(54) СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1980 |
|
SU918320A1 |
| Литейная металлическая форма для изготовления отливок инструмента с внутренними каналами охлаждения | 1983 |
|
SU1205992A1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| Способ термомеханической обработки быстрорежущей стали | 1978 |
|
SU876747A2 |
| Способ изготовления концевого режущего инструмента | 1990 |
|
SU1738467A1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1979 |
|
SU863677A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С ФЛАНЦАМИ | 2009 |
|
RU2392078C1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1976 |
|
SU661027A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU615991A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении режущего, преимущественно концевого инструмента.
Известен способ изготовления режущего инструмента, состоящий из операций изготоблеиия заготовки, имеющей рабогую и хвостовую части, горячей пластической деформации с образованием стружечных канавок, окончательного формообразования инструмента и последующей термической и механической обработки I1J.
Недостатком известного способа является получение в процессе формообразования инструмента его рабочей части недозавитой и с неполным профилем. При дальнейшей обработке указанная дефектная часть заготовки отрезается, что приводит к увеличению расхода быстрорежущей стали.
Целью изобретения является экономия быстрорежущей стали и повышение технологичности изготовления инструмента.
Это достигается тем, что перед горячей пластической деформацией к рабочей части заготовки приваривают технологическую прибыль из конструкционной стали, которую удаляют
после окончательного формообразования инструмента.
Кроме того, при некоторых вариантах применения способа к свободному концу технологической прибыли приваривают вторую заготовку также рабочей частью, а затем заготовки разделяют посредине технологической прибыли.
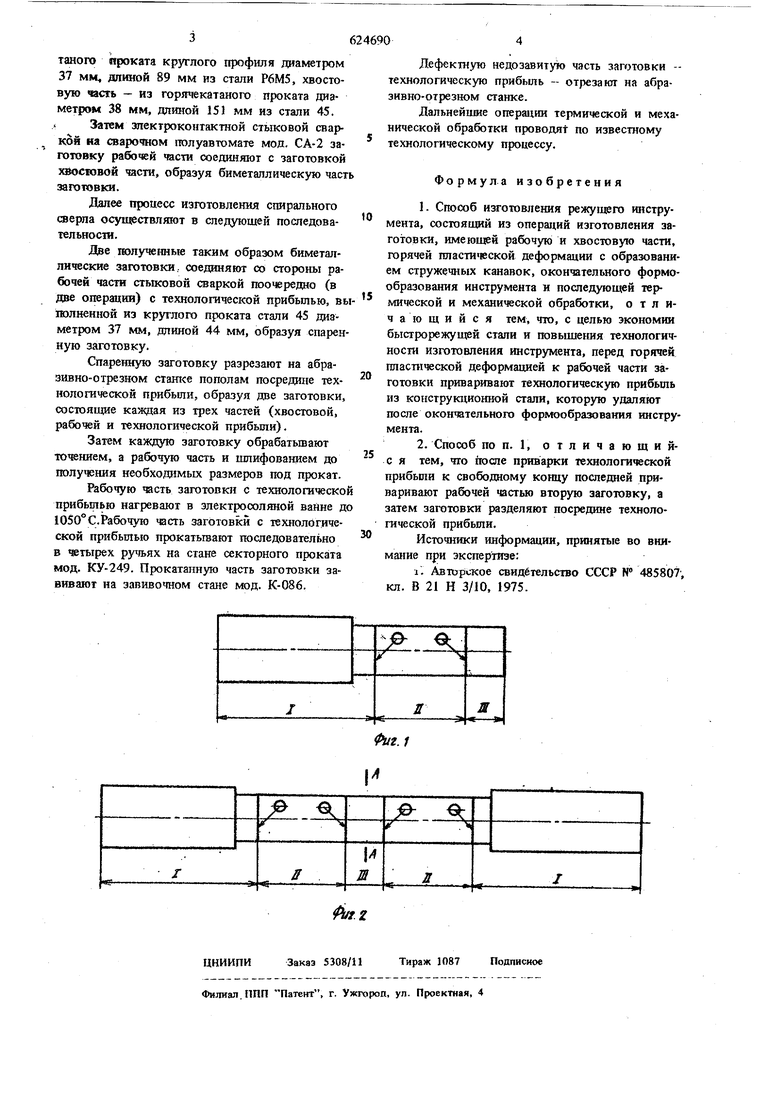
Нд фиг. 1 показана сварная заготовка с технологической прибылью; на фиг. 2 - сварная заготовка с приваренной второй заготовкой
Сварная заготовка инструмента включает хвостовую часть яз конструкционной стали (участок 1), рабочую часть из быстрорежущей стали (участок II), к которой приварена технологическая прибьгаь из конструкционной стали (участок III).
С целью- экономии коиструкдаошюй. стали, из которой изготовлена технологическая прибыль, к последней может быть приварена вторая заготовка также рабочей частью. После приварки заготовки разделяют по линии А-А.
Пример. Проводят изготовление сверл спиралшых диаметром 32 мм с коническим хвостовиком по гост 10903-64. Заготовку рабочей части оверла изготавливают из горячекатаного проката круглого диаметром 37 мм, длиной 89 мм из стали Р6М5, хвостовую чясть - из горячекатаного проката диамет|ром 38 мм, длиной 151 мм из стали 45. Затем злектроконтактной стыковой сваркой на сварочном полуавтомате мод. СА-2 заготовку рабочей части соединяет с заготовкой хвосювой части, образуя биметаллическую част заготовки. Далее процесс изготовления спирального сверла осуществляют в следующей последовательности. Две гюлуче1тыб таким образом биметаллические заготовки., соединяют со стороны рабочей части стьпсовой сваркой 1юочередно (в две операций) с технологической прибьшью, вы голненной из круглого проката стали 45 диаметром 37 мм, длиной 44 мм, образуя спарен ную заготовку. Спаренную заготовку разрезают на абразивно-отрезном станке пополам посредине технологической прибьшн, образуя две заготовки, состоящие каждая из трех частей (хвостовой, рабочей и технологической прибыли). Затем каждую заготовку обрабатьшают точением, а рабочую часть и шлифованием до получения необходимых размеров под прокат. Рабочую часть заготовки с технологическо прибылью нагревают в электросоляной ванне д 1050°С.Рабочзто часть заготовки с технологической прибылью прокатьгаают последовательно в четырех ручьях на стане секторного проката мод. КУ-249. Прокатанную часть заготовки завивают на завивочном стане мод. К-086. Дефектную недозавитуто часть заготовки -технологическую прибыль - отрезают на абразивно-отрезном craince. Дальнейшие операции термической и механической обработки проводят по известному технологическому процессу. Формула изобретения 1.Способ изготовления режугцего инструмента, состоящий из операций изготовления заготовки, имеющей рабочую и хвостовую части, горячей пластической деформации с образованием стружечных канавок, окончательного формообразования инструмента н последующей термической и механической обработки, отличающийся тем, что, с целью экономии быстрорежущей стали и повышения технологичности изготовления инструмента, перед горячей пластической деформацией к рабочей части заготовки приваривают технологическую прибыль из конструкционной стали, которую удаляют после окончательного формообразования инструмента. 2,Способ по п. 1, отличающийс я тем, что после приварки технологической прибьши к свободному концу последней приваривают рабочей частью вторую заготовку, а затем заготовки разделяют посредине технологической прибыли. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР N 485807, кл. В 21 Н 3/10, 1975.
