(54) СПеюОБ ГИБКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ | 1992 |
|
RU2008116C1 |
| СПОСОБ ГИБКИ ТРУБНЫХ ЗАГОТОВОК | 2017 |
|
RU2633863C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 1997 |
|
RU2119837C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Способ разделения круглых заготовок | 1989 |
|
SU1773590A1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
I.
Изобретение относится к обработке металлов давленвем и может быть использовано в аввапвонноЙ судостроитель ной и других отраслях промы1Ш1енн(.
Известен способ гибки труб, при котором концы трубной заготовки закрепляют с последукшим прапоженнем усилия гибкн 0.J.
Недостатком известиого способа является низкое качество изделий, из-ва неравномерного приложения усилия гибки по всей длине изгибаемого изделия.
Известен та .же способ изготовления труб, при котором концы трубной заготойKB закрепляют с после ющим приложением усклня гибки 2J.
Недостатком известного способа является сложность вьтопяения гибки.
Целью изобретения является повышение качества изделий и упрощение вро цесса гибки.
Для втого по щюапагв мому способу перед закреплением хоецое трубной заго- товкя в ее полость вводят твердый наполнитель, При закреплении кшцов ipy6ной заготовки ее устанавливают вертикально, а после закрепления заготовку врашают вокруг оси, не совпадающей с осью заготовки, используя в качестве усилия гибки центробежную силу.
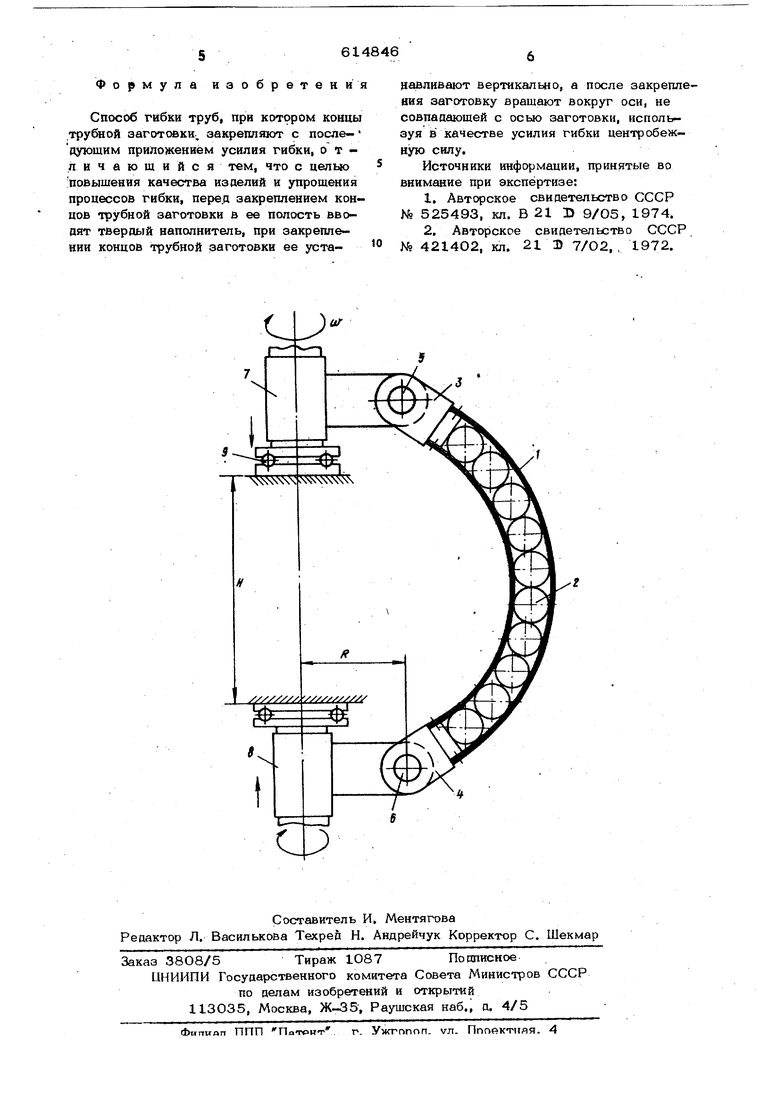
На чертеже изображена схема осуществления предлагаемого способа.
Для осушествления способа трубную заготовку 1 с наполнителем 2 (металлическими шарами) устанавливают в зажимы 3,4, которые шарнирно соединены осями 5, с втулками 7,8. После этого заготовку I вместе с наполнителем 2 приводят во вращатепьяое ; движение со Ьвобржым сближением ее концов вдоль оси вращения (при сближении втулок 7 и 8), Обороты задаются такие, чтобы материал заготовки пришел в состояние пластических деформаций. Под действием центробежных сил на наполнитель 2 происходит деформирование заготовки 1. Пу. тем регулирования продольного перемещения втулок аа счет опорных подшипников 9 получают требуемую форму изгиба трубиой за отстки I, : Првйлер предлагаемого способа; i. осуществления. Берут трубную заготовку I с такими размерами: длина L а «5ОО мм, наружный диаметр (3-45 мм внучренний диаметр d 42 мм. Мате риал, рталь Х18Н10Т с пределом текуб ЗО кг/мм. Заготовку 1 устанавливают вертикаль но, нижний конец заготовки закрепляют в зажиме 4, затем заполняют полость трубы наполнителем 2 (которым, в данном случае, являются металлические шары, диаметром, равным 42-О,5 мм). За тем крепят верхний конец трубной заготовки 1 с наполнителем 2 при помощи зажима 3, Зажимы 4 и 3 расположены на втулках 7 и 8 на некотором расстоянии от их центральных осей симметрии. Затем заготовке I, наполнителю 2 сообщают угловую скорость Ш относительно продольной оси симметрии втул 7,8, при этом заготовка 1 с наполнителем 2 находится на расстоянии Т от оси вращения. Потребные обороты вычис ляются по формуле: где Og -предел текучести. -максимальный изгибающий момент, возникающий в сечениях трубной заготовки; W - момент инерции плошади се чения трубы. Изгибающий момент ,, вызваниый действием центробежных сил, равен , е шеях 2 где О, - равномерная нагрузка от центробежных сил, действующих на напол нитель,. t - длина рабочей зоны трубча.той заготовки. Для нашего случая 240 мм (80 мм трубы уходят в зажимы), и Ru/mn. , , J где Ш - угловая скорость вращения заготовки; hi - масса одного шара, диаме-пром 42 мм; h - количество шаров (в нашем случае М - 1О); и - расстояние между осью вращения заготовки и исходаой продольной Прдставляя выражение jsl в t2l,a затем- полученную формулу в иметь ff. .„ 2 m-n 6 max Для кольцевого сечения с наружным иаметром d и внутренним Й момёнт нердии UU равен ....-, . / 1 - -Т- 61 - объем шара, - удельный вес стали ,8 г/см ). одставляя выражение 5J и б в фор- улу р 1получим %с,хгдеletf /jis-M ( )1 Отсюда находим потребную угловую корость CD вращения заготовки, при коорой напряжения в сечениях трубной заотовки становятся равными б или болье, т.е. когда наступают пластические деформации . и; -У|% 81 Берем R 300 мм. Количество оборотов I равно - - J-J -.ЯНГ 211 СИ Подставляя в формулу 9 численные данные, получим 5 50О об/мин При данных оборотах материал трубн.ой заготовки приводится в состояние пластических деформаций, а потребная форма изгиба регулируется-ограничением перемещений KOHiioB заготовки навстречу друг другу при помощи опорных подшипников 9, т,е. расстоянием Н. После окончания процесса снимают трубу вместе с зажимами 3,4, удаляют зажимы и выталкивают наполнитель 2 известным способом, при этом одновремеиио осуществляется и калибровка изделия. Способ гибки технологически прост и производителен. Он позволяет использовать несложное оборудование, практически только электродвигатель без дополнительных устройств, что делает его
