Применяемые в настоящее время обычные ncpssiMifl ie фрезы для нарезаЕ1Ия цилиндрических зубчатых колес имеют своим существенным недостатком неравномерность распределения нагрузки между отдельными зубцами фрезы в процессе работы. Вследствие этого имеет место неполное использование производственных возможностей червячной фрезы.
Известны некоторые конструкции червячных фрез, с помощью которых делались попытки распределить равномерно нагрузку между зубцами, выполняя последние с различной высотой и толщиной соответственно действительному характеру их загрузки в процессе нарезания зубчатого колеса.
Вследствие сложности изготовления таких фрез, они не получили щирокого распространения.
В предлагаемой конструкции червячной фрезы равномерность распределения нагрузки между отдельными зубцами фрезы в процессе нарезания зубчатого колеса достигается тем, что наружная и делительная поверхности фрезы выполнены в виде однополостного гиперболоида вращения, сопряженного с цилиндром. Такое выполнение червячной фрезы позволяет ее изготовить без особых трудностей.
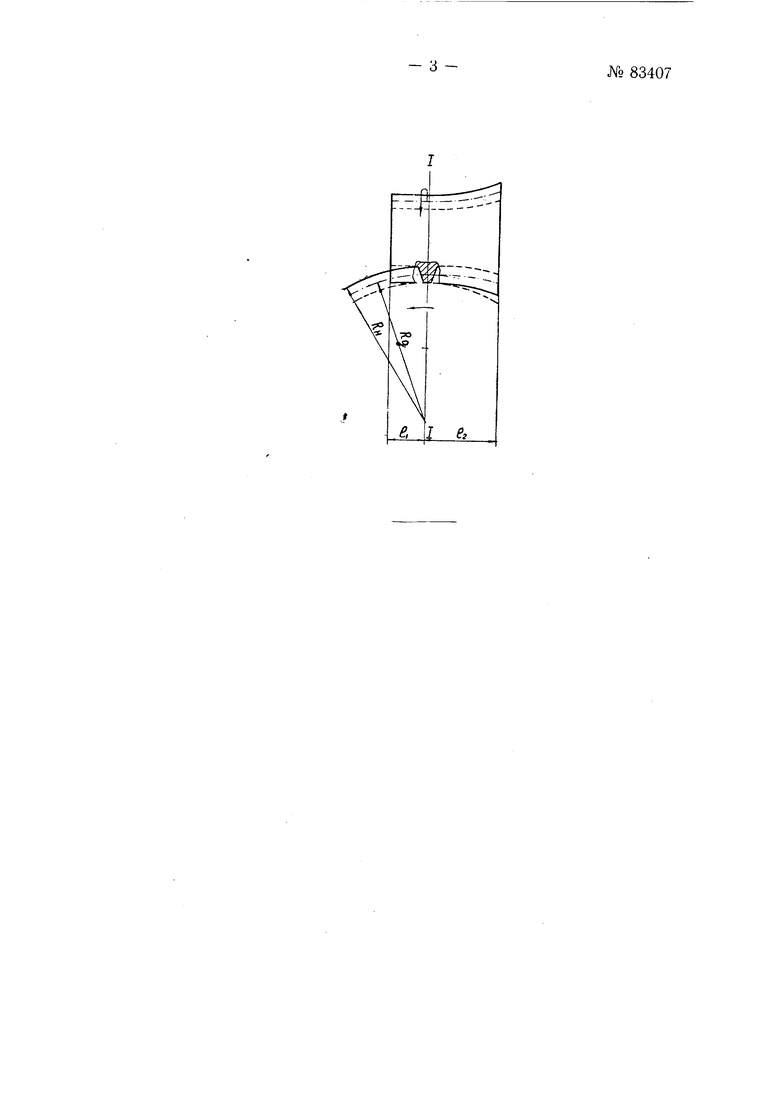
На чертеже схематично изображена предлагаемая червячная фреза в процессе нарезания зубчатого колеса с наружным радиусом и радиусом делительной окружности ..
Наружная и делительная образующие поверхности фрезы выполнены из двух частей, у одной из которых на длине /i поверхность выполнена цилиндрической, а у другой, на длине tz - в виде однополостного гиперболоида вращения,
В сечении /-/, нормальном к оси фрезы и совпадающем при нарезании зубчатого колеса с осевой плоскостью последнего, горловина гиперболоида сопряжена с цилиндром. На полученной таким путем поверхности фрезы нарезаны винтовые витки, одни из которых, находящиеся на поверхности гиперболоида, обеспечивают удаление основной
№ 83407 2 массы материала из впадин зубцов, а другие,-расположенные на поверхности цилиндра,-предназначены для окончательного профилирования, зубцов.
Параметры образующих поверхностей на участе /а фрезы устанавливают исходя из размеров зубчатого колеса самой фрезы и величины подачи при зубофрезеровании.
Для получения плавного врезания описываемая червячная фреза выполняется со спиральными канавками, расположенными по отношению к винтовым виткам фрезы под углом, несколько отличным от прямого угла.
Червячная фреза, выполненная согласно приведенному описанию, дает возможность более равномерно распределить нагрузку между отдельными зубцами, чем у обычных червячных фрез и потому производительность такой фрезы может быть значительно повышена путем увеличения скорости подачи.
Изготовление гиперболоидальной червячной фрезы может производиться на токарно-затыловочном станке при одновременном поперечном и продольном перемешении затыловочного суп порта. При это.м для поперечного перемешения суппорта должен быть применен копир, кривая которого соответствует образующей поверхности, приближающейся к поверхности однополостного гиперболоида.
Предлагаемая конструкция фрезы предназначена только для предварительного нарезания зубчатых колес, так как вследствие неизбежных искажений теоретического профиля образующей рейки, такая фреза не сможет обеспечить необходимую точность профиля зубцов, которая должна 6t)iTb достигнута при окончательной отделке.
Предмет изобретения
1.Червячная фреза для предварительного нарезания цилиндрических зубчатых колес с прямыми зубцами, с равномерным распределением нагрузки между отдельными зубцами при резании, отличающаяся тем, что, с целью создания )аиболее благоприятных условий работы режущих зубцов, наружная и делительная поверхности фрезы выполнены в виде однополостного гиперболоида вращения, сопряженного с цилиндром.
2.Форма выполнения фрезы по п. 1, отличающаяся тем, что, с целью повыщения плавности при работе фрезы, спиральные «анавки зубцов фрезы располагают по отношению к винтовым виткам под углом, отличающимся от пря.мого.
3.Способ затылования фрезы по пп. I и 2, отличающийся тем, что затыловочному резцу сообщают одновременно зависимые движения в продольном и поперечном направлениях, причем последнее осуществляют по плоскому копиру гиперболической, формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза для нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов | 1949 |
|
SU90484A1 |
| Способ нарезания конических зубчатых колес с криволинейным продольным очертанием зубцов без обкатки путем профильного копирования на зубофрезерных станках | 1949 |
|
SU90414A1 |
| Червячная фреза | 1940 |
|
SU61470A1 |
| Червячная передача | 1982 |
|
SU1067264A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Гиперболоидная червячная передача | 1982 |
|
SU1048199A1 |
| Червячный обкатник | 1980 |
|
SU1016004A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СБОРНЫЙ ГИПЕРБОЛОИДНЫЙ ЧЕРВЯЧНЫЙ ЗУБОРЕЗНЫЙ ИНСТРУМЕНТ, СМЕННЫЕ ПОВОРОТНЫЕ НЕПЕРЕТАЧИВАЕМЫЕ РЕЖУЩИЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ И СПОСОБ ИХ ЭКСПЛУАТАЦИИ | 2014 |
|
RU2634565C2 |
| Устройство для горячей накатки зубчатых колес | 1955 |
|
SU116884A1 |