральных канавок в предлагаемой конструкции фрезы резко повышается жесткость инструмента, даже после многократных переточек режущих реек. У обычных же фрез, по мере уменьшения размеров зуба после переточек, падает его жесткость и могут появиться вибрации, влекущие за собой неточность профиля нарезаемого зуба.
Затыловка зубьев режущих реек у предлагаемой фрезы должна производиться не по спирали, как у обычных фрез, а под углом по прямой, параллельно нижнему основанию червяка-корпуса / и боковой поверхности торцевых упорных выступов кольца 3. При такой затыловке зубьев режущие рейки, заточенные (или переточенные) по передней грани, сохраняют после повторной установки их в корпусе правильность расположения профилей режущих элементов при том условии, что со всех режущих реек при переточке снят одинаковый слой металла.
Угол наклона основания паза червяка-корпуса, равный углу затыловки, выбирается таким, чтобы обеспечить требуемый задний угол, а угол наклона торцевых упорных выступов колец должен соответствовать среднему углу подъема зубьев этой фрезы. При изготовлении режущих реек необходимо зубья каждой последующей рейки смещать на некоторую часть шага, определяемую размерами фрезы.
По мере износа в червяке-корпусе вставных режущих зубчатых реек их можно заменять новыми. Хотя стоимость изготовления такого червяка-корпуса и комплекта режущих реек будет выще, чем изготовление обычной фрезы, однако амортизация их в эксплоатации при значительном расходе фрез будет намного ниже. Кроме того, расход быстрорежущей стали значительно уменьшится. Такая конструкция червячной фрезы позволяет внедрить твердые сплавы в технологию нарезания зубчатых колес.
Предмет изобретения
Червячная фреза со вставными режущими элементами, отличающаяся тем, что в качестве режущих элементов применены вставные режущие зубчатые рейки, заклиненные зажимными зубчатымирейками с целью обеспечения неразрывности витков инструмерта.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2412027C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
| СБОРНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1995 |
|
RU2102201C1 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2457928C1 |
| Червячная фреза для предварительного нарезания цилиндрических зубчатых колес с прямыми зубцами | 1949 |
|
SU83407A1 |
| Способ нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов без обкатки путем профильного копирования на зубофрезерных станках | 1949 |
|
SU90414A1 |
| Сборная червячная цилиндрическая фреза | 1958 |
|
SU118453A1 |
| СБОРНАЯ ЗАТЫЛОВАННАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 1994 |
|
RU2068323C1 |
| КОМБИНИРОВАННАЯ СБОРНАЯ УПРОЧНЯЮЩАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2457085C1 |